黄冈公铁两用长江大桥主桁杆件外形尺寸控制工艺
- 格式:doc
- 大小:24.00 KB
- 文档页数:3

基于平行四边形整体节点制作的工艺设计黄冈公铁两用长江大桥采用了平行四边形整体节点形式,其结构复杂,工艺要求高。
本文介绍了平行四边形整体节点工艺难点及措施,典型杆件的工艺技术方案,经实践证明本方案可靠实用,能够满足产品质量高精度要求。
标签:平行四边形整体节点工艺设计公铁两用桥1 工程概况黄冈公铁两用长江大桥是武汉至黄冈城际铁路及黄冈至鄂州高速公路的关键控制性工程,也是大广高速公路和汉鄂高速公路连接的重要纽带。
大桥全长4.01km,主桥为双塔钢桁梁斜拉桥,跨度1215m,主跨567m,设计为双层桥面,下层桥面通行双线高速铁路,上层桥面通行四车道高速公路,是目前跨度最大公铁两用长江大桥。
2 主桁工艺技术难点及措施主桁为“N”形桁架。
两片主桁倾斜使钢梁成一上宽下窄倒梯形横断面形式,主桁倾斜角度为20.3532°。
两片主桁横向间距,上弦为27.5m,下弦为16m;桁高15.5m,节间长度13.5m。
主桁采用焊接整体节点结构形式,为适应斜桁布置形式,主桁上弦及下弦杆均采用平行四边形截面,整体节点水平内宽1300mm,竖向内高1800mm;主要技术难点及措施见表1所示。
■3 典型下弦杆件的工艺流程图根据制造方案,黄冈公铁两用长江大桥钢桁梁平行四边形整体节点典型下弦杆件制造工艺流程见图1所示:■图1 典型下弦杆件的工艺流程图4 典型下弦杆件制造工艺方案以下弦E22E23为例,该杆件为平行四边形焊接整体节点,由节点板、顶板、底板、加劲肋、横隔板、竖杆接头板、斜杆接头板、横梁接头板等部件焊接而成。
■图2 典型下弦杆件4.1 主要零部件下料及加工。
①腹板单元的下料与加工。
下弦杆腹板单元由不等厚的竖板与节点板对接组成,节点板采用数控切割机下料,竖板采用多头切割机下料。
节点板和竖板端部非焊接边各预留30mm余量。
下料后先采用铣边机加工节点板焊接边的1:8过渡坡口,再采用半自动切割机加工节点板、竖板焊接边的焊接坡口。

黄冈公铁两用长江大桥主桥钢梁设计
文坡;杨光武;徐伟
【期刊名称】《桥梁建设》
【年(卷),期】2014(044)003
【摘要】黄冈公铁两用长江大桥主桥为(81+243+567+243+81)m五跨连续钢桁梁斜拉桥.该桥采用塔墩固结、塔梁分离的结构体系;采用双层钢桁梁结构,上层为双向4车道高速公路,桁宽27.5m,下层为双线铁路,桁宽16 m;钢桁梁采用倒梯形斜主桁断面,桁高15.5m,节间长13.5m;主桁为N形桁架,主桁上、下弦杆均采用平行四边形截面,斜杆采用平行四边形截面或斜工字形截面;节点为焊接整体节点,节点位置的杆件均采用等强对拼连接,斜拉索通过内置式钢锚箱锚固在上弦节点内部;公路及铁路桥面系采用板桁结合的正交异性板整体桥面系;在上弦节点位置设置三角形桁架式横向联结系.
