回转窑的动态测量与在线调整
- 格式:pdf
- 大小:420.23 KB
- 文档页数:5
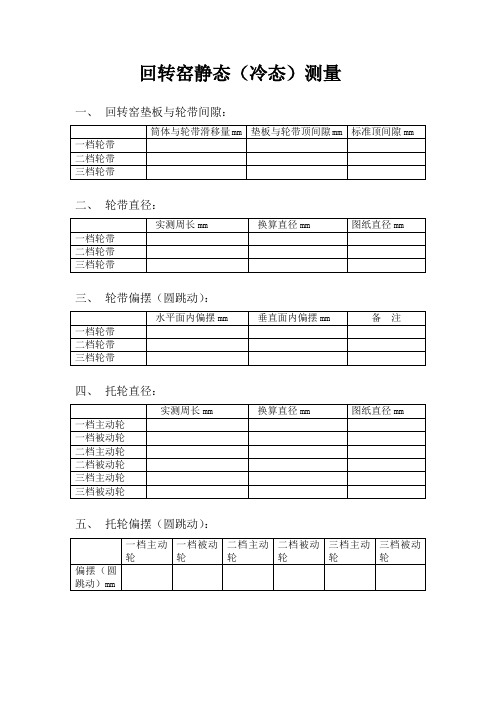
回转窑静态(冷态)测量一、回转窑垫板与轮带间隙:
二、轮带直径:
三、轮带偏摆(圆跳动):
四、托轮直径:
五、托轮偏摆(圆跳动):
六、托轮开档尺寸:
七、回转窑轮带中心线垂直直线度(斜率)
一、二档斜率:
二、三档斜率:
八、回转窑轮带中心线水平直线度:
以一、三档轮带为基准,中档轮带向过道侧偏差( mm )九、回转窑大齿圈偏摆:
回转窑动态(热态)测量
一、回转窑动态偏摆(圆跳动):
1、回转窑水平面内动态偏摆跳动:
2、回转窑垂直面内动态偏摆跳动:
二、回转窑中心线动态测量:
1、回转窑筒体中心线水平直线度:
以一、三档轮带为基准,中档轮带向过道侧偏差( mm )
2、回转窑筒体中心线垂直直线度:
一、二档斜率:
二、三档斜率:
3、回转窑垫板与轮带间隙:
回转窑测量调整资费
回转窑托轮车削资费。

【计量】回转窑喂煤系统的在线标定方法目前的水泥熟料生产线,大都采用煤粉仓储存煤粉,然后通过计量秤(本文以转子秤阐述)计量的喂煤系统。
目前水泥企业通常的做法是:在设备停机后,在静态下重新进行标定并确定计量设备的系数。
该种方法可以解决短时间内喂煤系统的计量问题。
随着新型干法熟料生产线的技术越来越成熟,回转窑系统的连续运转能力得到了大大的提升,目前这种需要设备停机,在静态下标定计量设备的系数的做法已经无法满足生产的需求。
为了解决在连续运行状态下对喂煤系统的动态标定问题,我们提出了一套针对喂煤系统的在线标定方法,本套回转窑喂煤系统的在线标定方法不仅实现在回转窑运行状态下对喂煤系统计量的标定,而且避免了传统的标定单一计量系数,无法使系统达到计量平衡的弊端。
经过多次实践与改进,证明该方法简单实用,可以满足生产的需求。
该方法以原煤秤为基础,通过煤粉生产量=仓位变化量+转子秤的累计计量值来列方程,最终求解出煤粉仓和转子称的系数。
原煤秤系数的标定回转窑喂煤系统的在线标定方法的第一步需要标定原煤秤的系数,然后以此系数来求解煤粉仓和转子秤的系数,使其三者达到平衡的状态。
通过查阅资料,并与原煤秤厂家沟通后发现,原煤秤(皮带电子秤)最可靠、精确度高的的标定方法是实物标定法。
实物标定法是利用已知重量的物料通过原煤秤,记下原煤秤内显示的数值,与物料的实际重量进行比较,从而确定原煤秤的系数。
本论文标定原煤秤就是采用的实物标定法。
回转窑喂煤系统的在线标定方法介绍喂煤系统的在线标定方法要确定煤粉的生产量,然后找出转子秤和煤粉仓的对应关系,然后通过两次不同的灌仓方式,列出一组多元方程,最终求解得出煤粉仓、转子秤等设备的系数。
具体的计算方案如下:煤粉生产量的计算:煤粉的制备过程,就是原煤粉磨、烘干的过程。
只要已知原煤秤的计量值,然后除去水分,就是煤粉的生产量。
以山水集团某子公司实际生产情况为例:该公司原煤计量值和水分如下表所示:有条件的公司可以测量下煤磨排渣和煤磨热风带入的飞灰,由于该公司不具备测试条件,暂不考虑煤磨排渣及煤磨热风飞灰影响,煤粉生产量为:30.69÷(100+5.7+1.2-1.6)×100=29.15t/h确定煤粉仓和转子秤系数的对应关系煤粉仓和转子秤系数的对应关系的确定是利用煤磨停机,分别统计煤粉仓仓位变化量和转子秤的累计计量值,找出对应关系,从而用煤粉仓的系数来表示转子秤的系数。
