遥控器成品检验标准
- 格式:doc
- 大小:167.50 KB
- 文档页数:5
生效日期:2014-06-25工作指示主控部门:质量部编制:日期:审核:日期:批准:日期:*****本文件及其内容为公司之财产,未经授权不得复制*****生效日期:2014-06-25修订履历版本修订内容修订者修订日A初版发行罗庆周2014-06-25*****本文件及其内容为公司之财产,未经授权不得复制*****生效日期:2014-06-251.目的为确保供应商产品质量符合公司设计要求,特制定此检验标准作为进料检验依据,以确保出货质量满足客户需求.2.使用范围本标准适用于遥控器的检验3.抽样方案3.1进货抽验标准依据:一般依MIL-STD-105EⅡ正常单次抽样计划3.2抽样方法:一般采用随机抽样3.3接受质量水准AQL值:CRI=0MAJ=0.4MIN=1.53.4抽验结果判定类别:允收<Acc>拒收<Rej>特采<Waive>挑选<Sort>退货<RTV>4.缺点定义4.1严重缺点(CRITICAL DEFECT,简写CRI):使产品在生产,运输或使用过程中可能出现危及人身财产安全之缺点,称为严重缺点.4.2主要缺点(MAJOR DEFECT,简写MAJ):使产品失去全部或部分主要功能,或者相对严重影响的结构装配的不良,从而显著降低产品使用性的缺点,称为主要缺点.4.3次要缺点(MINOR DEFECT,简写MIN):可以造成产品部分性能偏差或一般外观缺点,虽不影响产品性能,但会使产品价值降低的缺点,称为次要缺点.5.检验依据抽样检验依MIL-STD-105E标准AQL:严重缺陷为0,主要缺陷为0.4,次要缺陷为1.5:5.1承认书检验项目5.2样品对照5.3客户重点质量要求及BOM6.检验条件6.1在正常室内白色冷光莹光灯管的照明条件(灯光强度为100-300流明).6.2将待检物料置于执行检测者面前,目距约(300±50)mm6.3应以两种角度观察:正常方式,视线与待检件呈45度角以利光反射;垂直方式,视线与待检件垂直.7.检验项目*****本文件及其内容为公司之财产,未经授权不得复制*****生效日期:2014-06-25项目检验项目检验内容缺陷等级外观外观脏污、划痕、褪色、色差、喷漆不良MIN 装配破裂、缝隙>1.0mm MAJ可轻易扳开MIN导电棉卡键MIN 丝印漏印、印错、易脱落MAJ丝印模糊、偏离位置>1mm MIN 贴纸贴纸翘起、贴外MIN贴纸丝印不良MIN 螺钉漏打螺钉MIN螺钉滑牙,生锈MIN 电池盖漏电池盖MAJ电池盖太松、太紧MIN电池盖色差MIN性能码值码值与图纸不一致MAJ不对码(不响、连响、不灵敏)MAJ 性能直线遥控距离8M,左右30度4M MAJ每批抽检3pcs做可靠性试验MAJ机内异物机内有异物(金属)或塑胶>3mm MAJ机内有异物(塑胶)MIN PCBA PCBA断裂、破损、变形MAJ 焊接漏焊、假焊、搭桥短路MAJ 元件漏焊、元件用错、元件不良、脚长MAJ包装包装包装部符合要求MIN 包装标示清晰可见MIN8.相关记录及表格:《IQC来料检验报告》《IQC来料异常通知单》*****本文件及其内容为公司之财产,未经授权不得复制*****。
XXXX 科技有限公司质量检验标准文 件编号版 本 号 生效日期2013-*-*文件名称:遥控器质量检验标准页 码第1页 共 4页1.0 检验目的:建立遥控器质量检验标准规范,保证遥控器符合客户的使用要求。
2.0 适用范围:适用于隆兴公司对遥控器外观、尺寸、结构及功能方面的检验3.0 检测设备/仪器:遥控器测试 DVB 标准机、标准色卡、卡尺、酒精、3M 胶纸、导电胶寿命测试议、振动测试 、恒温恒湿箱。
4.0 抽检接收标准:4.1 抽样方法根据品种的区别,以每次入库为一个批次检查。