【总页数】6页(P1-6)
【作者】文坡;杨光武;徐伟
【作者单位】中铁大桥勘测设计院集团有限公司,湖北武汉430056;中铁大桥勘测设计院集团有限公司,湖北武汉430056;中铁大桥勘测设计院集团有限公司,湖北武汉430056
【正文语种】中文
【中图分类】U448.27;U443.35
【相关文献】
1.黄冈公铁两用长江大桥主墩钢梁架设技术研究 [J], 罗晓甜;代皓
2.铜陵公铁两用长江大桥主桥钢梁设计 [J], 杜萍;万田保
3.铜陵公铁两用长江大桥主桥钢梁架设方案研究 [J], 周外男
4.武汉天兴洲公铁两用长江大桥主桥钢梁设计 [J], 徐伟
5.黄冈公铁两用长江大桥主桥围堰设计及计算 [J], 廖晓萍
因版权原因,仅展示原文概要,查看原文内容请购买。
制造工艺方案1. 总体工艺流程2 关键工艺项点及质量控制2.1 焊接变形控制主桁弦杆整体节点板厚较大,焊接质量要求高,并且边桁弦杆杆件为平行四边形,两侧有不对称横梁接头,其焊接变形难以控制,且对杆件几何尺寸精度影响较大。
采取如下措施控制焊接变形:a认真分析各类型杆件的焊接变形规律,并通过焊接变形试验进一步确定焊接变形量的大小,以确定采取何种反变形措施。
b采用理论计算与模拟试验相结合的方法确定各焊缝预留的焊接收缩量,并在生产过程中跟踪测量,及时修正。
c对零件下料、坡口加工、杆件整体组装等生产过程严格把关,并采用合理的焊接方法、优化焊接顺序、在专用胎型上焊接等措施,控制焊接变形。
2.2 对接焊缝、熔透焊缝的焊接质量控制对接焊缝和熔透焊缝是构件传力的关键焊缝,特别是整体节点板的对接和下弦杆整体节点板与上水平板的焊接,是该桥的重点和难点。
对该类焊缝焊接质量的控制是焊接工艺的重中之重。
采取如下措施:a根据接头形式,分类进行焊接工艺试验,确定焊接方法、焊接设备、焊接材料、焊接工艺参数、焊接顺序、坡口形式等。
b根据焊接试验结果编制合理可行的焊接工艺。
c设计保证焊接质量和便于控制焊接变形的工艺装备,确保焊接工艺的有效实现和焊接变形的有效控制。
d编制关键焊缝的质量控制计划,从原材料的复验、下料、拼装、焊接和探伤等生产过程严格把关。
2.3 箱形杆件精度控制该桥边桁箱形杆件为平行四边形,中下弦杆件为上盖板伸出整体节点结构形式,箱形杆件结构新颖,整体组装精度较难控制。
采取如下控制措施:a 针对平行四边形杆件设计专用箱形组装胎型,胎型底面设置成14.036°角度,确保两腹板单元的垂直安装,同时调整板块单元的组装顺序。
b 箱形杆件隔板作为杆件组装的内胎,是控制杆件组装精度的关键。
因此对隔板周边全部机加工,根据焊接收缩情况确定工艺留量,并先根据平行四边形机加工角度之后再开坡口。
c 对影响杆件箱口尺寸的腹板板块测厚,配刨水平板宽度,确保杆件组装精度。
黄冈公铁两用长江大桥主桥围堰设计及计算根据新建武汉至黄冈城际铁路WGSG标段投标阶段黄冈公铁两用长江大桥主桥主墩双壁钢吊箱围堰的设计及计算进行编写。
该桥主塔墩基础尺寸大,承台平面尺寸为51.2×34.2m,其中主墩航道繁忙,水深23-24m,且覆盖层较浅,采用先围堰后平台施工方案,文章对双壁钢吊箱围堰进行了设计及计算。
标签:黄冈公铁两用长江大桥;双壁钢吊箱围堰;设计及计算1 工程概况黄冈公铁两用长江大桥全长4010.81m,主桥采用(81+243+567+243+81)m钢桁斜拉桥方案,长1215m,公铁合建。
主塔为钢筋混凝土主塔,基础采用钻孔灌注桩。
本工程主桥施工区域水深、流急,其中主墩航道繁忙,水深23-24m,且覆盖层较浅。
长江水位变化大,长江汛期对桥梁基础施工影响大。
2#、3#主塔墩基础采用31- 3.0m钻孔桩。
承台横桥向宽51.2m,承台顺桥向宽34.2m,承台厚6.5m,承台顶高程+9.0m,桩长40.5-47.5m。
2 主塔墩基础施工方案2#、3#主墩采用先围堰后平台水上施工方案,分别从两岸修建施工栈桥至2#、3#主墩配合施工。
施工次序为:双壁钢吊箱围堰制造、底节下水→浮运、定位→插打部分钢护筒→围堰挂桩→钢护筒插打完毕,钻孔桩施工→围堰接高、下沉、二次挂桩→清基封底→围堰内抽水→承台、塔座施工→塔柱施工。
每个主塔墩安排6台KTY-3000型全液压动力头钻机进行31根 3.0钻孔桩施工,钻孔桩施工时在平台顶设置1台100t龙门吊机。
每个主墩施工配备150t、200t浮吊各1台。
3 双壁钢吊箱围堰设计围堰的设防水位按二十年一遇考虑为+25.8m,抽水水位按+24.0m控制,围堰顶标高取+26.3m。
围堰分两节,底板及底节在工厂加工好后,整体浮运到墩位,第一次挂桩定位于14根支撑钢护筒上,其顶面标高控制在+26.3m,作为钻孔施工平台,钻孔桩施工完毕,接高围堰,并将围堰整体下放至设计标高(围堰底标高-3.0m),第二次挂桩定位,封底、抽水,浇筑承台。
