卷烟机风力送丝料仓滤网及容积优化改进
- 格式:pdf
- 大小:655.46 KB
- 文档页数:4
风力送丝机出丝口堵塞清理装置的改进摘要原风力送丝机出丝口堵丝清理装置对所堵烟丝的作用力太小,不能吹散所积烟丝达到清理目的,导致下游卷烟机因烟丝不足停机,影响设备有效作业率。
而针对该问题的改进未见有文献报道。
为此,对原送丝机出丝口堵丝清理装置进行了改进,彻底解决了送丝机出丝口堵丝的问题,不仅提高了设备的生产效率,也减轻了操作工的劳动强度。
关键词SF138全配方风力送丝机;堵丝清理装置;空气放大器SF138全配方风力送丝机是江苏智思机械制造有限公司根据用户的要求自行研发的具有自主知识产权的新一代送丝机。
该设备在将储丝柜烟丝送到卷烟机储丝仓的整个过程中不会对烟丝结构配方造成任何改变。
而且具有系统简洁、运行成本低、控制水平高、调换牌号方便、降低劳动强度、现场环境清洁等优点,已经逐步取代传统人工送丝、小车送丝等送丝方式。
SF138全配方风力送丝机由两套功能相同,相互独立作用的供丝单元组合而成,每套供丝单元均由带贮丝仓的皮带机1、分料斗2、送丝管3、吹风管4组成。
两套单元共用一个供丝口,有各自专用的料位检测开关,控制气控翻板门向各自贮仓加料;当卷烟机发出要料信号时,皮带机的底带和拨料辊启动,向分料斗内供丝,烟丝直接喂到吸丝管管口,将烟丝送到卷烟机的储丝仓。
每个分料斗上设有2~3个出丝口和2个补风口,补风口可手动调节补风量的大小,同时在分料斗上装有防堵检测开关。
在补风口底部安装一个堵丝清理装置,当发生烟丝堵塞防堵检测开关被触发后,送丝机拨料辊和烟丝输送带停止运行,左右补风口底部堵丝清理装置的吹风管输出吹风开始清理所堵烟丝,直至防堵检测开关不被触发后为止。
1 改进原因在实际生产过程中,送丝机分料斗出丝口仍然存在堵丝故障,经过多次观察导致堵丝的原因主要有以下3个方面:1)卷烟机吸丝风力较小和底带输出大团烟丝时,出丝口就会出现烟丝吸送不畅而产生烟丝堵塞;2)分料斗多出口吸丝,可将同一牌号烟丝分配给不同卷烟机台,任意一个卷烟机需料,该分料斗的送丝机拨料辊和烟丝输送带都会给出丝口运行送料。

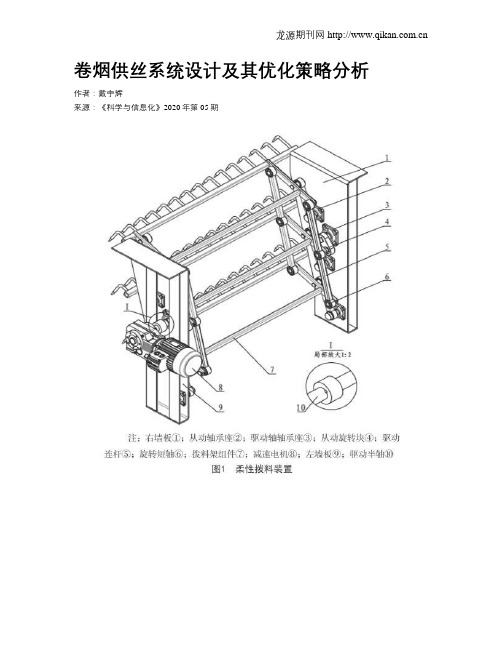
卷烟供丝系统设计及其优化策略分析作者:戴宇辉来源:《科学与信息化》2020年第05期摘要目的:本次研究以展开对卷烟供丝系统的设计及优化研究,解决该系统运用中存在出料不均、烟丝造碎、扬尘严重等多方面问题,作为系统优化设计预期目的。
方法:通过更换储丝柜的出料方式,转变原本拨丝辊改为柔性出料装置、转变原本打击式出料改为柔性出料、转变原本离心式匀丝圆盘改为筛分式分配圆盘。
结果:经本次研究对卷烟供丝系统的优化设计,结果证实经过优化改进提高了1.45%的整丝率,降低了0.96%的碎丝率,降低了0.12%的烟支空头率及0.26%的含末率,减小了5mg的烟支质量标准偏差,更降低了5.7Pa的吸阻标准偏差。
结论:经过本次系统优化设计能够对烟丝的纯净度有效提升,减小烟丝配送的造碎及烟支质量标准偏差,提升卷烟的稳定性及质量。
关键词卷烟;风力送丝;柔性;供丝系统;优化在卷烟厂的生产进度中对于供丝生产,输送烟丝该环节尤为关键,负责输送储丝柜内部的烟丝,运送至卷烟机完成卷接烟支。
能够提升卷烟的成品质量,降低烟支的含末率以及空头率,作为目前卷烟厂始终关注的重点问题[1]。
目前绝大多数卷烟厂的卷烟储丝柜均采用拨丝辊打击式出料,主要包括3根拨丝辊组成该装备,焊接了多个耙齿。
在储丝柜派出烟丝之后拨丝辊开始转动直至耙齿全部击打烟丝排出之后停止。
而此种打击式出料方式,存在诸多目前卷烟厂想要解决的问题,即出料不均、烟丝造碎、扬尘严重等[2-5]。
虽然目前对于如上系统缺陷问题,多名学者已经展开对其改进研究,提出对拨料辊的耙齿数量及所在位置进行调整,对储丝柜的底带具体运行速度进行优化等多方面措施,对烟丝结构有效改善,也很大程度提高了卷烟质量。
