轴套类零件
- 格式:pptx
- 大小:1011.83 KB
- 文档页数:14
轴套类零件结构特点
1. 圆柱形结构:轴套类零件通常呈现圆柱形,这种形状有助于减少零件的重量和惯性力,提高零件的旋转精度和稳定性。
2. 中空结构:轴套类零件的内部通常是中空的,这使得轴类零件可以穿过轴套,实现支撑和定位的作用。
3. 精密公差:轴套类零件的内孔和外圆通常具有较高的精度要求,以保证与轴类零件的配合精度。
公差要求通常包括直径公差、圆度公差、圆柱度公差等。
4. 表面处理:为了提高轴套类零件的耐磨性和耐腐蚀性,通常会对其表面进行处理,如电镀、氮化、淬火等。
5. 密封结构:为了防止润滑剂泄漏和灰尘进入,轴套类零件通常具有密封结构,如密封圈、油封等。
6. 材料选择:轴套类零件的材料通常选择具有高耐磨性、高强度和良好的耐腐蚀性的材料,如不锈钢、合金钢、铸铁等。
总之,轴套类零件的结构特点是圆柱形、中空、精密公差、表面处理、密封结构和材料选择等,这些特点使得轴套类零件在机械中具有重要的作用。


轴套类零件的用途有轴套是一种可用作机械部件连接的零件,主要用于传递和支撑机械装置中的旋转动力。
它具有降低摩擦、减少磨损和延长机械零件寿命等功能。
轴套广泛应用于各种机械设备和工具中,例如汽车、农机、工程机械、纺织机械、风力发电机组等等。
在这些设备和工具中,轴套的作用主要有以下几个方面:1. 保持旋转部件的位置和方向稳定。
轴套可使机械装置中的旋转轴正确地定位,确保旋转轴与其它零件(如轴承、齿轮等)之间的对中性。
它能够保持旋转部件的准确位置,避免由于摩擦和振动而导致位置偏差。
2. 降低摩擦和磨损。
轴套通常由耐磨材料制成,具有良好的低摩擦性能,能够在旋转运动中减少摩擦和磨损。
当轴承和轴之间存在较大的径向间隙时,轴套起到填充和减小间隙的作用,能够有效地降低轴承和轴的磨损。
3. 传递旋转动力。
在机械装置中,轴套作为旋转轴与其它部件之间的连接部件,能够传递来自电机或动力源的旋转动力,并将动力传递给终端装置或工具。
轴套具有良好的承载能力,能够承受较大的轴向和径向载荷,确保旋转部件正常运转。
4. 减少冲击和振动。
轴套在机械装置中起到缓冲和减震作用。
它具有良好的吸振性能,能够吸收旋转运动中产生的冲击和振动,防止传递给其它部件造成损坏和故障。
轴套的存在可以有效地延长机械零件的使用寿命,并提高装备的可靠性和稳定性。
5. 调整间隙和补偿误差。
在机械装置中,轴套可用作调整部件,用于调整和补偿轴承和轴之间的间隙和误差。
通过更换不同厚度或尺寸的轴套,可以实现轴向和径向间隙的调整,确保机械零件的配合良好,提高设备的精度和可靠性。
总之,轴套是一种重要的机械连接零件,具有降低摩擦和磨损、保持位置稳定、传递动力、减少振动和补偿误差等多种功能。
它在各种机械设备和工具中的应用非常广泛,对于提高设备的性能和寿命具有重要作用。
轴套类零件的加工工艺及设计1. 引言轴套是一种常见的机械零件,在工业生产中起着重要的作用。
它通常用于支撑和定位轴的旋转运动,并起到保护轴和轴承的作用。
轴套在机械设备中应用广泛,例如汽车引擎、机床、风机等。
本文将重点介绍轴套类零件的加工工艺及设计要点。
2. 轴套的材料选择轴套的材料选择根据实际使用条件和要求来确定。
常见的轴套材料有铜合金、铝合金、钢等。
铜合金轴套具有良好的导热性和抗磨性,适用于高速旋转的轴承应用;铝合金轴套具有较高的强度和轻质化特性,适用于重量要求较轻的设备;钢制轴套具有较高的硬度和耐磨性,在高负载和恶劣工况下具有更好的使用性能。