黄冈公铁两用长江大桥钢桁梁杆件制造关键技术殷红【期刊名称】《桥梁建设》【年(卷),期】2013(043)003【摘要】The main bridge of Huanggang Changjiang River Rail-cum-Road Bridge is a steel truss girder cable-stayed bridge with double pylons and double cable planes.The chord and web members of the main truss of the bridge were designed as the ones of parallelogram sections.To guarantee the manufacturing quality of the members,the key techniques for the manufacturing were studied.The precision of the geometric dimensions of the members was guaranteed by the techniques of controlling the precision of the inclined angle grooves of the welded edges,fine adjusting the diagonal line dimensions of the diaphragms (controlling the angles of the end openings) and assembling the members on the special jig supports.The precision of the anchor tube positioning was guaranteed by the techniques of converting the spatial positioning dimensions of the anchor tubes into the plane positioning dimensions and controlling the installing,welding procedures of the anchor boxes and the installing precision of the anchor tubes.The assembling quality of the steel truss girder was guaranteed by the techniques of testing the precision of the hole groups at the inclined web member joints by the special testing templates for the web member joints.Practice proves that the keytechniques applied to the manufacturing of the members effectively tackle the control problems of the members of parallelogram sections and guarantee the manufacturing precision of the steel truss girder of the bridge.%黄冈公铁两用长江大桥主桥为双塔双索面钢桁梁斜拉桥,其主桁弦杆和腹杆采用平行四边形截面.为保证主桁平行四边形截面杆件的制造质量,对其制造关键技术进行研究.通过控制杆件焊接边斜角坡口精度、微调隔板对角线尺寸(控制端口角度)、应用专用胎架组拼杆件的技术保证杆件形位尺寸的精度.通过将锚管空间定位尺寸转化为平面定位尺寸、控制锚箱安装及焊接工序、控制锚管安装精度的技术保证锚管定位精度.应用专用的斜腹杆接头检测模检测斜腹杆接头处孔群精度的技术保证钢桁梁拼装质量.实践证明所采用的钢桁梁杆件制造关键技术有效地解决了该桥主桁杆件平行四边形截面控制难点,保证了钢桁梁的制造精度.【总页数】6页(P18-23)【作者】殷红【作者单位】中铁九桥工程有限公司,江西九江332004【正文语种】中文【中图分类】U448.27;U445.472【相关文献】1.黄冈公铁两用长江大桥钢桁梁架设技术研究 [J], 邓永锋;周明星2.黄冈公铁两用长江大桥主跨567m钢桁梁斜拉桥设计 [J], 李卫华;杨光武;徐伟3.黄冈公铁两用长江大桥钢桁梁大悬臂架设抗风措施 [J], 范万祥;张敏;陈宁贤4.黄冈公铁两用长江大桥钢桁梁主跨主动快速合龙施工技术研究 [J], 张露5.黄冈公铁两用长江大桥钢桁梁主跨主动快速合龙施工技术研究 [J], 张德致;张露;刘喜惠;杨正伟因版权原因,仅展示原文概要,查看原文内容请购买。