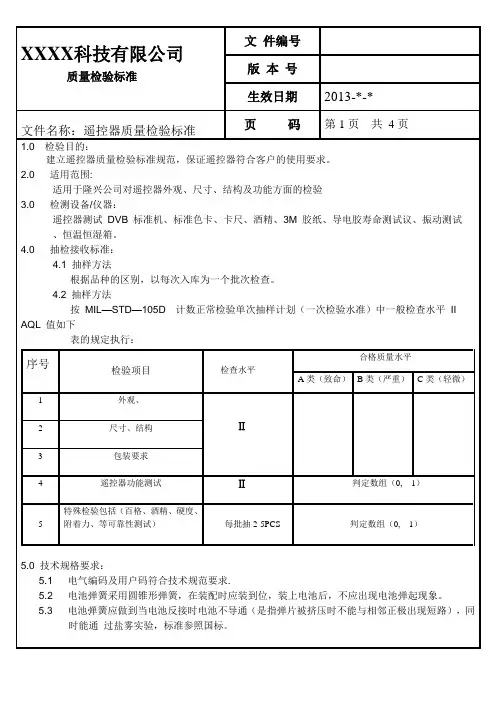
4.2 抽样方法按 MIL —STD —105D 计数正常检验单次抽样计划(一次检验水准)中一般检查水平 IIAQL 值如下表的规定执行:5.0 技术规格要求:5.1 电气编码及用户码符合技术规范要求.5.2 电池弹簧采用圆锥形弹簧,在装配时应装到位,装上电池后,不应出现电池弹起现象。
5.3 电池弹簧应做到当电池反接时电池不导通(是指弹片被挤压时不能与相邻正极出现短路),同时能通 过盐雾实验,标准参照国标。
序号检验项目检查水平 合格质量水平A 类(致命)B 类(严重)C 类(轻微)1 外观、Ⅱ2 尺寸、结构3 包装要求4 遥控器功能测试Ⅱ判定数组(0, 1) 5 特殊检验包括(百格、酒精、硬度、 附着力、等可靠性测试)每批抽2-5PCS判定数组(0, 1)生效日期2013-*-*页码第2页共4页文件名称:遥控器质量检验标准5.4 按键:导电胶材质符合技术规范要求;各按键作用力应在150±30g,客户有要求时,按特殊要求执行.5.5 遥控器发射头:发射头采用深插式发射头,指向性角度左、右偏均能达到30°以上.5.6PCB板:采用碳膜板,能在高温、高湿环境下正常使用,厚度按技术规范要求(1.6MM).5.7 塑胶壳材质:塑胶原料,满足遥控器在成品使用状态下能够达到装配及可靠性要求(如:跌落测试等)。
精品福建新时代数码科技有限公司Fujia n New Times Digital Tech no logy Co., Ltd.' 文件编号:NTD-WI-QC-151版本:A.0拟制: 审核: 批准:NTi=r i=rDIGITAL1.0目的建立规范本公司遥控器成品的检验内容和品质要求,确保产品能符合客户使用要求。
2.0适用范围本公司遥控器的外观、尺寸、结构、功能方面的检验。
3.0检验工具、环境要求3.1检测工具:遥控器测试机或红外遥控编码分析仪、游标卡尺、酒精、3M双面胶;3.2检测环境:宽敞明亮的自然环境或40W日光灯,光源位于被检查物表面正上方45 °,范围距离约50〜55cm ;3.3检验员要求:色差感正常,视力或矫正视力应不低于 1.0,检验时不能使用放大镜,视线与检查物表面呈45 ° -90。
角度进行检查。
4.0权责4.1品保部QC负责对产品的抽检及品质判定;4.2生产单位QC负责对产品进行全检及品质的判定;4.3技术部负责对不良品的分析。
5.0抽样方案、接收水准5.1抽样方案:按MIL-STD-105D 正常一次抽样5.2接收水准:按AQL值:严重缺陷(CRI)AC=0,RE=1 ;重缺陷(MAJ)=1.0 ;轻缺陷(MIN )=1.57.0不良品分析7.1当批次抽验完毕后,把良品放回原包装箱内,不良品做好相应标识,同时与生产责任拉段确认不良品现象,如属严重不良或批量(须向上级反馈)不良时,则开出返工通知单,并转技术部门分析,由生产责任拉段安排返工。
8.0注意事项8.1当判定标准介于公司标准与客户标准之间或不良品未在标准判定之内时,须经品质部经理或业务员确认;8.2当送检批抽验合格后,做好相应标识,反之则隔离区分;9.0记录9.1随时记录填写抽验结果;9.2检验结果记录在《OQC检验报表》上。
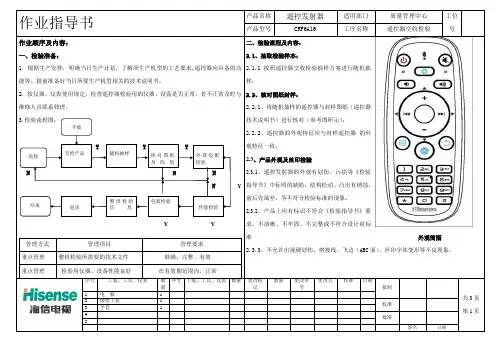
10.0相关文件10.1《最终成品检验管制程序》QP-28;10.2《不合品管制程序》QP-29;10.3《OQC检验报表》NTD-MF-2811.附QC检验流程图流程:流程说明:内容:主要送检内容、重点及相关资料;XXXXXX 1FXXX J 抽样计划:根据MIL-STD-105E 表II级水准进行抽样;包材检查:纸箱、彩卡规格(尺寸、材质、文字、胶合方式)、外观、入箱方式、外箱贴纸粘贴、包装方式、其他配件;电1f XXXXXX试、低电压、实际使用测试;外观检查:外观、部件、美工线、段差、平整度、logo/颜色检查、规格、外观、定位;不良品确认:与生产拉长确认不良品,工程分析原因;XXX 记录填写:OQC填写成品检验报告,判定不合格时开出《返工通知单》。