但是在卷烟供丝中仍然普遍存在如上问题,本次研究通过结合近些年在卷烟行业广泛应用的柔性生产技术,提出转变储丝柜的出料方式,旨在能够提高卷烟供丝的整体质量。
1 问题分析在传统的拨料机构中通常在烟丝出料过程中,储丝柜的底部会将烟丝携带共同移动至出料口,之后通过拨料机构完成对烟丝送入至下一道工序内。



关于对风力送丝系统的智能化改造随着烟草企业卷烟设备自动化水平的不断提高,卷烟设备对相应风力送丝系统的智能化要求也越来越高。
因近10年以来,在卷烟设备实现技术更新的同时相应的风力送丝系统并没有实现其功能优化,造成了在生产运行中的诸多问题。
目前,为了实现烟丝地供应在生产环节中的稳定性,决定对风力送丝系统的供丝方式、烟丝均匀化及降低造碎率、烟丝流量的实时调节、设备报警系统、风力送丝系统监控界面等各个方面进行智能化改造。
在风力送丝系统顺利改造完成后,已经能够完全保证卷烟设备对烟丝的稳定性需求,再次说明了烟草企业的稳定、高效、智能及节能发展需要科学技术的大胆创新和所有从业技术人员的不断总结与实践。
标签:烟草发展;智能化;科技创新;节能降耗;实时性引言在目前烟草企业的生产过程中,为了生产出高产量、高质量的成品卷烟,相关设备运行的稳定性已经排在了首要的位置。
针对这一情况,发现在烟丝供应给卷烟设备这一环节中已经无法达到上述要求,我们相关技术人员决定对整个风力送丝系统进行全方位的智能化改造,已期望实现在卷烟生产过程中的高效与稳定。
以下,将具体阐述风力送丝系统四大方面存在的问题及如何对问题做出地改造及最终达到的效果。
1 供丝方式的改变首先,简要介绍一下改造前的供丝方式。
在改造前,风力送丝系统的供丝流程是烟丝通过储丝仓下落到正在运行的进料皮带电机皮带上,然后经过进料皮带电机将烟丝传送到喂料皮带小车的皮带上,最后根据卷烟设备的需求喂料皮带小车在轨道上作水平左右定速移动,通过喂料小车上的皮带将烟丝分别送入烟丝旋鼓,再通过负压管道将烟丝旋鼓中的烟丝送到卷烟设备上。
结合平时的使用情况及客观分析,我们发现了两大问题:(1)过程繁琐,增加了设备运行的故障率,降低了运行稳定性。
据计算,从烟丝进入储丝仓到烟丝最后送达卷烟设备,一共是5个步骤。
在这5个步骤中,有两个突出问题:a.由于在烟丝的输送过程中整个环境烟尘很大,喂料皮带小车的运行轨道上长期积压烟尘粉末,导致小车在水平运行中时常出现颠簸甚至停车的情况,需要人工及时清理轨道上的烟尘粉末。
Y J19卷烟机落料器的改进孟庆涛 , 张振华 , 吕桂芳漯河卷烟分厂 ,河南省漯河市人民东路 518 号 462000 关键词 : Y J 19卷烟机 ;落料器 ;滤网 ;堵塞 ;吸风管摘要 :针对 Y J19卷烟机落料器滤网堵塞的问题 ,对落料器结构进行了改进 。
在其内部设臵斜 臵滤网代替水平滤网 ,并增加内臵吸风管 ,利用风力送丝的吸风实现滤网的自动清理 。
改进后 基本消除了滤网堵丝现象 ,因滤网堵塞引起的停机次数由改进前的 15次 /班减少为 0次 ,保证 了烟丝的稳定供给 ,减轻了操作人员的劳动强度 ,延长了滤网的使用寿命 ,机组的有效作业率显著提高 。
I m provem en t of Feed i n g A i r l ock i n Y J19 C i ga r e tte M a k er M E N G Q I N G 2T AO , ZHAN G Z H E N 2HUA , and L Β G U I 2F AN G L u ohe C i ga r e t te Fac t o ry, L u ohe 462000 , H e nan, Ch i naKeyword s : Y J 19 c i ga r e t te m a ke r ; Feed