汉德车桥
- 格式:doc
- 大小:46.00 KB
- 文档页数:8

类型:原创来源:卡车之家作者:薛文祥责任编辑:薛文祥发布时间:2010年08月06日
卡车车桥在卡车动力传输的过程中起着重要的作用,现在用户在购车时也越来越重视车桥与发动机、变速箱的匹配了。
选择合适的后桥不仅能够减少损坏,合理的匹配还能有效的提升整车动力,降低油耗。
为了方便大家查找,小编将现在重卡市场上主流的几个重卡车后桥的数据。
●陕西汉德车桥
陕西汉德车桥有限公司由陕汽集团于2003 年3 月投资组建。
拥有西安、宝鸡两个工厂,是目前国内重要的重型车桥生产基地,各系列桥总成已批量装备国内各大知名重卡企业的商用车。
斯太尔系列驱动桥是山西汉德车桥有限公司引进奥地利斯太尔公司车桥产品生产制造和设计技术而开发的,包括转向驱动前桥﹑贯通桥﹑单后桥三种桥总成。
该产品采用的冲压桥壳和轴头电子束焊技术确保了桥总成的强度和刚性,独有的技术优势和超强的载重能力,使得其在目前国内市场一直处于领先地位。

汉德车桥主要产品及零件编码规则
一、STR驱动桥系列
STR驱动桥如下图,目前使用型号范围:
DH7131.400×××~500×××(冲焊桥壳)
DH7131.480×××~580×××(铸造桥壳)
零件号编码规则:以199…….或DZ91…..开头
二、MAN驱动桥系列
1、单级桥(HD469,HD485,HD450)
MAN单级驱动桥如下图,目前使用型号范围:
DH7131.6开头(单桥)
DH7131.7开头(双联桥)
零件号编码规则:主要以81.或06.开头,很少量DZ开头号。
HD469中
HD469后
H
D485
2、MAN双级桥
MAN双级桥如下图,目前使用型号范围:
DH7131.2或DH7131.3开头
零件号编码规则:主要以81.或06.开头,很少量DZ号开头。
MAN铸造中桥
MAN铸造后桥
为了能够快速准确识别桥的类型,建议:增加在报单时备注里描述桥的型号,即DH7131.开头的号码。
汉德服务中心信息管理科
服务报单填报:制造编号如:D0*******等配件订单提报:桥号如:DH7131.开头等。
陕西汉德车桥实践总结报告学院:汽车学院专业:车辆工程陕西汉德车桥实践总结报告今年暑假,我们在学院领导的支持与带领下进行了为期一个周的暑期专业社会实践活动,这次的实践经历令我收获颇多。
陕西汉德车桥有限公司是由陕汽集团与潍柴动力于 2003 年 3 月投资组建。
公司属高新技术企业,拥有西安、宝鸡两个工厂,是目前国内重要的重型车桥生产基地,各系列桥总成已批量装备国内各大知名重卡企业的商用车,这次我们实践的地点是位于宝鸡蔡家坡的厂子。
该公司注册资本亿元人民币,占地面积 33 万平方米,公司现有员工 3000 余人,其中工程技术人员和各类中级以上专业技术人员380 多名,高级工程师 9 名,正高职高级工程师 2 名。
汉德车桥公司的主导产品有:斯太尔系列双级减速驱动桥、转向前轴, MAN 系列双级减速驱动桥、单级减速驱动桥和转向前轴,客车桥、挂车承载轴、非公路用桥、重型工程车用桥等七大类 100 多个品种。
