回转窑测量报告
- 格式:doc
- 大小:121.00 KB
- 文档页数:5
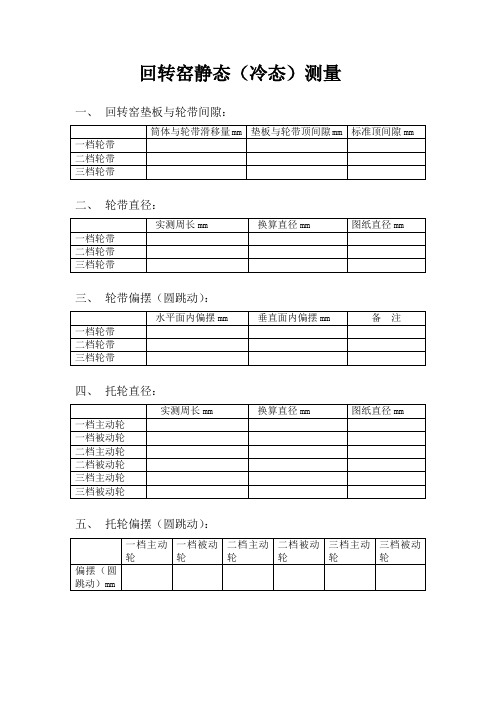
回转窑静态(冷态)测量一、回转窑垫板与轮带间隙:
二、轮带直径:
三、轮带偏摆(圆跳动):
四、托轮直径:
五、托轮偏摆(圆跳动):
六、托轮开档尺寸:
七、回转窑轮带中心线垂直直线度(斜率)
一、二档斜率:
二、三档斜率:
八、回转窑轮带中心线水平直线度:
以一、三档轮带为基准,中档轮带向过道侧偏差( mm )九、回转窑大齿圈偏摆:
回转窑动态(热态)测量
一、回转窑动态偏摆(圆跳动):
1、回转窑水平面内动态偏摆跳动:
2、回转窑垂直面内动态偏摆跳动:
二、回转窑中心线动态测量:
1、回转窑筒体中心线水平直线度:
以一、三档轮带为基准,中档轮带向过道侧偏差( mm )
2、回转窑筒体中心线垂直直线度:
一、二档斜率:
二、三档斜率:
3、回转窑垫板与轮带间隙:
回转窑测量调整资费
回转窑托轮车削资费。

在诸多影响回转窑正常运行的因素中,回转窑筒体轴线是回转窑的最重要参数。
正常的回转窑轴线应该是一条直线,但是实际上,由于长期在恶劣环境里运转,回转窑的轮带和托轮会发生相互磨损,加之回转窑的基座发生沉降,回转窑每一档的位置必然会发生改变,从而影响轴线的直线度。
如果回转窑不在一条直线上运转,反过来也会加剧轮带与筒体之间的磨损,增大回转窑运行的阻力,降低徊转窑的运转率.这是一个恶性循环问题。
现将回转窑轴线测量方法及需要工具介绍如下:1 )、水准仪:精度要求±3mm/K m2 )、经纬仪:不低于国家 J6 技术标准3 )、标尺:精度±1mm4 )、水平尺 (精度 0.02/200 )、拐尺、钢卷尺、塞尺 (精度为 0.01mm )5 )、游标卡尺 (精度为 0.02mm )6)、测量仪器应按 GB/T3161-2003、GB/T16455-2022 及 GB/10156-1997 的规定定期检定。
7 )、气候条件:测量应在无雨的天气条件下进行,风速为 6m/s 以上住手测量。
1 )、测量回转窑轮带及托轮的实际直径用千斤顶将轮带顶起,用钢丝测量法获得轮带的周长,计算出轮带直径;用同样方法测量托轮的直径,测量完成后可提供各档位轮带及托轮实测直径。
2 )、测量回转窑轮带与筒体之间的顶间隙在窑筒体冷态下,运用塞尺及游标卡尺对筒体顶部垫板及轮带内圈之间距离进行测量,得到轮带与筒体之间顶间隙δ。
各档位轮带及筒体垫铁顶间隙示意图详见图 1。
3 )、测量回转窑筒体轴线垂直直线度( 1 )、垂直直线度测量原理利用水准仪建立一个水平基准面,由标尺读取轮带或者筒体正上方最高点相对于水平基准面的高度,并根据轮带的直径以及轮带与筒体之间的顶间隙,计算出 回转窑各档支承处筒体中心在垂直方向上的相对高差,得出筒体轴线的垂直直线 度。
( 2 )、测量的方法及有关数据①、测量方法:在窑筒体轴线上方合适位置架设水准仪,使用标尺垂直于窑筒体轮带测量点上表面,通过水准仪读数。