应用回转窑动态检测技术提高窑的运转率--------------------------------------------------------------------------------作者:-应用回转窑动态检测技术提高窑的运转率作者:张云王俊峰单位:武汉理工大学西院山西天脊煤化工集团山化水泥厂山西天脊煤化工集团山化水泥厂Φ4m/3.5m/4m×150m回转窑1987年投产。
由于该厂采用化工厂工业副产品作原料,故对窑的化学腐蚀较严重。
特别是近几年来,窑机械磨损严重,中心线偏差较大,影响窑的正常运行。
厂方曾多次请有关单位对该窑作冷态测量、校准,但由于冷态校准好的窑轴线在热态下又发生了变形,故冷态校准效果不佳。
1997年5月该窑经中修运转后频繁出现掉砖、红窑事故。
仅9月份就3次红窑,托轮轴瓦经常发热,托轮与轮带磨损异常,个别托轮和轮带表面还产生掉块脱落,经济损失很大,技术分析确认是窑轴线不直引起。
时值水泥销售旺季,冷静态测量校准既时间长影响生产,实际效果又不理想。
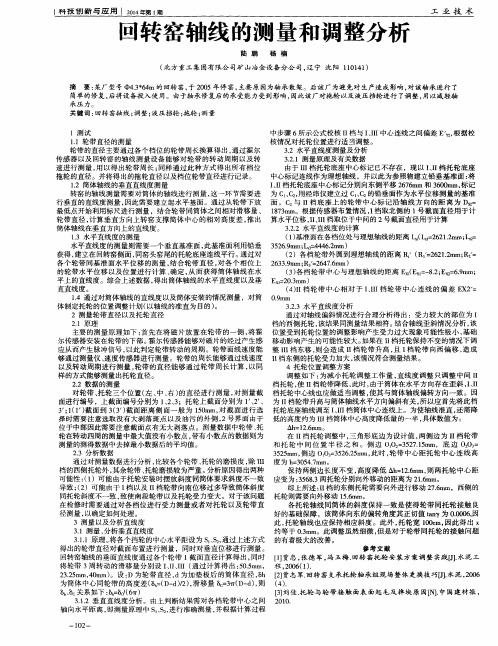
该1KAS-3型回转窑轴线动态参数测量仪1.1 手持式测窑仪的组成如图1所示,KAS-3型手持式测窑仪主要由2个数字量位移传感器、2个霍尔开关位置传感器、1个直径测量传感器和单片机测量主机组成。
该测窑仪集测量窑轴线、轮带间隙和轮带与托轮直径3个测量装置为一体。
其中测量窑轴线系统[1]获得中国发明专利;测量轮带间隙仪器[2]和测量轮带与托轮直径的仪器[3]分获2项中国实用新型专利。
1.2 手持测窑仪操作(1)测量窑轴线。
在被测轮带水平和垂直直径上安装2个数字量位移传感器,与架在Q面上的经纬仪配合,把水平位移传感器上的滑标移到Q面,记下其在导轨尺上的读数Li。
在筒体旁固定1个霍尔开关位置传感器,在相应筒体上吸附1个磁铁。
把所有传感器的电缆线插入手持测量主机,5min 后测量主机就自动测完轮带4圈的平均位置参数Pyi、Pzi,用水准仪可测出高差数Hi、hi(其中i是轮带序号)。

2021年第1期1回转窑运行现状我公司2号5000t /d 水泥熟料生产线采用ϕ4.8m×74m 回转窑;大齿圈模数为36,齿数202;小齿轮齿数23。
2020年3月检修时,更换了一档轮带及垫板、中档轮带及垫板,同时更换了36~52m 筒体。
由于更换配件较多,原有配件存在不同程度的磨损,回转窑开机后大齿圈出现震动现象,影响回转窑安全运行。
为防止故障发生,特停窑进行检测和调整。
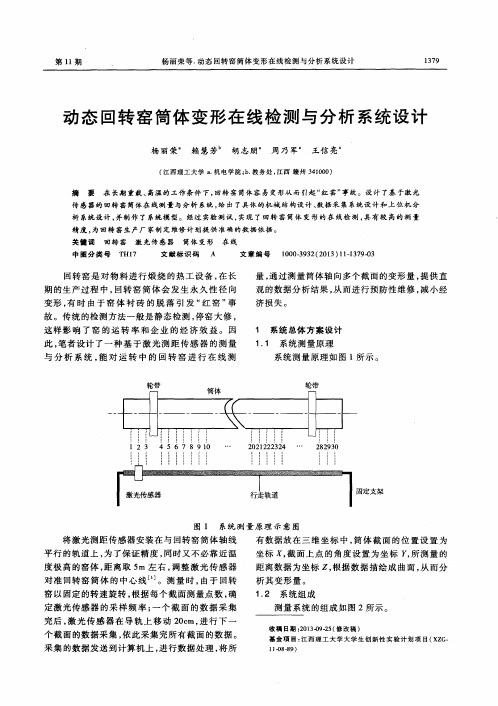
2回转窑各项数据的测量和分析2.1回转窑测量数据回转窑的测量及数据示意图见图1,回转窑各项测量数据见表1。
2.2大齿圈各数据测量大齿圈齿顶隙测量数据见表2。
由图1和表2可知,窑头端径向数据差值为5.5mm ,窑尾端径向数据差值为4.7mm ,超出径向≤1.5mm 的标准值;齿圈模数为36,理论齿顶隙为摘要:对回转窑进行检修后,因原有配件存在不同程度的磨损,开机后大齿圈出现振动,需停窑进行调整。
根据测得的回转窑各档标高、大齿圈各项数据,对回转窑进行了调整,调整后,回转窑运行平稳,小齿轮轴向、水平、垂直三个方向的振动值均≯2.5mm ,各档托轮瓦温稳定在38~43℃之间。
