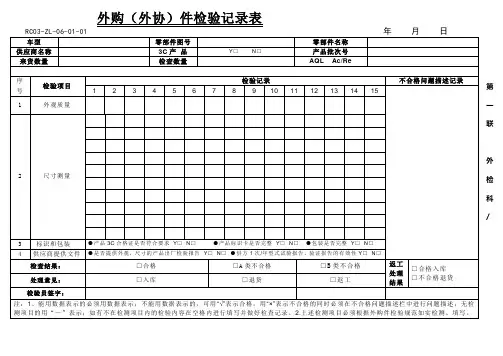
零件尺寸检测记录表
- 格式:doc
- 大小:57.50 KB
- 文档页数:1
零件及部件加工检验批质量验收记录编号:
填表说明:
1、检验批容量填写: 同一检验批内,填写构件的总数
2、最小/实际检查数量栏中,实际检查数量:按实填写且不少于最小数量。
1)材料进场:质量证明文件全数检查;抽样数量按进场批次和产品的抽样检验方案确定。
2)2~5:全数检查。
3)螺栓球、焊接球加工:每种规格抽查 5%, 且不应少于3个。
4)制孔:按钢构件数量抽查 10%, 且不应少于3件。
5)材料规格尺寸:全数检查。
6)钢材表面质量:全数检查。
7)切割精度:按切割面数抽查 10%, 且不应少于3个。
8)矫正质量:全数检查。
9)边缘加工精度:按加工面数抽查 10%, 且不应少于3个。
10)螺栓球、焊接球加工精度:每种规格抽查 5%, 且不应少于3个。
11)管件加工精度:按杆件数抽查 10%, 且不应少于3个。
12)制孔精度:按规格抽查 10%, 且不应少于3个。
表头中“施工依据”栏目应依照实
际的施工操作依据填写,如施工企业的操作规程、工法、施工工艺标准。
钢构件(单节、多节钢柱)组装检验批质量验收记录编号:。
机床精度检测表1. 引言在刻度度量中,机床的精度是一个非常重要的指标。
机床的精度直接关系到加工零件的质量和尺寸的精确度。
因此,机床的精度检测是保证加工质量的关键步骤。
本文档旨在说明机床精度检测的过程,并提供机床精度检测表供参考。
2. 机床精度检测过程机床精度检测过程主要包括以下几个步骤:2.1 准备工作在进行机床精度检测之前,需要做一些准备工作。
首先,需要确认机床是否处于正常工作状态,并保证测量仪器的准确性。
其次,清理和保养机床的各个部件,以确保各个部件的运行正常和干净。
2.2 测量参数选择机床精度检测需要选择适当的测量参数。
常见的机床精度参数包括:加工尺寸、重复定位精度、插入量、直线度、垂直度、平行度等。
2.3 测量方法根据所选择的测量参数,选择合适的测量方法。
常见的测量方法包括:直接测量法、比较测量法、间接测量法等。
2.4 测量数据记录在进行机床精度检测时,需要准确地记录测量数据。
记录的数据包括测量数值、时间、测量设备等信息。
同时,还要对测量数据进行分析和处理,确保数据的准确性和可靠性。
2.5 分析和评估通过分析和评估测量数据,得出机床的精度结果。
根据测量结果,可以判断机床的加工能力和加工质量,从而采取相应的措施进行调整和改进。
3. 机床精度检测表下面是一个示例的机床精度检测表,供参考:项目单位测量数值标准要求是否合格加工尺寸mm重复定位精度mm插入量mm直线度mm垂直度mm平行度mm4. 结论机床精度检测是保证加工质量和尺寸精确度的重要步骤。
通过选择适当的测量参数和方法,准确地记录和分析测量数据,可以得出机床的精度结果,并采取相应的改进措施。
机床精度检测表是一个有力的工具,可以帮助工程师进行机床精度检测和评估。
液压启闭机产品检测记录9液压启闭机产品检测记录9一、目的:二、检测内容:1.外观检测:检查液压启闭机产品的表面是否平整、无明显的划痕、变形或变色,检查各零部件的紧固是否良好。
2.尺寸检测:使用精密测量工具对液压启闭机产品的关键尺寸进行测量,确保符合产品设计要求。
3.功能检测:对液压启闭机产品进行功能测试,包括启闭动作、行程长度、动力源供应等,确保产品能够正常工作。
4.紧固件检测:检查液压启闭机产品的紧固件(螺栓、螺母等)是否紧固,确保不会出现松动现象。
三、检测方法:1.外观检测:目测法,使用肉眼观察产品的外观情况。
2.尺寸检测:使用合适的测量工具(卡尺、游标卡尺等)进行测量。
3.功能检测:通过对液压启闭机产品的启闭动作进行观察,使用行程计测量行程长度,检查动力源供应是否正常。
4.紧固件检测:使用扳手等工具检查液压启闭机产品紧固件的紧固程度。