近年来,汉德公司先后投入巨资对关键零部件机加线、桥装配线和油漆线进行柔性化改造,建成了具有国内一流、国际先进的系列桥壳、主减速器壳、过桥箱、轮边减速器、差速器壳、轮毂、前梁、转向节等六十余条专业生产线和与其配套的热处理、电镀生产线及桥总成装配线、油漆线。
为使我们接触生产一线,为下一学年的就业工作奠定基础,7月19日,我们实践队一行32人在张健老师的带领下来到了汉德车桥蔡家坡厂。
在为期一周的社会实践期间,我们分别在汉德车桥桥装厂、桥一厂、桥二厂、桥四厂、桥壳厂、热处理厂,以及工艺中心进行了具体的参观学习。
在实践学习过程中,我们详细了解和掌握了汽车桥部件机械产品从原材料到毛坯生产、机械加工,直至产品装配的全过程。
认真对车桥各类典型零件的设备、工装、加工工艺,部件及整机的装配工艺进行认真细致的记录、分析和整理。
前轴生产线、STR平衡轴生产线、轮毂机加工线、转向生产线、主减速器壳加工线以及轮边减速器生产线等现代化的生产装备成了实习期间我们讨论的热点,先进的技术使得我们感受颇深。
陕西汉德车桥供应商平台一、引言陕西汉德车桥供应商平台是一个专门为车桥制造商和供应商提供服务的平台。
该平台旨在促进车桥制造业的发展,提高供应链的效率和透明度。
通过该平台,供应商可以获得更多的商机,车桥制造商可以更轻松地寻找到合适的供应商,从而更好地满足市场需求。
二、平台功能1. 供应商注册:供应商可以在平台上注册,提交自己的资质和产品信息。
平台会对供应商进行审核,确保其具备相关的制造能力和资质。
2. 车桥制造商寻找供应商:车桥制造商可以通过平台筛选合适的供应商。
平台会根据车桥制造商的需求和要求,推荐合适的供应商给他们,供应商也可以根据自身产品的特点和优势主动与车桥制造商联系。
3. 供应商评价:车桥制造商可以对他们合作过的供应商进行评价,评价内容包括供货的质量、交货的准时性、服务的态度等等。
这些评价可以帮助其他车桥制造商更好地选择合适的供应商。
4. 交易管理:平台提供在线交易的功能。
供应商可以在平台上发布自己的产品供应信息,车桥制造商可以直接在平台上与供应商进行交流和洽谈,并达成交易。
5. 资讯和活动发布:平台不仅提供供应商的信息和产品信息,还会发布一些与车桥制造业相关的资讯和活动信息。
这些信息可以帮助供应商和车桥制造商了解行业的动态,抓住市场机会。
三、平台优势1. 资源整合:陕西汉德车桥供应商平台汇集了大量的车桥制造商和供应商的信息。
通过平台,车桥制造商可以轻松找到合适的供应商,供应商也可以找到更多的商机。
2. 便捷高效:平台提供在线交易的功能,车桥制造商和供应商可以直接在平台上进行交流和洽谈,大大节省了时间和精力。
3. 信息透明:平台提供供应商的评价功能,车桥制造商可以通过评价了解供应商的信誉和能力,减少交易风险。
4. 提升行业水平:平台定期发布车桥制造业的资讯和活动信息,帮助供应商和车桥制造商了解行业的最新动态和技术发展趋势,提升行业水平。
四、发展前景陕西汉德车桥供应商平台有着广阔的发展前景。