关键词:回转窑;大齿圈;小齿轮;齿顶隙中图分类号:TQ172.622.29文献标识码:B 文章编号:1001-6171(2021)01-0031-03DOI :10.19698/ki.1001-6171.20211031通讯地址:平阴山水水泥有限公司,山东平阴250409;收稿日期:2020-04-14;编辑:孙娟回转窑的调测方法Kiln Measuring and Adjusting Method for Rotary KilnZHAO Xinlei(Pingyin Shanshui Cement Co.,Ltd.,Pingyin Shandong 250409,China )Abstract :After the rotary kiln is overhauled,the original fittings are worn to varying degrees,and the big gear ring vibrates after starting,so the kiln requires to be stopped for adjustment.According to the measured data of each gear elevation and big gear ring,the rotary kiln is adjusted.After adjustment,the rotary kiln runs smoothly,the vibration values of the pinion in axial,horizontal and vertical direc⁃tions are all ≯2.5mm,and the temperature of the roller shoe in each gear is stable between 38℃and 43℃.Key words :rotary kiln;big gear ring;pinion gear;tip clearance 31CEMENT TECHNOLOGY 2021/111~12mm ,齿顶隙测得值最大为11mm ,最小为5.5mm ,齿顶隙偏小。
湖南金磊南方水泥有限公司2号回转窑动态测量和调整报告武汉理工大学建材行业回转窑检测中心2010.7.19湖南金磊南方水泥有限公司2号回转窑动态测量报告一、测量方法及仪器1、测量原理武汉理工大学建材行业回转窑检测技术中心采用中国发明专利(专利号:ZL 200410061149.7;ZL 90101485.0)的测窑方法, 对湖南金磊南方水泥有限公司(Φ4×60M )2号回转窑进行动态测量。
2、测量仪器专用测量仪器:KAS-3型回转窑轴线动态参数测量系统主要由中国发明专利:一种回转窑轴线测量方法及仪器(专利号:ZL90101485.0);回转窑轮带和托轮直径动态测量装置(专利号:ZL93208535.0)等组成。
回转窑椭圆度电子数字测量仪(专利号:ZL 200820190890.7)。
常规测量仪器:中国J2D2激光径纬仪、DSJ3激光水准仪各1台。
美国RAYST8LX型红外测温仪1台。
3、基准坐标系的建立:在水平面,以窑头1档和窑尾3档托轮底座中心线的连线为窑的中心基准线。