黄冈公铁两用长江大桥主桁杆件外形尺寸控制工艺
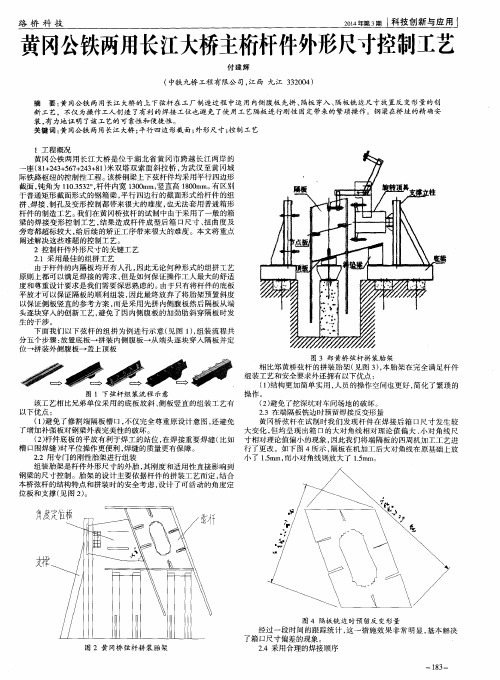
黄冈公铁两用长江大桥的上下弦杆在工厂制造过程中运用内侧腹板先拼、隔板穿入、隔板铣边尺寸放置反变形量的创新工艺,不仅为操作工人创造了有利的焊接工位也避免了使用工艺隔板进行刚性固定带来的繁琐操作。
钢梁在桥址的精确安装,有力地证明了该工艺的可靠性和便捷性。
标签:黄冈公铁两用长江大桥;平行四边形截面;外形尺寸;控制工艺
1 工程概况
黄冈公铁两用长江大桥是位于湖北省黄冈市跨越长江两岸的一座(81+243+567+243+81)米双塔双索面斜拉桥,为武汉至黄冈城际铁路枢纽的控制性工程。
该桥钢梁上下弦杆件均采用平行四边形截面,钝角为110.3532°,杆件内宽1300mm,竖直高1800mm。
有区别于普通矩形截面形式的钢箱梁,平行四边行的截面形式给杆件的组拼、焊接、制孔及变形控制都帶来很大的难度,也无法套用普通箱形杆件的制造工艺。
我们在黄冈桥弦杆的试制中由于采用了一般的箱梁的焊接变形控制工艺,结果造成杆件成型后箱口尺寸、扭曲度及旁弯都超标较大,给后续的矫正工序带来很大的难度。
本文将重点阐述解决这些难题的控制工艺。
2 控制杆件外形尺寸的关键工艺
2.1 采用最佳的组拼工艺
由于杆件的内隔板均开有人孔,因此无论何种形式的组拼工艺原则上都可以满足焊接的需求,但是如何保证操作工人最大的舒适度和尊重设计要求是我们需要深思熟虑的。
由于只有将杆件的底板平放才可以保证隔板的顺利组装,因此最终放弃了将胎架预置斜度以保证侧板竖直的参考方案,而是采用先拼内侧腹板然后隔板从端头逐块穿入的创新工艺,避免了因内侧腹板的加劲肋斜穿隔板时发生的干涉。
下面我们以下弦杆的组拼为例进行示意(见图1),组装流程共分五个步骤:放置底板→拼装内侧腹板→从端头逐块穿入隔板并定位→拼装外侧腹板→盖上顶板
图1 下弦杆组装流程示意
该工艺相比兄弟单位采用的底板放斜、侧板竖直的组装工艺有以下优点:
(1)避免了修割端隔板槽口,不仅完全尊重原设计意图,还避免了增加补强板对钢梁外表完美性的破坏。
(2)杆件底板的平放有利于焊工的站位,在焊接重要焊缝(比如槽口围焊缝)时平位操作更便利,焊缝的质量更有保障。
2.2 用专门的刚性胎架进行组装
组装胎架是杆件外形尺寸的外胎,其刚度和适用性直接影响到钢梁的尺寸控制。
胎架的设计主要依据杆件的拼装工艺而定,结合本桥弦杆的结构特点和拼装时的安全考虑,设计了可活动的角度定位板和支撑(见图2)。
图2 黄冈桥弦杆拼装胎架
图3 郑黄桥弦杆拼装胎架
相比郑黄桥弦杆的拼装胎架(见图3),本胎架在完全满足杆件组装工艺和安全要求外还拥有以下优点:
(1)结构更加简单实用,人员的操作空间也更好,简化了繁琐的操作。
(2)避免了挖深坑对车间场地的破坏。
2.3 在端隔板铣边时预留焊接反变形量
黄冈桥弦杆在试制时我们发现杆件在焊接后箱口尺寸发生较大变化,但均呈现出箱口的大对角线相对理论值偏大、小对角线尺寸相对理论值偏小的现象,因此我们将端隔板的四周机加工工艺进行了更改。
如下图4所示,隔板在机加工后大对角线在原基础上放小了1.5mm,而小对角线则放大了1.5mm。
图4 隔板铣边时预留反变形量
经过一段时间的跟踪统计,这一措施效果非常明显,基本解决了箱口尺寸偏差的现象。
2.4 采用合理的焊接顺序
经统计,我们发现黄冈桥弦杆在焊接之后的扭曲变形较普通矩形箱梁要大,因此合理的焊接顺序和方向非常重要。
首先,规定杆件的主棱角焊缝在焊接时必须朝同一方向,并且一次性焊完。
其次,采用多道、多次焊接的方式,避免一次性的线性热量输入过大造成杆件变形。
普通箱型杆件一般只翻身两次即可完成所有主棱角焊缝的焊接,而在黄冈桥弦杆制造的过程中我们通过四次翻身并采用小电流施焊,这大大地减少了因焊接造成的变形(见图5)。
3 结束语
我国建造的公铁两用钢桁梁桥由于公路桥面往往比铁路桥面要宽,其截面表现为上宽下窄的倒梯型结构,因此弦杆也越来越多地采用了平行四边形的设计。
平行四边形截面的杆件每道工序的制造难度都比矩型截面箱梁要大很多,焊接变形也更难控制,研究它的制造工艺工法对今后类似钢梁的制造有很大的借鉴意义。
参考文献
[1]朱新华,钱叶祥.郑州黄河公铁两用桥钢桁梁典型构件制作技术[J].加工制作,2010,25(5):56-70.
[2]张海峰.钢桁梁制作中工艺装备的设计与探讨[J].加工制作,2010,125(34):56-59.
作者简介:付建辉(1982,10-),男,工程师,毕业于华东交通大学工程机械专业,工学学士,工作单位:中铁九桥工程有限公司,研究方向:桥梁钢结构制造及施工、桥梁机械设计。