i ng a i rl o ck; Sc r een; B l o ck; Suc t i o n p i p eA b s tra c t : A i m i ng a t the p r ob l em of sc r een b l o ck i n the feed i ng a i rl o ck i n Y J 19 c i ga r e t te m a ke r , the a i rl o ck wa s i m p r oved: p u t ti ng an i nc li ned sc r een t o rep l ace l eve ll ed one i n s i de the a i rl o ck and add i ng an i n t e r na l suc t i o n p i p e t o au t om a t i ca ll y c l ean the sc r een w ith the suc t i o n a i r supp li ed by the p n eum a t i c conveyi ng syste m . A f te r i m p r ovi ng, the sc r een b l o ck wa s avo i ded ba s i ca ll y, the frequency of m a ch i ne shu t down re s u l ted fr om sc r een b l o ck l o we r ed fr om 15 ti m e s / sh i ft t o 0; the steady feed i ng of cu t t obacco wa s en s u r ed; the l abo r i n t en s ity of op e r a t o r s wa s reduced; the wo r k i ng life of sc r een wa s p r o l o nged; and the op e r a t i o n effi c i ency of the m a ch i ne com b i na t i o n wa s i m p r oved obvi o u s l y .宽 136mm 的抽屉式金属滤网 ( 3 ) ,将落料器分为上 、下两个腔室 ,上腔室 ( 7 ) 为负压风室 , 下腔室( 8 )为烟丝贮料仓 。
ZJ17卷烟机烟丝传送部件的优化设计ZJ17卷烟机组我国烟草企业中使用率较高的设备之一,该设备运行的稳定性和可靠性直接决定着烟草的生产效率和质量。
本文在分析ZJ17卷烟机在实际生产中常见问题并分析其原因的基础上,提出了该卷烟机的优化设计方案,为进一步提升烟草生产的效率和质量奠定了基础。
标签:ZJ17;卷烟机;优化;效果0 引言ZJ17卷烟机组是我国当前烟草工厂使用频率较高的设备之一,俗称为卷烟生产过程中的主流卷接设备[1]。
其中,ZJ卷烟机中的烟丝传送部件是该设备的主要零部件之一。
烟丝传送部件能够实现对烟丝的定量处理、去除烟丝中含铁的杂质,并理顺烟丝。
基于ZJ卷烟机烟丝传送部件的处理,能够减少烟丝中所含的杂质,进而确保了烟丝的纯净度和松散性,提高烟丝的利用率,最终为吸丝成型部件提供满足工艺要求的烟丝流[2]。
为提高卷烟中烟丝的均匀性、松散型,提升烟丝的利用率,需对当前的ZJ 卷烟机烟丝传送部件进行进一步的优化。
本文以ZJ卷烟机的烟丝传送部件为研究对象,充分分析当前生产中烟丝传送部件存在的问题,并针对性的提出整改方案,实现对ZJ17卷烟机烟丝传送部件的优化设计。
1 ZJ卷烟机工作原理分析ZJ卷烟机主要有三部分组成,分别为烟丝接装机、烟丝卷制成型机以及原料供应成型机[3]。