在水平面的测量基准线是用J2D2激光经纬仪建立,它定位在窑体两侧与窑的中心基准线平行,其距离G/2=3252 mm,G=6504 mm。
在垂直面,“0”水平面定位在1档轮带处正下方。
用DSJ3激光水准仪在窑各轮带的正下方建立3个水平高差面。
筒体的“0”位测量母线定位于窑3档附近筒体上的突出标志块。
4、测量工作时间和环境温度2010年7月12日建立基准坐标系。
7月12日测量回转窑托轮水平位置,7月13日上午测量窑椭圆度,下午测量托轮直径和轮带高度差。
7月14日测量回转窑中心线。
测量回转窑时平均气温为360C,晴天,风3级。
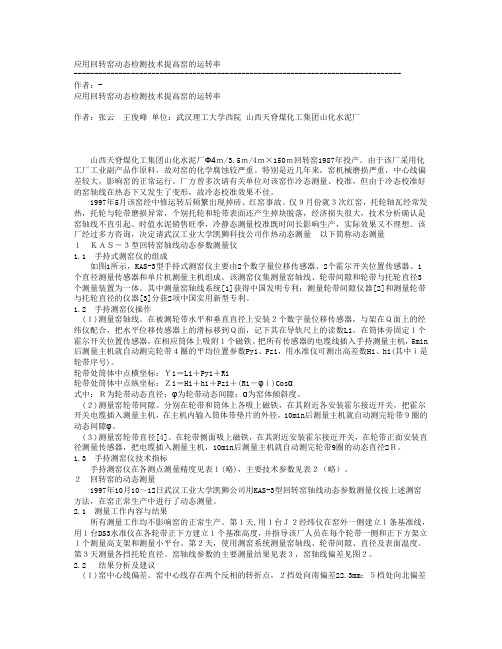
二、回转窑中心线和托轮测量结果1.运转中回转窑中心线的测量结果见图1和表1。
图1 运转中回转窑中心线在水平和垂直方向的偏差厂名Plant:湖南金磊南方水泥有限公司窑号Kiln No.: 2窑产量:2500t/d 日期Date: 2010-7-14(1) 热动态窑筒体中心线偏差情况:窑挡 1 2 30.0mm水平面偏差0.0 mm -9.5mm(偏走道)0.0mm -3.1mm 0.0mm垂直面偏差窑斜度= 4.01%在水平面,窑头1挡和窑尾3挡处设为0.0 mm,在窑2挡处筒体中心线向走道方向偏差9.5mm;在垂直面,窑基准斜度为tg&'=4.01%,窑1挡和3挡设为0.0mm, 在窑2挡处筒体中心线偏低 3.1mm。
回转窑中心线的测定和调整回转窑是连续运转的设备,在运转中最重要的是要保持窑体的直线度和圆度,其次要保持窑体窜动的稳定性。
窑体若发生弯曲现象,将造成局部支承零件加快磨损和失效;功率消耗增加;密封装臵失效;发生红窑掉砖;以致发生窑体断裂等事故,都将影响生产次序的稳定。
因此,要定期检查并保持窑体中心线的直线度。
目前,比较实用、简便的方法为“用经纬仪法找正窑体中心线” 。
一、测量前的准备工作:用经纬仪法检测窑体中心线,需要的主要工具有:经纬仪、测量标杆、水平尺、定心支架、线锤、钢卷尺、角尺、样冲等。
为了安全和方便,应在轮带两侧搭设脚手架。
二、轮带顶面中心点的确定:用一定心平台,依次放在I、口、川档轮带的顶面上,用水平尺找水平,并与轮带宽中心线相交,此点即为轮带顶面中心点,并冲眼定心。
在安装中应用钢卷尺测量出各轮带外圆周长(s)和每两轮带实际间距(L)。
并测出各档轮带与垫板实际间隙(n),将检测结果记入表中,即:垂直误差计算记录表三、校对中间各档窑体的水平方向偏差:当各档轮带顶面中心线位臵确定后,就可进行中间档水平方向误差的校对工作。
以I、川档轮带顶面中心点为基准,挂线架放在窑川档轮带的顶面上,挂上线锤,使线锤顶尖对准轮带顶面中心点上。
在窑的另一端I档轮带的顶面上加设经纬仪,将线锤对准轮带顶面的中心点并调平,然后调整经纬仪镜头内十字线的竖线与线架上的线锤对正重合,并固定经纬仪水平旋转制动螺旋.向经纬仪方向移动线架到□档轮带上,并将线锤对准该轮带顶面中心点,看经纬仪竖线是否与线架锤线重合,若不重合,则此档水平方向有误差,偏离的距离就是实际水平误差值。
另需注意左偏还是右偏,均要记入记录表中。
四、测量窑体垂直方向偏差:经纬仪臵轮带未动,调整经纬仪视线与窑体中心线基本平行,然后将测量标尺依次垂直放在各轮带中心顶点上,记下仪器十字线的水平引在测量标尺上所指的当选值,即为经纬仪测线至轮带顶面的距离(如图中的a i、a2、a3),并记入表中。