3. 轴套的加工工艺3.1 轴套的车削加工轴套的车削加工是一种常见的加工方法,适用于轴套的内外径加工。
具体步骤如下:步骤1:准备工作,包括准备车床、夹具、刀具等设备和工具;步骤2:根据轴套的尺寸要求,确定车削的加工参数,包括进给速度、转速、切削深度等;步骤3:将轴套固定在车床的夹具上,并根据加工要求进行夹紧;步骤4:启动车床,进行粗车削和精车削,根据需要进行多次车削,直至达到轴套的尺寸和表面粗糙度要求;步骤5:检查轴套的尺寸和表面质量,如有需要可以进行研磨、抛光等后续处理。
3.2 轴套的磨削加工轴套的磨削加工通常用于提高轴套的尺寸精度和表面光洁度。
常见的磨削加工包括外圆磨削和内孔磨削。
具体步骤如下:步骤1:准备工作,包括准备磨床、砂轮、刀具等设备和工具;步骤2:根据轴套的尺寸要求,确定磨削的加工参数,包括进给速度、转速、砂轮粒度等;步骤3:将轴套固定在磨床上,并调整好夹具,保证轴套的稳定性;步骤4:启动磨床,进行粗磨削和精磨削,根据需要进行多次磨削,直至达到轴套的尺寸和表面粗糙度要求;步骤5:检查轴套的尺寸和表面质量,如有需要可以进行抛光等后续处理。
3.3 轴套的冷镦加工轴套的冷镦加工主要用于加工内孔上的花纹或沟槽。
冷镦加工与车削和磨削不同,它通过冷镦机将金属材料挤压成型。
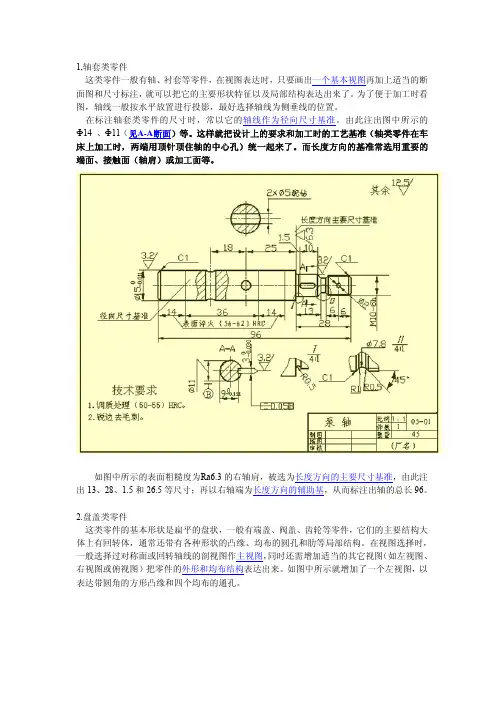
1,轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。
如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
3.叉架类零件这类零件一般有拨叉、连杆、支座等零件。
由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。
对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。
踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
在标注叉架类零件的尺寸时,通常选用安装基面或零件的对称面作为尺寸基准。
尺寸标注方法参见图。
4.箱体类零件一般来说,这类零件的形状、结构比前面三类零件复杂,而且加工位置的变化更多。
轴套类零件常用的表达方法
轴套类零件常用的表达方法主要包括:
1.视图选择:选择适当的视图,如主视图、俯视图、侧视
图等,以完整、清晰地表达轴套的结构和形状。
2.剖面图:对于轴套上具有孔、槽等特征的部分,可以采
用剖面图来表达其内部结构和形状。
3.局部视图:对于轴套上的局部细节或不规则形状,可以
采用局部视图来表达。
4.放大视图:对于轴套上的某些细小特征或难以表达的部
分,可以采用放大视图来表达。
5.简化画法:可以采用一些简化的画法,如省略不重要的
轮廓线、合并相似的形状等,以简化绘图并突出重要的部分。
通过这些表达方法,可以全面、准确地表达轴套类零件的结构和形状,方便制造和使用。
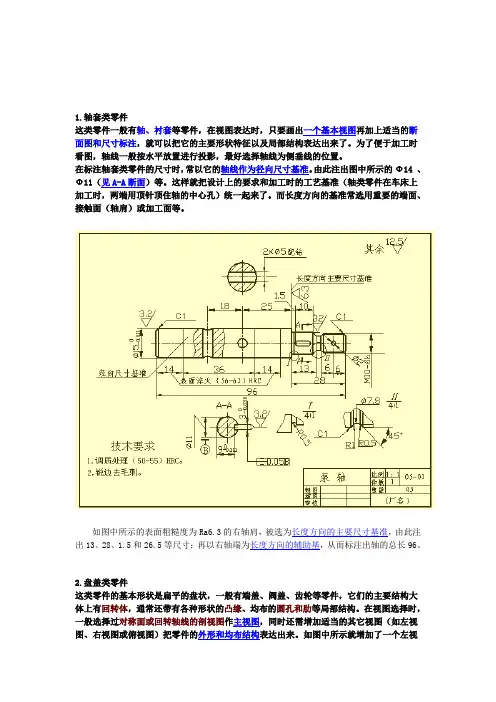
1.轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。
如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