陕西汉德车桥有限公司公司是集研发、制造、销售为一体的中国车桥行业最具科技含量的大型企业,各系列桥总成已批量装备我军重型军用越野车和国内各大知名重卡企业商用车。
目前主要产品有:5.5T—18T转向前轴,13T—35T双级减速驱动桥,10T—13T单级减速驱动桥,5T—13T转向驱动前桥,10T—16T挂车桥;产品涵盖了重中型卡车桥、非公路用桥、客车桥、挂车承载轴等五大类400多个品种。
其双级减速驱动桥、单级减速驱动桥以独有的技术优势和超强的承载及传扭能力,在国内市场一直处于领先地位。
公司现已建成具有国内先进水平的系列桥壳、主减速器壳、过桥箱、轮边减速器壳、差速器壳、轮毂、前梁、转向节等六十余条专业生产线及桥总成装配线、油漆线。
其中桥壳加工采用整体加工工艺、自动化生产线以及柔性加工生产单元的加工形式,大大提高了加工精度与效率,满足了大批量、多品种的生产要求。
桥壳轴头焊接采用具有国际先进工艺水平的电子束焊焊接和摩擦焊焊接技术,确保了产品品质与效率,通过在装配过程中采用自动测量和拧紧技术,确保了产品的可靠性与稳定性。
单位主要接收汽车装焊,汽车装配等专业实习。
陕西万方汽车零部件单位以研制、开发、生产及销售重型汽车零部件为主的中型工业企业,是陕西重型汽车有限公司配套零部件的主要生产厂家之一。
万方公司具备较完备的产品研发试制、工艺工装设计和生产制造能力,伴随着陕汽新基地产业集群的建设,万方公司以提升优势产品的工艺装备水平和生产水平,集成开发优化系列成套产品为主旨,加紧新厂区二期工程建设,至“十一五”末打造一个年生产能力10万辆重型汽车零部件,集自主研发、生产制造、配套组装、物流和销售于一体的零部件装备企业集团伴随着陕汽新基地产业集群的建设,万方公司以提升优势产品的工艺装备水平和生产水平,集成开发优化系列成套产品为主旨,加紧新厂区二期工程建设,同时可以进一步加大对本校学生的实习机会。
单位主要接收学校汽车装配,汽车电器,钳工等专业的实习。
Q/HDB 陕西汉德车桥有限公司企业标准
Q/HDB 1015.30–2010
车桥产品零件标识规定
第30部分:半轴
2010–06–22发布2010–08–01实施
Q/HDB 1015.30 –2010
前 言
本标准由陕西汉德车桥有限公司技术管理部提出并归口;
本标准由陕西汉德车桥有限公司技术管理部负责起草;
本标准主要起草人: 苏务农
陕西汉德车桥有限公司企业标准
车桥产品零部件标识规定 第30部分:半轴
Q/HDB 1015.30–2010 1 半轴标识规定
1.1 半轴标识的位置及形式应符合图1的规定。
1.2 半轴标识的大小及参数应符合图2的规定。
图1 半轴标识的位置及形式
图2半轴标识的大小及参数
1.3 对于带端盖的半轴,应同时在端盖上按图3的规定进行标识。
图3 带端盖半轴的端盖标识规定
2 半轴标识技术要求
2.1 半轴标识代码由供应商代码、零件号及出厂编号组成,标识代码中的字母及数字推荐采用GB/T 14691-1993所规定A型直体
3.5号字。
(指字高为3.5mm)
2.2 零件标识中的汉德商标及标识代码,标识时字凹不应小于0.2mm或字凸