ZJ卷烟机的工作原理描述如下:烟丝在风力的作用下输送至气封室中,并根据相应指令将们打开后,将烟丝输送至预分配室中。
将预分配室中的烟丝定量输送至储料室,并将其中的烟丝保持在一定的高度。
储料室中的提升带由于其独特的结构并结合下匀料器和上匀料器的控制下将烟丝输送至定量槽中。
定量槽中的方磁铁将烟丝中铁杂志去除。
此外,定量槽中光电管还能够实现对烟丝传送速度的控制,进而使得烟丝能够在定量槽中保持一定的高度。
当定量槽中的烟丝离开输送带经抛丝辊被抛起后,在气流的作用下将抛起的烟丝输送至吸丝带上。
其中,烟丝中的杂質和烟梗由于重力的作用与烟丝分离开来。
关于对风力送丝系统的智能化改造摘要:为了更好的解决烟草风力送丝过程中风速控制不稳定的问题,应用两种原理和技术进行风力送丝系统的研究,分别是流体力学原理和自动控制技术。
通过测量计算配风管网的相关数据,调整除尘风机的变频和末端补风控制,使管网的风压和风量合理的配和,从而有效的消除风机喘振。
本文研制了一种新型风速检测装置,并对单台烟机的风速控制方案进行了优化和改进。
文章从旧式风力送丝系统存在的问题进行展开讨论,同时对产生的办法进行了有效的分析,希望笔者的这些建议和分析结果,能够给广大相关技术工作人员的日常工作起到积极的作用的意义。
关键词:烟草领域;风力送丝;优化设计;烟丝质量;风力输送不同于其他输送形式,它是通过一定量的压力和气流联合作用而产生的通过管道进行对散状物的运输的技术,风力输送有着其他输送方式没有的特点,它具有运输安全,环境污染小和输送管道的布局相对灵活的特征。
烟丝的输送工序是将制造烟丝和成品包装的纽带,是整个制烟过程的关键一步。
但是,就目前的卷烟厂风力送丝系统的运行现状来看,风力送丝系统的调控速度不理想,由于调速的不稳定性,所以在进行风力送丝的过程中的风速就极不稳定,就会导致烟丝的造碎率偏高。
所以,对整个风力送丝系统进行智能化的改造,是目前卷烟行业必须要研究的课题。
1 存在问题及分析在卷烟成的技术改造过程中,增加了储丝柜和卷烟机两种设备,由于卷烟厂对于这种投资和节能方面的考虑还依旧沿用旧时的风力送丝系统,对于旧时的风力送丝系统并未经过严格的调整的计算,导致系统的运行还处在一个相对不稳定的阶段,所以会严重影响卷包机组的整体工作效率,主要出现的问题有以下几个现象:(1)系统出现故障的频率很高,需要相关工作人员经常维修,浪费了大量的人力物力财力。
(2)由于系统没有较高的稳定性,导致烟丝脱节的情况,进而使得卷烟机没有烟丝而停止运行。
(3)由于风速调节功能不理想,导致设备在运行过程中的分速不稳定,造成烟丝的造碎率明显提升。
卷烟厂风力送丝的优化方式摘要:风力送丝系统作为卷烟厂烟叶输送的重要环节,其效果对产品的生产起着重要的作用。
如何优化和改进气动送丝系统,从而减少烟丝的破碎,提高成品烟的内在质量。
本文就卷烟厂旧烟丝气力加料过程中烟丝的损失进行了简单的探讨,然后从新型加料系统的风速平衡原理和解决烟丝粉碎技术问题的方法这两个方面论述了卷烟厂气力加料系统的优化,希望笔者的这些愚见能够给广大相关技术的工作人员的工作带来一些积极的作用。
具体论述如下:关键词:卷烟厂;风力送丝;系统改进;优化方式在卷烟加工过程中,烟丝输送是将烟丝从储藏柜输送到卷烟机的过程。
目前,国内烟草运输大多采用气力送丝或小车送丝。
小车送丝的输送方式体现了烟丝切碎率低的优点,也保证了烟机的质量。
但它有一个缺点,即在加工过程中的故障经常发生,操作成本高。
风力送丝系统是大多数卷烟厂的首选。
与小车送丝相比,风送丝更便于管理和维护,具有布局灵活的优点。
适用于不同距离的水平、垂直或曲线输送。
也可在物料输送的同时起到松散、除杂、除尘的作用。
然而,系统的切烟丝造碎问题已经成为一个大问题。
1 卷烟厂旧风力送丝系统过程卷烟厂旧风电力送丝过程中是从储线柜到绕线机工作台的运输过程。
是由风力系统来完成的。