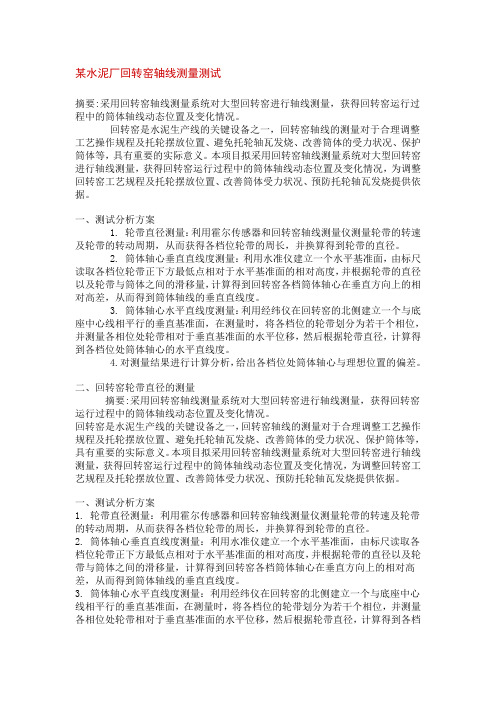
某水泥厂回转窑轴线测量测试摘要:采用回转窑轴线测量系统对大型回转窑进行轴线测量,获得回转窑运行过程中的筒体轴线动态位置及变化情况。
回转窑是水泥生产线的关键设备之一,回转窑轴线的测量对于合理调整工艺操作规程及托轮摆放位置、避免托轮轴瓦发烧、改善筒体的受力状况、保护筒体等,具有重要的实际意义。
本项目拟采用回转窑轴线测量系统对大型回转窑进行轴线测量,获得回转窑运行过程中的筒体轴线动态位置及变化情况,为调整回转窑工艺规程及托轮摆放位置、改善筒体受力状况、预防托轮轴瓦发烧提供依据。
一、测试分析方案1. 轮带直径测量:利用霍尔传感器和回转窑轴线测量仪测量轮带的转速及轮带的转动周期,从而获得各档位轮带的周长,并换算得到轮带的直径。
2. 筒体轴心垂直直线度测量:利用水准仪建立一个水平基准面,由标尺读取各档位轮带正下方最低点相对于水平基准面的相对高度,并根据轮带的直径以及轮带与筒体之间的滑移量,计算得到回转窑各档筒体轴心在垂直方向上的相对高差,从而得到筒体轴线的垂直直线度。
3. 筒体轴心水平直线度测量:利用经纬仪在回转窑的北侧建立一个与底座中心线相平行的垂直基准面,在测量时,将各档位的轮带划分为若干个相位,并测量各相位处轮带相对于垂直基准面的水平位移,然后根据轮带直径,计算得到各档位处筒体轴心的水平直线度。
4.对测量结果进行计算分析,给出各档位处筒体轴心与理想位置的偏差。
二、回转窑轮带直径的测量摘要:采用回转窑轴线测量系统对大型回转窑进行轴线测量,获得回转窑运行过程中的筒体轴线动态位置及变化情况。
回转窑是水泥生产线的关键设备之一,回转窑轴线的测量对于合理调整工艺操作规程及托轮摆放位置、避免托轮轴瓦发烧、改善筒体的受力状况、保护筒体等,具有重要的实际意义。
本项目拟采用回转窑轴线测量系统对大型回转窑进行轴线测量,获得回转窑运行过程中的筒体轴线动态位置及变化情况,为调整回转窑工艺规程及托轮摆放位置、改善筒体受力状况、预防托轮轴瓦发烧提供依据。
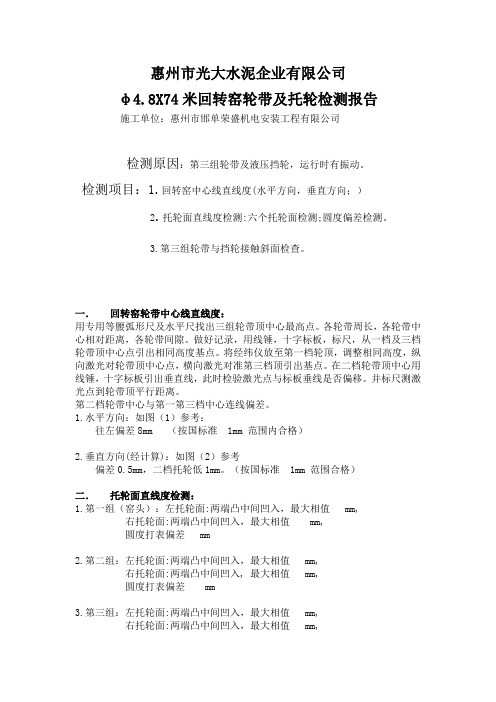
惠州市光大水泥企业有限公司φ4.8X74米回转窑轮带及托轮检测报告施工单位:惠州市邯单荣盛机电安装工程有限公司检测原因:第三组轮带及液压挡轮,运行时有振动。
检测项目:1.回转窑中心线直线度(水平方向,垂直方向;)2.托轮面直线度检测:六个托轮面检测;圆度偏差检测。
3.第三组轮带与挡轮接触斜面检查。
一.回转窑轮带中心线直线度:用专用等腰弧形尺及水平尺找出三组轮带顶中心最高点。
各轮带周长,各轮带中心相对距离,各轮带间隙。
做好记录,用线锤,十字标板,标尺,从一档及三档轮带顶中心点引出相同高度基点。
将经纬仪放至第一档轮顶,调整相同高度,纵向激光对轮带顶中心点,横向激光对准第三档顶引出基点。
在二档轮带顶中心用线锤,十字标板引出垂直线,此时检验激光点与标板垂线是否偏移。
并标尺测激光点到轮带顶平行距离。
第二档轮带中心与第一第三档中心连线偏差。