不应小于1mm。
附加说明:
编制:苏务农 2010.06.10
校对:吴秋艳 2010.06.10
审核:常建平 2010.06.19
标准:杨培荣 2010.06.21
批准:王怡枫 2010.06.22
批准日期: 2010.06.22
实施日期: 2010.08.01。
上诉人周明慧与被上诉人汉德车桥(株洲)齿轮有限公司劳动争议纠纷一案二审民事判决书【案由】民事劳动争议、人事争议其他劳动争议、人事争议【审理法院】湖南省株洲市中级人民法院【审理法院】湖南省株洲市中级人民法院【审结日期】2020.09.29【案件字号】(2020)湘02民终1335号【审理程序】二审【审理法官】刘焦平段郴雯王虹【审理法官】刘焦平段郴雯王虹【文书类型】判决书【当事人】周明慧;汉德车桥(株洲)齿轮有限公司【当事人】周明慧汉德车桥(株洲)齿轮有限公司【当事人-个人】周明慧【当事人-公司】汉德车桥(株洲)齿轮有限公司【代理律师/律所】周蓉湖南湘东律师事务所;郭曦湖南金州(株洲)律师事务所;周思芬湖南金州(株洲)律师事务所【代理律师/律所】周蓉湖南湘东律师事务所郭曦湖南金州(株洲)律师事务所周思芬湖南金州(株洲)律师事务所【代理律师】周蓉郭曦周思芬【代理律所】湖南湘东律师事务所湖南金州(株洲)律师事务所【法院级别】中级人民法院【原告】周明慧【被告】汉德车桥(株洲)齿轮有限公司【本院观点】本案系劳动争议纠纷。
【权责关键词】代理合同合同约定特别授权证明力证据不足质证证明责任(举证责任)举证不能的后果诉讼请求维持原判【指导案例标记】0【指导案例排序】0【本院认为】本院认为,本案系劳动争议纠纷。
二审争议焦点分述如下:1、被上诉人是否应当支付经济补偿金。
根据《中华人民共和国劳动合同法》第四十六条规定:“有下列情形之一的,用人单位应当向劳动者支付经济补偿:(一)劳动者依照本法第三十八条规定解除劳动合同的;(二)用人单位依照本法第三十六条规定向劳动者提出解除劳动合同并与劳动者协商一致解除劳动合同的;(三)用人单位依照本法第四十条规定解除劳动合同的;(四)用人单位依照本法第四十一条第一款规定解除劳动合同的;(五)除用人单位维持或者提高劳动合同约定条件续订劳动合同,劳动者不同意续订的情形外,依照本法第四十四条第一项规定终止固定期限劳动合同的;(六)依照本法第四十四条第四项、第五项规定终止劳动合同的;(七)法律、行政法规规定的其他情形。
汉德车桥企业执行标准汉德车桥企业执行标准是指汉德车桥企业在生产、质量控制、环境保护等方面所遵循的规范和要求。
执行标准的目的是确保企业的产品和服务符合国家法律法规的要求,同时提高企业的竞争力和声誉。
在生产过程中,汉德车桥企业坚持使用先进的生产技术和设备,确保生产过程的高效、稳定和可追溯。
合理的工艺流程和操作规范,确保产品的质量稳定性和一致性。
此外,企业还注重员工培训和技能提升,以确保生产过程中的操作人员具备必要的知识和技能。
质量控制是汉德车桥企业的核心要求。
企业建立了严格的质量管理体系,包括从原材料采购、生产过程监控到最终产品检验的全过程质量控制。