1. 目的:规定遥控器的成品出货的检验作业流程及方法,确保产品出货符合客户的品质要求;2. 适用范围:本公司所有的遥控器成品;3. 权责:品质部---遥控器成品品质的检验及记录;生产部---成品的送检。
4. 定义:BOM---成品构成物料清单;实物样品---由客户签署或工程签发之遥控器样板。
5. 内容:作业流程 使用工具 参照资料或记录作业方法/判定标准 检验方案 单据核对 目视 《产成品入库单》《首件检查记录》《生产加工制令单》 将《成品入库单》,与《生产加工制令单》进行比对,单据上的产品编码,型号,进行比对,应完全吻合,无错,漏。
每订单/1次 包装检查 目视 《产品规格书》/《BOM 》/《生产加工制令单》 1.首先检查卡通箱的箱唛及尺寸,封箱方式是否与BOM 表相吻合,卡通箱外观无破损,潮湿,变形;封箱需牢固,无鼓胀,散架,封箱胶纸无起翘,来回摇摆卡通箱,箱内产品无松散晃动;2.再检查卡通箱上产品的标签是否与BOM 相吻合,标签内容(订单号,品名,产品编码,型号规格,数量等)必须与《BOM 》相吻合,标签粘贴必须牢固,平整,无起翘,折皱,缺损,标签内容必须清晰,完整,无潦草,涂改,模糊,脏污;3.最后开箱检查内部包装,刀卡,平卡,包装袋(胶袋,泡棉袋,气泡袋)或吸塑必须与《BOM 》/要求相吻合,包装袋的是否有封口,回收唛的颜色及方向必须与《BOM 》的要求相吻合,包装袋或吸塑无过大,过小,破,旧,脏污;内部包装方式及实际数量(特别是尾数箱)必须与标签数量相吻合. 每订单/1箱样品核对 目视/实物样品 《BOM 》 根据遥控器的产品编码,取相同产品编码的实物样品进行核对,对照实物样品检查:外形,丝印,颜色必须与实物样品相吻合. 每订单/1次作业流程 使用工具 参照资料或记录 作业方法/判定标准检验方案 外观检查 样品/目视 《遥控器外观缺陷判定作业指引》 以两个为1组,参照样品,依次检查遥控器的按键面(A 区),侧面(B 区),背面(C 区),丝印内容及颜色,外壳颜色,外壳装配有无错位,边缘有无缝隙,刮手,外壳有无刮花,混色,发白,沙眼,爆裂,按键有无混色,串色,颜色错乱,按键高低不平,按键是否歪斜,发射管是否歪斜,高出或低陷/面贴有无翘起,鼓胀,有无鼓包偏位,露底色等不良现象;判定:参照《外观缺陷判定标准》要求进行。
文件编号SIP-FPS001机密等级☐机密☑一般版 本1页 次1∕71.目的﹕为使本公司生产的遥控器成品检验规范化﹑标准化﹐从而进一步提升产品质量﹐提高客户满意度。
2.适用范围﹕适用于本公司生产的遥控器制造自检、品质制程和出货检验。
3.名词释义﹕略。
4.职责由IPQC/QAC负责实施执行,其它单位依照此标准判定。
5.流程:略 6. 内容 6-1 检验条件﹕6-1-1 检验人员不能佩戴任何手饰,手指甲不能过长,视力正常。
6-1-2 确认将要检验机型的制令单,规格书及相关数据是否相符﹔6-1-3 外观检验正常为﹕眼睛距离30cm﹐时间为10秒﹐于60W日光灯﹐光度在400LUX 以上﹐产品摆放不动, 6-2 外观检查面:设定为A﹑B﹑C﹑D四个面,如图B。
6-2-1 A面 :主要外观面﹐为产品的正面及顶面﹔ 6-2-2 B面﹕次要外观面﹐为产品的左右侧面﹔ 6-2-3 C面﹕操作时不易看到的面﹐为产品的后面﹔ 6-2-4 D面﹕操作时看不到的面﹐为产品里面﹔类 别SIP广 东 辰 奕 科 技 有 限 公 司人眼以45°至135°目视,如图A。