1.水平方向:如图(1)参考:往左偏差8mm (按国标准 1mm 范围内合格)2.垂直方向(经计算):如图(2)参考偏差0.5mm,二档托轮低1mm。
(按国标准 1mm 范围合格)二.托轮面直线度检测:1.第一组(窑头):左托轮面:两端凸中间凹入,最大相值 mm,右托轮面:两端凸中间凹入,最大相值 mm,圆度打表偏差 mm2.第二组:左托轮面:两端凸中间凹入,最大相值 mm,右托轮面:两端凸中间凹入, 最大相值 mm,圆度打表偏差 mm3.第三组:左托轮面:两端凸中间凹入,最大相值 mm,右托轮面:两端凸中间凹入,最大相值 mm,圆度打表偏差 mm三.第三组轮带与挡轮接触斜面有异常:发现轮带斜面出现鱼鳞状波浪面,造成运行时产生振动。
四.检测分析及建议处理方案:1.从测量数据分析:三组轮带中心线相对直线度垂直偏差较小,符合国标范围。
水平偏差较大,须调整托轮。
2.托轮直线度,及圆度检查情况;3.带斜面出现鱼鳞状波浪面,造成运行时产生振动。
常期运行,振动增大,液压挡轮轴承损坏。

冶金回转窑检查工作总结
近期,我们对冶金回转窑进行了全面的检查工作,旨在确保设备的正常运行和
安全生产。
经过一段时间的认真检查和总结,我们得出了以下结论和建议。
首先,我们对冶金回转窑的外部和内部进行了详细的检查。
外部检查主要包括
设备的外观和周围环境的清洁情况,以及设备的支撑结构和传动系统的运行情况。
通过检查发现,设备外观整洁,周围环境清洁,支撑结构和传动系统无异常。
内部检查主要包括设备内部的磨损情况、设备的密封性能和设备内部的清洁情况。
经过检查,设备内部磨损情况较轻,密封性能良好,内部清洁情况符合要求。
其次,我们对冶金回转窑的运行情况进行了详细的监测和记录。
通过对设备的
工作温度、转速、电流和振动等参数进行实时监测,我们发现设备的运行情况良好,各项参数均在正常范围内,并且未出现异常波动。
最后,我们针对冶金回转窑的检查工作提出了以下建议。
一是加强设备的日常
维护和保养工作,定期清洁设备外部和内部,及时更换磨损严重的部件,确保设备的正常运行。
二是加强设备的运行监测和记录工作,及时发现并解决设备运行中的问题,确保设备的安全生产。
总之,通过本次冶金回转窑的检查工作,我们对设备的运行情况有了更清晰的
了解,也为今后的设备维护和保养工作提供了重要的参考。
希望全体员工能够密切关注设备的运行情况,共同努力,确保设备的安全运行和生产的顺利进行。

湖南金磊南方水泥有限公司2号回转窑动态测量和调整报告武汉理工大学建材行业回转窑检测中心2010.7.19湖南金磊南方水泥有限公司2号回转窑动态测量报告一、测量方法及仪器1、测量原理武汉理工大学建材行业回转窑检测技术中心采用中国发明专利(专利号:ZL 200410061149.7;ZL 90101485.0)的测窑方法, 对湖南金磊南方水泥有限公司(Φ4×60M )2号回转窑进行动态测量。
2、测量仪器专用测量仪器:KAS-3型回转窑轴线动态参数测量系统主要由中国发明专利:一种回转窑轴线测量方法及仪器(专利号:ZL90101485.0);回转窑轮带和托轮直径动态测量装置(专利号:ZL93208535.0)等组成。