3.叉架类零件这类零件一般有拨叉、连杆、支座等零件。
由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。
对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。
踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
在标注叉架类零件的尺寸时,通常选用安装基面或零件的对称面作为尺寸基准。
尺寸标注方法参见图。
4.箱体类零件一般来说,这类零件的形状、结构比前面三类零件复杂,而且加工位置的变化更多。
典型零件尺寸标注举例根据零件的形状和结构特点,通常将零件分成四大类:轴、套类零件;叉架类零件;盘类零件;箱体类零件。
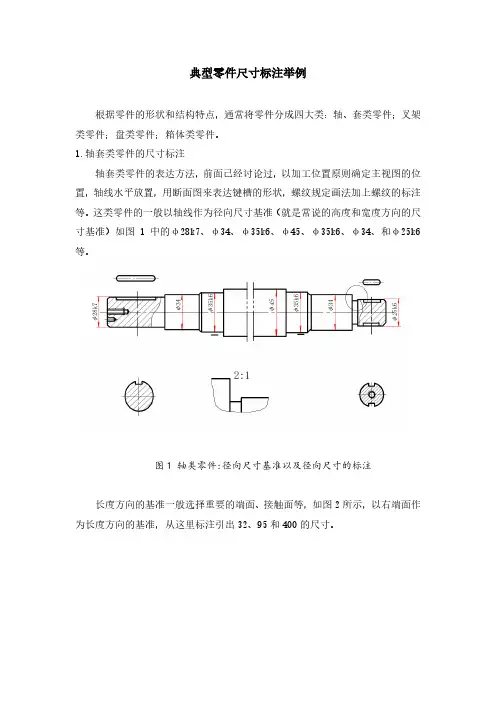
1.轴套类零件的尺寸标注轴套类零件的表达方法,前面已经讨论过,以加工位置原则确定主视图的位置,轴线水平放置,用断面图来表达键槽的形状,螺纹规定画法加上螺纹的标注等。
这类零件的一般以轴线作为径向尺寸基准(就是常说的高度和宽度方向的尺寸基准)如图1中的φ28k7、φ34、φ35k6、φ45、φ35k6、φ34、和φ25k6等。
图1 轴类零件:径向尺寸基准以及径向尺寸的标注长度方向的基准一般选择重要的端面、接触面等,如图2所示,以右端面作为长度方向的基准,从这里标注引出32、95和400的尺寸。
图2轴类零件:长度方向尺寸基准以及长度方向尺寸的标注如图3所示为某企业零件:轴的零件图。
是一张具备完整的尺寸标注、形位公差要求及其他技术要求说明的零件图。
视图表达方式合理。
图3 轴的零件图2.盘类零件尺寸标注举例这类零件主要有手轮、带轮、端盖等。
它们主要也是在车床上进行加工的。
前面已经讨论过,主视图按加工位置原则,轴线水平放置。
盘盖类零件和轴类零件一样,以轴线作为径向尺寸基准,长度方向的尺寸基准常选用重要的端面或接触面,径向和长度方向的尺寸标注,如图4所示。
图4 盘类零件图:径向、长度方向尺寸基准及其尺寸标注完整的盘类零件图,包括视图表达,尺寸标注、尺寸公差标注、形位公差标注、表面粗糙度标注以及其他技术要求说明,如图5所示。
图5 盘类零件图3.叉架类零件的尺寸标注这类零件结构形状复杂、常有倾斜、弯曲的结构。
常用铸造和锻压的方法制成毛坯,然后进行切削加工。
叉架类零件因为结构复杂,各加工面往往需在不同的机床上加工,所以主视图选择工作位置原则,主视图投射方向选择最能反映其形状特征的方向。
叉架类零件在标注尺寸时,常选用轴线、安装面或零件的对称面作为尺寸基准。
如图6所示:拨叉零件主视图右端面为长度方向的主要尺寸基准,左视图中的中心线为零件宽度方向的尺寸基准,底部空心圆柱体的轴心线为高度方向的尺寸基准。
轴套类零件加工工艺及设计一、引言轴套是一种常见的机械零件,广泛应用于各种机械设备中,如汽车发动机、工业机械、航天器等。
轴套的加工工艺和设计对于零件的质量和性能具有重要影响。
本文将介绍轴套类零件的加工工艺及设计要点。
二、加工工艺1. 零件设计轴套类零件的设计需要考虑以下几个方面:•零件尺寸:轴套内径、外径和长度的确定需根据使用要求和机械装置的设计进行合理选择。
•材料选择:根据工作环境的要求,选择合适的材料,如钢、铸铁、铜合金等。
•结构设计:考虑零件的受力情况,确定外形和内部结构设计。