遥控器成品检验规范A 图400LUX 以上45°~135°B 图BACB广 东 辰 奕 科 技 有 限 公 司12.包装类缺点项目判定标准检验方法/单个键不发码,无信号测码仪CRI 无作用不发码,无信号测码仪单键无作用单个键不发码,无信号测码仪错码发码错误测码仪死机装电池后不发码(时好时坏)测码仪灯亮不发码灯亮,测码仪无信号测码仪目视发码灯不亮有信号,灯不亮测码仪反应慢发射信号比同一种遥控器明显慢测码仪时有时无有时有信号,有时无信号测码仪学习不进(针对学习型R/C)学习功能无反应目视指示灯学习不发码(针对学习型R/C)学习码测试,测码仪无信号测码仪 灯直亮或灯直闪灯不正常亮目视背光色差背光明显色差目视缺画或多画正常功能下,屏幕不可有缺画或多画目视显示模糊正常功能下,显示模糊目视静态电流偏大普通型规格要求<3UA(特殊机型依规格书)电流表动态电流偏大普通型规格要求<20mA(特殊机型依规格书)电流表角度测试左右角度≥30度,3.5米距离功能正常(特殊机型依规格书)目视/测码仪远距离测试距离≥8米功能正常(特殊机型依规格书)目视/测码仪高低电压测试低电压2.4V,高电压3.6V功能工作正常稳压电源/测码仪装入绝缘片测试装入绝缘片后,按下键,各功能不可有作用目视/测码仪CRI CRI CRI CRI CRI CRI CRI CRI 缺点等级CRI CRI CRI 13.功能测试CRICRICRICRICRI CRI MAJ CRI MAJ14.可靠性测试检验项目检验方法工具、治具1、接通解码仪电源,需要测试的遥控器样品把每个按键码值录入解码仪中,录入每个按键必须与工程样品及图纸一致;2.将需测遥控器装好电池,离解码仪约20cm左右的距离进行测试,遥控器所有按键测试完成后,解码仪上会显示“PASS”字样且指示灯闪烁每测试一个数字会变动则为良品,如显示“Error ”则判定为不良品3.常见不良:单键无功能,多键无功能,用户码错,单键错码,全部按键无功能,只要出现以上任何一项不良测码议则显示”Error”1、接通解码仪电源,需要测试的遥控器样品把每个按键码值录入解码仪中,录入单个按键必须与工程样品及图纸一致;2、将遥控器装好电池并固定远距离夹具上,调整好测码仪与遥控器的直线距离8米距离并保持直线平行,按下所录入的按键显示“PASS”且每按下一次数字会出现变动指示灯闪烁则为良品;3、将遥控器装好电池并固定角度夹具上与测码仪保持直线平行,调整好角度夹具分别上下30度、左右30度进行转动,按下所录入的按键显示“PASS”且每按下一次数字会出现变动指示灯闪烁则为良品;4、具体远距离、角度测试标准需参照工程BOM要求进行测试1、接通解码仪电源,需要测试的遥控器样品把每个按键码值录入解码仪中,录入单个按键必须与工程样品及图纸一致;2、将直流电源输出电压调整为(高电压3.4V、低电压2.0V)分别用3.4V和2.0V电压测试遥控器所有按键功能,按下所录入的按键显示“PASS”且每按下一次数字会出现变动指示灯闪烁则为良品,如显示“Error”则判定为不良品;3、具体高低电压标准需参照工程BOM要求进行测试。
东莞隆兴电子有限公司质量检验标准文 件编号 LX-QW-001版 本 号 A0 生效日期 2011-8-16文件名称:遥控器质量检验标准页 码第1页 共 4页1.0 检验目的:建立遥控器质量检验标准规范,保证遥控器符合客户的使用要求。
2.0 适用范围:适用于隆兴公司对遥控器外观、尺寸、结构及功能方面的检验3.0 检测设备/仪器:遥控器测试 DVB 标准机、标准色卡、卡尺、酒精、3M 胶纸(TAPE600)、导电胶寿命测试议、振动测试议、恒温恒湿箱。
4.0 抽检接收标准:4.1 抽样方法根据品种的区别,以每次入库为一个批次检查。
4.2 抽样方法按 MIL —STD —105D 计数正常检验单次抽样计划(一次检验水准)中一般检查水平 IIAQL 值如下表的规定执行:5.0 技术规格要求:5.1 电气编码及用户码符合技术规范要求.5.2 电池弹簧采用圆锥形弹簧,在装配时应装到位,装上电池后,不应出现电池弹起现象。