回转窑椭圆度电子数字测量仪(专利号:ZL 200820190890.7)。
常规测量仪器:中国J2D2激光径纬仪、DSJ3激光水准仪各1台。
美国RAYST8LX型红外测温仪1台。
3、基准坐标系的建立:在水平面,以窑头1档和窑尾3档托轮底座中心线的连线为窑的中心基准线。
在水平面的测量基准线是用J2D2激光经纬仪建立,它定位在窑体两侧与窑的中心基准线平行,其距离G/2=3252 mm,G=6504 mm。
在垂直面,“0”水平面定位在1档轮带处正下方。
用DSJ3激光水准仪在窑各轮带的正下方建立3个水平高差面。
筒体的“0”位测量母线定位于窑3档附近筒体上的突出标志块。
4、测量工作时间和环境温度2010年7月12日建立基准坐标系。
7月12日测量回转窑托轮水平位置,7月13日上午测量窑椭圆度,下午测量托轮直径和轮带高度差。
7月14日测量回转窑中心线。
测量回转窑时平均气温为360C,晴天,风3级。
二、回转窑中心线和托轮测量结果1.运转中回转窑中心线的测量结果见图1和表1。
图1 运转中回转窑中心线在水平和垂直方向的偏差厂名Plant:湖南金磊南方水泥有限公司窑号Kiln No.: 2窑产量:2500t/d 日期Date: 2010-7-14(1) 热动态窑筒体中心线偏差情况:窑挡 1 2 30.0mm水平面偏差0.0 mm -9.5mm(偏走道)0.0mm -3.1mm 0.0mm垂直面偏差窑斜度= 4.01%在水平面,窑头1挡和窑尾3挡处设为0.0 mm,在窑2挡处筒体中心线向走道方向偏差9.5mm;在垂直面,窑基准斜度为tg&'=4.01%,窑1挡和3挡设为0.0mm, 在窑2挡处筒体中心线偏低 3.1mm。
水泥厂回转窑工作总结报告近年来,随着我国经济的快速发展,水泥行业也迎来了新的发展机遇。
作为水泥生产中的重要设备,回转窑在水泥生产过程中发挥着至关重要的作用。
为了更好地总结和评估回转窑的工作情况,特进行了本次工作总结报告。
一、生产情况。
在过去的一年中,水泥厂回转窑工作稳定,生产效率较高。
通过不断优化生产工艺,提高设备运行效率,水泥生产量较去年同期有了明显的增长。
同时,回转窑的能耗指标也得到了有效控制,能源利用率较往年有了较大提升。
二、设备维护。
在过去的一年中,水泥厂加大了对回转窑设备的维护力度,定期进行设备检修和保养,及时处理设备故障,确保了设备的稳定运行。
同时,加强了对设备的日常巡检和维护,提高了设备的使用寿命和可靠性。
三、安全生产。
水泥厂一直把安全生产放在首位,对回转窑工作过程中的安全隐患进行了全面排查和整改。
加强了对员工的安全教育和培训,提高了员工的安全意识,有效减少了工作中的安全事故发生。
四、环境保护。
水泥厂加大了对环保设施的投入,对回转窑工作过程中产生的废气和废渣进行了有效处理,达到了国家相关环保标准。
同时,加强了对环保设施的维护和保养,确保了环境保护设施的正常运行。
五、技术创新。