四、检测记录表格:-----------------------------------------------------------产品型号,检测日期,检测人员,检测结果,备注-----------------------------------------------------------XXHY-001,2024/01/01,张三,合格,无-----------------------------------------------------------XXHY-002,2024/01/01,李四,不合格,有划痕-----------------------------------------------------------XXHY-003,2024/01/02,王五,合格,无-----------------------------------------------------------五、检测结论:根据对液压启闭机产品的检测结果,检测人员可以判断产品是否合格。
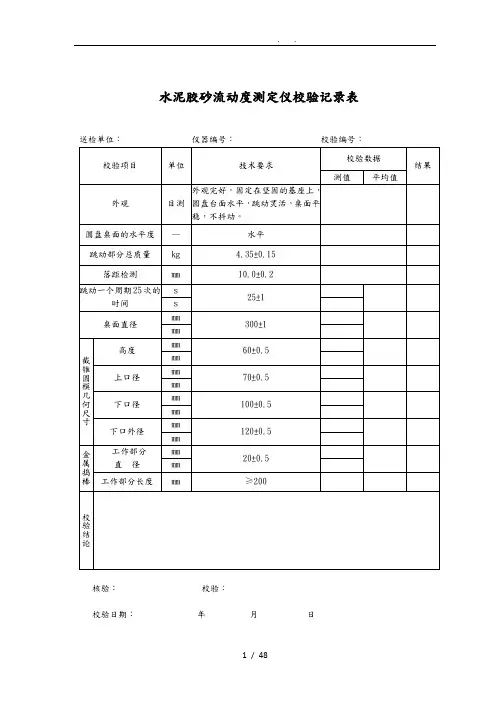
水泥胶砂流动度测定仪校验记录表送检单位:仪器编号:校验编号:核验:校验:校验日期:年月日水泥胶砂试模校验记录表送检单位:仪器编号:校验编号:核验:校验:校验日期:年月日水泥胶砂试体成型振实台校验记录表送检单位:仪器编号:校验编号:核验:校验:校验日期:年月日水泥负压筛校验记录表送检单位:仪器编号:校验编号:核验:校验:校验日期:年月日水泥沸煮箱校验记录表送检单位:仪器编号:校验编号:核验:校验:校验日期:年月日水泥净浆搅拌机校验记录表送检单位:仪器编号:校验编号:核验:校验:校验日期:年月日水泥行星式胶砂搅拌机校验记录表送检单位:仪器编号:校验编号:核验:校验:雷氏夹校验记录表送检单位:仪器编号:校验编号:核验:校验:净浆标准稠度与凝结时间测定仪校验记录表送检单位:仪器编号:校验编号:核验:校验:雷氏膨胀测定仪校验记录表送检单位:仪器编号:校验编号:核验:校验:校验日期:年月日水泥抗压夹具校验记录表送检单位:仪器编号:校验编号:核验:校验:校验日期:年月日水泥恒温恒湿养护箱校验记录表核验:校验:校验日期:年月日电热干燥箱校验记录表送检单位:仪器编号:校验编号:核验:校验:校验日期:年月日压碎指标值测定仪校验记录表送检单位:仪器编号:校验编号:核验:校验:校验日期:年月日碎石或卵石针状规准仪校验记录送校单位:仪器编号:校验编号:核验:校验:校验日期:年月日碎石或卵石片状规准仪校验记录送校单位:仪器编号:校验编号:核验:校验:校验日期:年月日含气量测定仪校验记录送校单位:仪器编号:校验编号:试模校验记录坍落度筒校验记录振动台校验记录卵石、碎石试验筛校验记录砂试验筛校验记录送校单位:仪器编号:校验编号:砂浆稠度仪校验记录送校单位:仪器编号:校验编号:砂浆分层度测定仪校验记录砂、石容量筒校验记录试验室用混凝土搅拌机校验记录试验室用砂浆搅拌机校验记录摇筛机校验记录抗渗仪校验记录表校验员:审核员:校验日期:年月日标准养护室检验记录表校验员:审核员:检验日期:年月日切土环刀校验记录送校单位:仪器编号:校验编号:校验员审核员:校验日期:年月日击实仪校验记录送校单位:仪器编号:校验编号:校验员:校核员:校验日期:年月日沥青针入度仪校验记录送校单位:仪器编号:校验编号:沥青延度仪校验记录送样单位:仪器编号:校验编号:钢筋冷弯弯芯校验记录送校单位:仪器编号:校验编号:玻璃仪器校验记录送校单位:仪器编号:校验编号:灌砂仪校验记录送校单位:仪器编号:校验编号:金属线材反复弯曲试验机校验记录维卡仪校验记录送校单位:仪器编号:校验编号:低温箱校验记录表送校单位:仪器编号:校验编号:安定性检验用雷氏夹校验记录表送校单位:仪器编号:校验编号:抗压夹具校验记录表送校单位:仪器编号:校验编号:沥青混合料马歇尔击实仪校验记录表送校单位:仪器编号:校验编号:裁刀校验记录表送校单位:仪器编号:校验编号:回弹仪率定校验记录表送校单位:仪器编号:校验编号:校验员:复核员:校验日期:年月日拉拔仪校验记录表送校单位:仪器编号:校验编号:钢筋标距仪校验记录表受控编号:仪器档案号:校验编号:。