5.3 电池弹簧应做到当电池反接时电池不导通(是指弹片被挤压时不能与相邻正极出现短路),同时能通 过盐雾实验,标准参照国标。
序号检验项目检查水平 合格质量水平A 类(致命)B 类(严重)C 类(轻微)1 外观、Ⅱ0 0.65 1.02 尺寸、结构3 包装要求4 遥控器功能测试Ⅱ判定数组(0, 1) 5 特殊检验包括(百格、酒精、硬度、 附着力、等可靠性测试)每批抽2-5PCS判定数组(0, 1)东莞隆兴电子有限公司质量检验标准文件编号LX-QW-001 版本号A0生效日期2011-8-16文件名称:遥控器质量检验标准页码第2页共4页5.4 按键:导电胶材质符合技术规范要求;各按键作用力应在150±30g,客户有要求时,按特殊要求执行.5.5 遥控器发射头:发射头采用深插式发射头,指向性角度左、右偏均能达到30°以上.5.6PCB板:采用碳膜板,能在高温、高湿环境下正常使用,厚度按技术规范要求(1.6MM).5.7 塑胶壳材质:塑胶原料,满足遥控器在成品使用状态下能够达到装配及可靠性要求(如:跌落测试等)。
Fujian New Times Digital Technology Co., Ltd.
版本:A.0
拟制:审核:批准:
1.0目的
建立规范本公司遥控器成品的检验内容和品质要求,确保产品能符合客户使用要求。
2.0适用范围
本公司遥控器的外观、尺寸、结构、功能方面的检验。
3.0检验工具、环境要求
3.1检测工具:遥控器测试机或红外遥控编码分析仪、游标卡尺、酒精、3M双面胶;
3.2检测环境:宽敞明亮的自然环境或40W日光灯,光源位于被检查物表面正上方45°,
范围距离约50~55cm;
3.3检验员要求:色差感正常,视力或矫正视力应不低于1.0,检验时不能使用放大镜,
视线与检查物表面呈45°~90°角度进行检查。
4.0权责
4.1品保部QC负责对产品的抽检及品质判定;
4.2生产单位QC负责对产品进行全检及品质的判定;
4.3技术部负责对不良品的分析。
5.0抽样方案、接收水准
5.1抽样方案:按MIL-STD-105D正常一次抽样Ⅱ;
5.2接收水准:按AQL值:严重缺陷(CRI)AC=0,RE=1;重缺陷(MAJ)=1.0;轻缺陷(MIN)=1.5
6.0检验规范、判定标准、缺陷类别
7.1当批次抽验完毕后,把良品放回原包装箱内,不良品做好相应标识,同时与生产责任拉段确
认不良品现象,如属严重不良或批量(须向上级反馈)不良时,则开出返工通知单,并转技术部门分析,由生产责任拉段安排返工。
8.0注意事项
8.1当判定标准介于公司标准与客户标准之间或不良品未在标准判定之内时,须经品质部经理或
业务员确认;
8.2当送检批抽验合格后,做好相应标识,反之则隔离区分;
9.0记录
9.1随时记录填写抽验结果;
9.2检验结果记录在《OQC检验报表》上。
10.0相关文件
10.1《最终成品检验管制程序》 QP-28;
10.2《不合品管制程序》 QP-29;
10.3《OQC检验报表》 NTD-MF-28
11.附QC检验流程图
流程:流程说明:
内容:主要送检内容、重点及相关资料;
抽样计划:根据MIL-STD-105E表II级水准进行抽样;
包材检查:纸箱、彩卡规格(尺寸、材质、文字、胶合方式)、外观、入
箱方式、外箱贴纸粘贴、包装方式、其他配件;
电性能检查:对码测试、按键功能、锁定功能测试、接收距
离测试、低电压、实际使用测试;
外观检查:外观、部件、美工线、段差、平整度、logo/颜色检查、规
格、外观、定位;
不良品确认:与生产拉长确认不良品,工程分析原因;
记录填写:OQC填写成品检验报告,判定不合格时开出《返工通知
单》。