然而,实际在运行中会损坏烟丝。
结果表明,风力送丝系统运行正常在风力输送过程中,烟叶的质量会受到影响,主要原因如下。
首先,风速对旧系统会有一定的影响,每个机组的风速不能保证而且风速的稳定性无法保证。
其次,表现为管道内表面的影响。
在旧系统中,会发现一些连接管多为波纹软管,波纹管内表面粗糙,直接影响烟丝的破碎率并且破碎率很高。
因此,烟丝不能充分破碎。
最后,风力系统中弯管及相应转角的影响。
在旧的风力系统中弯管较多,有的弯管转角较小,在送丝过程中,转角增大烟丝切丝的造碎率,大大阻碍了烟丝的顺利运输。
通过对以上这些旧的风力送丝过程对烟丝的损耗情况来看,笔者对风力送丝系统也进行了一些合理并且科学的改进工作,希望最终可以有效的减少和降低风力送丝过程中对烟丝的损耗情况。
第25卷 第2期2010年4月郑州轻工业学院学报(自然科学版)J OURNAL OF Z H ENGZ HOU UNI VERS I TY OF L I G HT I NDUSTRY(Nat u ral Science)V o.l 25 N o .2A pr .2010收稿日期:2009-10-11基金项目:云南中烟工业公司红塔集团技术改造项目(HTY20063684 3)作者简介:李向东(1966 ),男,云南省玉溪市人,郑州轻工业学院硕士研究生,红塔集团高级工程师,主要研究方向为卷烟工艺设备.文章编号:1004-1478(2010)02-0055-04卷烟机风力送丝料仓滤网及容积优化改进李向东1,2, 吴永兴2(1.郑州轻工业学院烟草科学与工程学院,河南郑州450002;2.红塔集团玉溪卷烟厂,云南玉溪653100)摘要:为解决PASSI M 12K 卷烟机料仓供丝过程中容易阻塞的问题,考虑卷烟制造过程中影响烟丝结构及烟丝损耗的因素,提出了增加卷烟机料仓容积、在内部设置斜置滤网代替水平滤网、增加滤网面积的改进措施.改进后,消除了卷烟机供料不足、滤网堵丝的现象,保证了烟丝的稳定供给和卷烟加工质量.关键词:风力送丝;卷烟机料仓;滤网中图分类号:TS43 文献标志码:AThe i m prove m ent of cigarette machi ne w i nd w ire sil ofilters and vol u m e opti m izati onLI X iang-dong 1,2, WU Yong-x i n g2(1.C olle ge of T obacco S ci .and Eng.,Zhengzhou Univ .of L i ght Ind .,Zhengzhou 450002,China ;2.Yux i Cigarette Factory,H ong t a T obacco(G roup )Co.,L t d.,Yux i653100,Ch i na)Abstract :In order to so l v e the prob le m o f the PASSI M 12K cigarette m ak i n g m ach i n e hopper feed i n g s ,the possible causes o f the i m pact ofw i n d w ire and c i g arette m aking on tobacco str ucture and tobacco consu m p -ti o n i n the process o f c i g arette m ak i n g w ere analyzed .The i m prove m entm easures are proposed to ensure the stable supp l y o f tobacco and the process qua lity of cigarette