企业与供应商建立了长期的合作关系,并进行定期的供应商评估和审核,以确保原材料的质量可靠。
在产品检验中,企业采用严格的检验标准和方法,对每个环节进行全面检查,确保产品的质量符合国家标准和客户要求。
除了质量控制,汉德车桥企业还高度重视环境保护。
企业采用清洁生产技术,减少对环境的污染。
通过合理的废物处理和废气处理措施,企业确保生产过程与环境的协调发展。
此外,企业还积极推动能源节约和循环利用,促进企业的可持续发展。
汉德车桥企业执行标准的实施,不仅要求企业内部的各个环节严格按照标准操作,还建立了监督和评审机制,确保标准的有效执行和持续改进。
企业定期进行内部审核和外部认证,以验证标准的实施效果,并及时针对发现的问题进行纠正和改进。
汉德车桥企业坚持执行标准,不仅是为了自身的发展和竞争力,更是对社会和客户的承诺。
企业将继续秉持高标准的执行要求,为客户提供更优质的产品和服务,为社会可持续发展做出更大的贡献。

汉德车桥工艺技术汉德车桥工艺技术是一种能使车辆获得更好悬挂和行驶性能的技术,目前已被广泛应用于汽车工业中。
汉德车桥工艺技术在车辆制造的各个环节中起到了重要的作用,对于提高车辆的操控性、舒适性和可靠性具有重要意义。
汉德车桥工艺技术主要包括车桥结构设计和加工制造两个方面。
车桥结构设计是指根据车辆使用环境和需求设计合理的车桥结构,包括桥体、轮毂、轮轴等部件的设计。
汉德车桥工艺技术采用先进的设计软件和工艺流程,通过模拟和优化,确保车桥结构在各种工况下都能发挥最佳效果。
加工制造是指根据设计要求将车桥结构加工成实际的零部件,包括车桥的锻造、热处理、装配等过程。
汉德车桥工艺技术采用高精度的加工设备和技术,确保每个零部件的尺寸和质量达到要求。
汉德车桥工艺技术的主要优点之一是提高了车辆的悬挂性能。
通过合理设计车桥的结构,能够使车辆在行驶过程中更稳定、更平稳。
并且,汉德车桥工艺技术采用刚性和强度更高的材料,提高了车桥的承载能力,使车辆能够适应更复杂的道路条件。
另一个优点是提高了车辆的行驶性能。
汉德车桥工艺技术采用先进的力学分析方法,通过模拟和优化车桥的结构,以减小车桥的质量和惯性矩,提高车辆的加速度和制动性能。
同时,汉德车桥工艺技术在制造过程中注重零部件的平衡和协调,减小了车桥的摩擦和阻力,提高了车辆的燃油经济性。
此外,汉德车桥工艺技术还能提高车辆的可靠性和耐久性。
汉德车桥工艺技术采用严格的质量控制体系,确保零部件的质量和性能符合设计要求。
并且,汉德车桥工艺技术在制造过程中使用先进的生产工艺,提高了零部件的强度和耐磨性,延长了车桥的使用寿命。
总之,汉德车桥工艺技术是一门关键的车辆工艺技术,通过合理设计和制造车辆的车桥结构,能够提高车辆的悬挂和行驶性能,增强车辆的可靠性和耐久性。
汉德车桥工艺技术在汽车工业中的应用将会进一步提升车辆的整体性能,满足人们对于更加安全、可靠、舒适的驾驶体验的需求。
传递动力重卡后驱动桥型号及参数汇总类型:原创来源:卡车之家作者:薛文祥责任编辑:薛文祥发布时间:2010年08月06日卡车车桥在卡车动力传输的过程中起着重要的作用,现在用户在购车时也越来越重视车桥与发动机、变速箱的匹配了。