2. 加工工艺流程轴套类零件的加工工艺流程通常包括以下几个步骤:•零件铸造•零件粗加工•零件热处理•零件精加工•零件表面处理2.1 零件铸造轴套类零件的铸造一般采用砂型铸造或金属型铸造。
砂型铸造的工艺简单,成本低,适用于大批量生产;金属型铸造的工艺复杂,成本高,适用于特殊要求的零件。
2.2 零件粗加工零件粗加工包括车削、铣削、钻削等工序。
粗加工旨在将零件加工至接近最终尺寸,以便后续的热处理和精加工工序。
2.3 零件热处理零件热处理是为了改变材料的组织结构和性能,提高零件的硬度和耐磨性。
常用的热处理方法包括淬火、回火和渗碳等。
2.4 零件精加工零件精加工包括磨削、刨削、车削等工序。
精加工旨在将零件加工至最终尺寸和形状,并保证其几何精度和表面质量。
2.5 零件表面处理零件表面处理是为了提高零件的耐腐蚀性和外观质量。
常见的表面处理方法包括电镀、喷涂、热镀等。
三、设计要点轴套类零件的设计需要注意以下几个要点:•内外径配合:轴套的内外径配合需根据使用要求和材料的热胀冷缩系数进行合理选择,以确保配合的紧密度和工作的可靠性。
•表面润滑:轴套的表面润滑需考虑工作环境的要求,选择合适的润滑方式和润滑剂。
•结构强度:轴套的结构强度需根据受力情况进行合理设计,以确保零件的安全性和可靠性。
•表面硬度:轴套的表面硬度需根据工作环境的要求和材料的硬度进行合理选择,以提高零件的耐磨性和寿命。
机械加工是通过机械设备的切削、铣削、磨削等方式,对工件的外形尺寸、表面结构或性能进行改变的过程。
常用于机械加工的零件有轴套、盘盖、叉架和箱体这四个大类。
轴套类零件:轴套类零件一般由轴和衬套这两部分构成,在使用视图表达的时候,只需要画出一个基本视图再配以适当的断面图和尺寸标注,就可以把轴套的主要形状特征以及局部结构完整地表达出来了。
为了方便工人在加工时查看图纸,轴线一般按水平方向放置并进行投影,并且通常选择轴线为侧垂线的位置。
在对轴套类零件做尺寸标注时,通常都会以它的轴线为径向尺寸基准。
例如,在车床上加工轴类零件时,就需要在两端用顶针顶住轴的中心孔。
这样做的好处是,可以把设计上的要求和加工时的工艺基准统一起来。
而沿轴长度方向的基准则经常选用重要的端面、接触面如轴肩或者是加工面等。
盘盖类零件:盘盖类零件是以扁平的盘状为基本形状,并在其一般配有端盖、阀盖、齿轮等结构的零件。
这类零件的主要结构是回转体,通常还带有各种形状的凸缘、均匀分布的圆孔和肋等局部结构。
在使用视图表达的时候,一般选择过对称面或回转轴线的剖视图作为主视图,同时还必须要适当增加其它视图,如左视图、右视图或俯视图等。
这样才能把零件的外形和局部结构完整表达出来。
在对盘盖类零件做尺寸标注时,通常都会选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
叉架类零件:叉架类零件一般是机器上用于操纵机构的零件,由拨叉、连杆、支座等部分构成。
这类零件的加工特点是加工位置多变,因此在视图表达选择主视图时,需要特别考虑零件的工作位置和形状特征。
除了主视图以外,通常还需要选择两个或两个以上的基本视图以及适当数量的局部视图、断面图等才能才能完整表达出零件的外形和局部结构。
在对叉架类零件做尺寸标注时,通常都会选用安装基面或零件的对称面作为尺寸基准。
箱体类零件:箱体类零件是机械式部件的基础零件,它的功能是将轴套、齿轮等有关零件组装成一个整体,并使其保持正确的相互位置,且按照一定的传动关系协调地传递运动或动力。