by i n creasi n g the capacity hopper ,in wh ich the i n ter nal filters are set instead of t h e leve l of oblique filters to i n crease the filter area to e li m i n ate t h e shor-t age o f feed i n g and w ire block i n g filter .K ey w ords :w i n d w ire ;c i g arette m ak i n g m ach i n e hopper ;filter net0 引言气力输送是指利用气流的动能和压力,使物料沿着一定的路线、由某一点转移到另一点的连续输送方式.风力送丝是卷烟工厂广泛采用的对卷接机组进行供丝的方式.卷烟机吸丝料仓用于将风力送郑州轻工业学院学报(自然科学版)丝系统提供的烟丝接收、暂存后再向卷接机组供应,以满足设备正常运转时的用丝需求.卷接机组的落料器是卷烟机风力送丝的一个重要部件,若卷烟机落料器料仓滤网及容积设置不当,会出现供丝不畅或滤网阻塞等情况,特别是PASSI M机型,此问题相对突出[1-5].1 风速和卷制对卷烟生产的影响根据不同工艺配方烟丝结构的特点,风力送丝系统的风速(风送风速)及主要构件集丝箱滤网等对烟丝结构和烟丝损耗影响明显,需进行优化和改进.1.1 风送风速对烟丝损耗的影响风速对烟丝损耗的影响如图1所示.图1 风送风速对烟丝损耗的影响由图1可以看出,除尘灰耗与风送风速成正比,风速越高,灰耗越大,特别是当风速超过20m/s时,灰耗增加更明显.风速在14.6m/s至18.5m/s之间,灰耗虽然随风速增加而增加,但递增量不大.风送集灰量与风送风速关系不大.综合考虑成品率的影响,风速选择在17m/s和18.5m/s之间较为理想.1.2 风送风速对烟丝结构的影响由图2对比结果表明,风送风速对烟丝结构影响不明显,整丝率风送后略有下降,碎丝率略有上升.图2 不同风速对烟丝结构的影响1.3 卷烟机落料器料仓对卷烟生产的影响图3为PASSI M12K卷烟机吸丝料仓.料仓的中上部,水平设置一个长960mm,宽130mm的抽屉式金属滤网3,将落料器分为上、下2个腔室,上腔室7为负压风室,下腔室8为烟丝贮料仓,容积V= 0.067m3,滤网面积S=0.062m2.在实际使用过程中,料仓滤网容易发生阻塞,造成吸丝不畅,供丝不足.图3 PASS I M12K卷烟机吸丝料仓由对以上数据及现象的分析得知,卷烟生产过程中影响烟丝结构和损耗的主要环节在于卷烟机的生产过程.卷烟机的落料器料仓是重要一环,研究解决料仓滤网容易阻塞、造成吸丝不畅、供丝不足的问题,对于降低卷烟消耗、保障卷烟质量具有重要意义.2 卷烟机滤网面积优化计算分析卷烟机滤网可防止风送时烟丝从料仓滤网漏走,被吸风带至风力送丝除尘器造成浪费.最常用的24目钢丝滤网,滤网钢丝直径0.2mm,滤网有效通风面积为62%.一般烤烟型混合烟丝的悬浮速度大约为4m/s,碎丝的悬浮速度大约为3m/s.当风送风速大于此速度时,在直管段烟丝可以吸送;小于此速度,烟丝不可能被吸送.所以,当卷烟机料仓滤网表面风速小于烟丝悬浮速度时,风送过程中滤网才不会阻塞[6-9].一般吸丝控制设置在料仓填充至约90%时停止.在吸丝料仓吸丝时,随料仓逐步填满,若料仓容积小,如果滤网设置位置不合理,滤网的有效通风面积会逐步减少,滤网表面风速逐步增大.改进料仓结构,采用斜置滤网代替水平滤网,增加料仓容积,可有效保持滤网在吸丝过程中的通风面积.风力送丝系统中,吸丝管直径一般选择为 =125mm,其截面积S1= R2=12272mm2562010年李向东,等:卷烟机风力送丝料仓滤网及容积优化改进设滤网表面积为S2,根据流体力学连续性方程,在不考虑卷烟机料仓漏风情况下,取最大风送风速20m/s,滤网表面最大允许风速3m/s.