水泥厂积极引进先进的生产技术和设备,对回转窑工作过程中的关键技术进行了研究和改进,提高了生产工艺和设备的先进性和稳定性。
同时,加强了对员工的技术培训,提高了员工的技术水平和创新意识。
六、展望。
未来,水泥厂将继续加大对回转窑工作的投入,不断优化生产工艺,提高设备运行效率,降低能耗指标,加强设备维护和安全生产,更好地保护环境和进行技术创新,为水泥生产的可持续发展做出更大的贡献。
总之,通过本次工作总结报告,水泥厂对回转窑工作情况进行了全面的总结和评估,为今后的生产工作提供了重要的参考和指导,相信在全体员工的共同努力下,水泥厂的生产工作会取得更加优异的成绩。
回转窑安装检查表目录设备安装检测记录窑检NO.01建设单位:设备安装检测记录窑检NO.02建设单位:设备安装检测记录窑检NO.03建设单位:设备安装检测记录窑检NO.04建设单位:设备安装检测记录窑检NO.05建设单位:设备安装检测记录窑检NO.06建设单位:设备安装检测记录窑检NO.07建设单位:设备安装检测记录窑检NO.08建设单位:隐蔽工程检测记录窑检NO.09建设单位:设备安装检测记录窑检NO.10建设单位:设备安装检测记录窑检NO.11建设单位:设备安装检测记录窑检NO.12建设单位:窑检NO.13建设单位:窑检NO.14建设单位:窑检NO.15建设单位:窑检NO.16建设单位:窑检NO.17建设单位:窑检NO.18-1建设单位:设备安装检测记录窑检NO.18-2建设单位:窑检NO.19建设单位:窑检NO.20建设单位:设备安装检测记录窑检NO.21建设单位:设备安装检测记录窑检NO.22建设单位:窑检NO.23-1建设单位:窑检NO.23-2建设单位:窑检NO.24建设单位:设备安装检测记录窑检NO.25建设单位:窑检NO.26建设单位:窑检NO.27建设单位:设备安装检测记录窑检NO.28建设单位:窑检NO.29建设单位:窑检NO.30建设单位:设备安装检测记录窑检NO.31建设单位:设备安装检测记录窑检NO.32建设单位:设备安装检测记录窑检NO.33建设单位:窑检NO.34建设单位:窑检NO.35建设单位:回转窑安装分项工程质量检验评定表窑检NO.35年月日。
回转窑静态(冷态)测量一、回转窑垫板与轮带间隙:
二、轮带直径:
三、轮带偏摆(圆跳动):
四、托轮直径:
五、托轮偏摆(圆跳动):
六、托轮开档尺寸:
七、回转窑轮带中心线垂直直线度(斜率)
一、二档斜率:
二、三档斜率:
八、回转窑轮带中心线水平直线度:
以一、三档轮带为基准,中档轮带向过道侧偏差( mm )九、回转窑大齿圈偏摆:
回转窑动态(热态)测量
一、回转窑动态偏摆(圆跳动):
1、回转窑水平面内动态偏摆跳动:
2、回转窑垂直面内动态偏摆跳动:
二、回转窑中心线动态测量:
1、回转窑筒体中心线水平直线度:
以一、三档轮带为基准,中档轮带向过道侧偏差( mm )
2、回转窑筒体中心线垂直直线度:
一、二档斜率:
二、三档斜率:
3、回转窑垫板与轮带间隙:
回转窑测量调整资费
回转窑托轮车削资费。