选择合适的后桥不仅能够减少损坏,合理的匹配还能有效的提升整车动力,降低油耗。
为了方便大家查找,小编将现在重卡市场上主流的几个重卡车后桥的数据。
●陕西汉德车桥陕西汉德车桥有限公司由陕汽集团于 2003 年 3 月投资组建。
拥有西安、宝鸡两个工厂,是目前国内重要的重型车桥生产基地,各系列桥总成已批量装备国内各大知名重卡企业的商用车。
汉德斯太尔车桥型号形式额定载荷/kg制动器尺寸速比13吨双联驱动桥轮边减速13000 Φ420*185/Φ410*220 4.42/4.8 /5.73/6.72/7.49/8.4/9.4916吨双联驱动桥轮边减速16000 Φ410*220 3.712/3.866/4.266/4.578/4.769/5.262/5.920/6.733/8.880425双联驱动桥轮边减速11500 Φ410*220 3.083/3.364/3.7/4.111/4.625 /5.286/5.571/ 5.857/6.143汉德469双联驱动桥轮边减速13000 Φ410*2203.083/3.364/3.7/4.111/4.625/5.286/5.571/ 5.857/6.143485驱动后桥轮边减速 13000 Φ410*2203.083/3.364/3.7/4.111/4.625/5.286制表卡车之家斯太尔系列驱动桥是山西汉德车桥有限公司引进奥地利斯太尔公司车桥产品生产制造和设计技术而开发的,包括转向驱动前桥﹑贯通桥﹑单后桥三种桥总成。
该产品采用的冲压桥壳和轴头电子束焊技术确保了桥总成的强度和刚性,独有的技术优势和超强的载重能力,使得其在目前国内市场一直处于领先地位。
1.锻造车桥的加工工艺
1)锻造车桥的锻造工艺:
①加热:把毛胚在热炉里加热860~880摄氏度。
②冲压成型:把加热好的毛坏放到相应成型磨具上进行锻压成型。
③冲压二次成型:把初次成型好的成品进行二次成型。
④冷却:采用空冷。
其优缺点:
2)写出锻造后桥桥壳的焊接工艺,讨论其优缺点。
焊接工艺:
①把冷却好的锻造桥半壳进行抛丸。
②抛丸后把两个半桥壳拼在一起进行粗点焊。
③进入机器人焊接系统进行整体电弧焊。
④进入液压机,矫正冲压压直。
⑤手工电焊钢片。
⑥机器人焊接。
⑦手工点焊中间保护壳。
⑧机器人电弧焊。
⑨桥壳两端外圆粗车。
⑩摩擦焊。
(桥壳两端与两个桥头焊接)
⑪矫直后,二氧化碳保护焊。
其优缺点:
3)绘制锻造桥壳车间物流平面图,讨论车间布局优缺点。
其优缺点:
4)综述锻造桥制造特点(从所用材料、工艺和结构上评论),并联系所学课程在那些方面对自己有所收获。
从桥壳的工作需要和强度上的要求,其所用材料为高强度高速钢。
工艺上步骤较多,工序繁杂,技术上的支持较高。
结构上分为一级减速和二级减速,即中段减速和轮边减速。
2.前桥工艺
1)前桥的组成结构有哪些?
组成结构有前轴、转向节、行星架、横拉杆臂、轮毂等。
2)写出前桥前轴的加工工艺。
加工工艺:
粗细版簧面——>精铣板簧面、钻孔——>铣面、钻侧孔——>铣侧面——>铣板簧背面——>铣面、钻孔——>精镗——>钻孔、攻螺纹。
3)写出前桥装配工艺,讨论其优缺点。
装配工艺:(MAN系列)
①分装转向节。
②调整转向节最大转角。
③按制动器总成。
④装气室支架总成。
⑤装转向节臂、梯形臂。
⑥装横拉杆。
⑦装凸轮轴,调整臂,挂簧。
⑧调整气室。
⑨装轮毂总成。
⑩调整轮毂轴承预紧力。
⑪安装轮毂帽。
⑫安装制动鼓。
⑬调前束,检测ABS信号。
⑭安装铭牌。
⑮前桥总成下线。
其优缺点:
4)绘制前桥车间物流平面图,讨论车间布局优缺点。
5)综述前桥制造的特点(从所用材料、工艺和结构上评论),并联系所学课程在哪些方面对自己有所收获。
a.轮毂的特点:
①工件为桥上精度较高的零件。
②加工步序少,10步精车加工尺寸较多,各特性之间要求高。
③售后索赔较多,多数为左轮轴承耍圈。
b.转向节的特点:
①工件为汽车前桥的其转向作用的保安零件,属前桥的核心零
件。
②该零件为锻造而成的合金钢,具有较好的刚度和强度。
③加工工序多,各特性之间要求高。
c.前轴的特点:
①零件大而细长且贵重。
②材质中硬略粘。
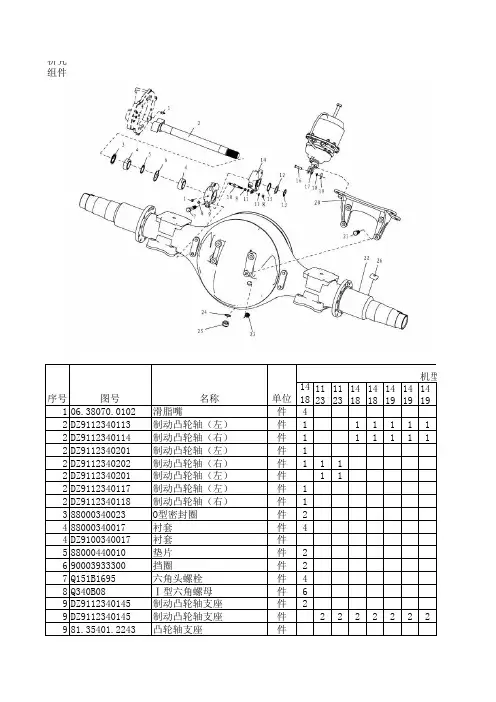
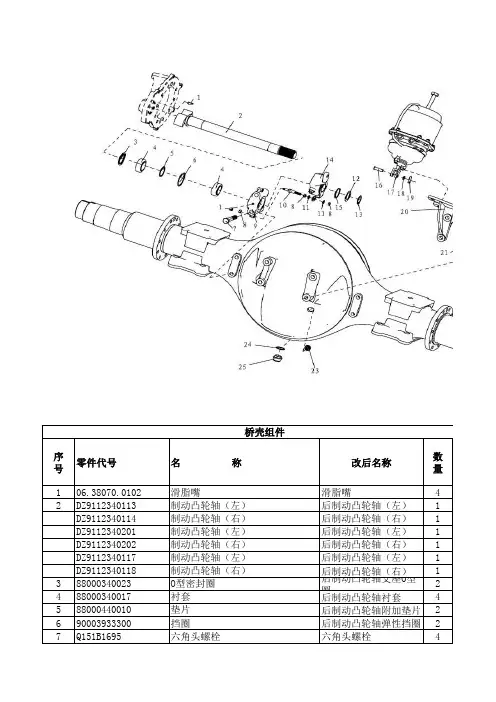
3.中(后)工艺
1)中(后)桥的组成结构有哪些?
组成结构有:桥壳、主减速器、差速器、轮边减速器、桥半轴等。
2)写出中后桥装配的工艺,讨论其优缺点。
装配工艺:
①桥壳上线。
②涂胶。
③卧主减速器总成。
④拧紧螺栓。
⑤翻转90度。
⑥MAN桥装配气室支架。
⑦中桥装贯通轴。
⑧拧紧贯通轴螺母。
⑨装配制动底板总成。
⑩宁螺栓。
⑪装配凸轮轴支座。
⑫装配凸轮轴,装配自动间隙调整臂。
⑬装配固定控制臂。
⑭装配制动蹄总成。
⑮装配ABS支座。
⑯装配轮毂总成。
⑰调整轮毂轴承预紧力。
⑱MAN桥装配防尘罩。
⑲装配制动鼓。
⑳装配半轴,桥总成下线。
其优缺点:
3)绘制中(后)桥车间物流平面图,讨论车间布局优缺点。
4)综述中(后)桥制造的特点。
①桥壳为细长结构,装卡很不方便;
②由一个铸造桥壳中段和和两个成品轴头热压后,塞焊而成;
③加工步序多,相互之间位置公差不易保证;
④中间侨胞部分两个销子孔相对后盖方向轴承位置度尺寸严格,
不易保证。
⑤两端压装孔同轴度要求为0.08mm。
4.差速器工艺
1)写出差速器工作原理。
动力自主减速器从动齿轮依次经差速器壳、十字轴、行星齿轮、半轴齿轮、半轴输出给驱动车轮。
当两侧齿轮以不同的转速转动时,行星齿轮绕半轴轴线转动——公转。
若两侧车轮阻力不同,则行星齿轮在做上述公转的同时,还饶自身轴线转动——自转,因而两半轴齿轮带动两侧车轮以不同转速转动。
2)写出差速器装配的工艺。
压装(把轴承外挡圈装进轴承座里)→测量→拧紧(在法兰里装轴承座)→压装(把圆锥齿轮与半轴装一起)→翻转→拧紧螺栓→翻转→压装(在轴上装轴承)。
3)绘制差速器车间物流平面图,讨论车间布局优缺点。
5.论述在陕西汉德车桥有限公司一周的实习感想。