则S1 20m/s=S2 62% 3m/s所以,滤网最小面积S2=0.132m2滤网最小面积与料仓的吸丝控制及料仓结构有关,与滤网采用的材料和有效通风面积有关,并与烟丝结构及所选择的风送风速有关.为满足风力送丝需要,滤网面积不能小于0.132m2.PASSI M12K卷烟机吸丝料仓原滤网面积为0.062m2,远小于计算的合理面积,所以使用中会经常发生阻塞.3 卷烟机吸丝料仓最小容积的优化计算分析对于P ASS I M12K卷接机,其料斗要丝控制是等传感器检测到烟丝料仓活门关闭后2s才开始要料,当传感器检测到烟丝料位装满时,延时2s要料结束.当传感器检测到计量斗料位低于检测器时,延时3s后料斗活门打开,开启5s放料结束后活门关闭.这相当于在一个吸丝周期内,固定有10s的辅助延迟时间.设卷接机料仓吸丝时间为T,根据公式Q=0 25 D2 ! 式中,Q为气力送丝输送量;D为送丝管直径125mm;V为烟丝输送速度18m/s; 为空气密度1.2kg/m3; 为输送比0.8; 为配丝率100%.风送能力为:Q=12.72kg/m in.而卷接机平均用丝能力按照生产速度10000支/m i n计算,对于84(60+24)mm的规格烟支来讲,当烟丝水分为12.7%,单支烟质量为0.91g 时,单支耗丝比例为73.8%.则烟丝需求量为Q丝=6.72kg/m in设卷接机料仓储丝能力为L v,则有L v=Q T 1/60且L v 6.72 (T+10) 1/60料仓的最小储丝能力和最短吸丝时间分别为L v=2.375kgT m in=11.2s烟丝的自然堆积密度平均大约为90kg/m3,则最小容积为0.0264m3.由于一般吸丝控制设置在料仓填充至约90%时停止,所以最小容积应为0.0293m3,P ASS I M12K料仓设计容积为0.067m3,大于0.0293m3,理论上能满足基本要求.但此状态下没有吸丝等待时间,卷接机料仓必须随时保持工作状态才能满足生产需求,开关频繁,吸丝与不吸丝状态转换间隔时间短,风送系统稳定性差,实际生产时不能按此设置.在选择18m/s风速时,P ASS I M12K料仓的理论吸丝时间T1为T1=90 0.067 90%/Q=25.6s每次料仓吸满可用时间为48.45s,不吸丝的总等待时间为22.85s,去掉辅助延迟时间10s,等待吸丝的时间只有12.85s,吸丝时间占整个吸丝周期的52.8%,说明吸丝间隔时间太短.当卷接机料仓容积较小,短时间内(不足20s)烟丝就储满料仓,且吸丝等待时间较短时(<15s),卷接机料仓开关频繁,容易损伤密封.由于料仓容积小,在吸丝即将满时,料仓滤网处的有效通风面积减小较快,系统吸阻变化大,滤网表面风速高,烟丝与滤网接触面紧密,烟末容易被吸风带走,滤网容易被烟丝吸附造成阻塞.使用实践证明,当卷接机要丝时间超过25s 时,若料仓吸丝能基本填满,但仍有约10%的余量时,料仓滤网不会出现阻塞,卷接机料仓吸丝较均匀.当吸丝间隔时间(总等待时间)大于30s时,风送系统波动相对小,设置较为合理.考虑要丝风力送丝能力,取最大风送风速21m/s粗略计算,根据公式 ,此时风送能力为14.84kg/m i n.取最短要丝时间25s,则料仓容积V=QT0.9V60=0.0763m3每次料仓吸满可用时间为55.18s,不吸丝的总等待时间为30.18s,去掉辅助延迟时间10s,等待吸丝的时间还有20.18s,吸丝时间占整个吸丝周期的45%,说明设置较为合理.3 结语PASS I M12K料仓容积为0.067m3,小于此容积,卷接机料仓开关频繁,容易出现滤网阻丝情况,所以需进行改造.在改造时将料仓的高度、宽度加大,增加其容积.改造后的料仓见图4所示,容积为57第2期郑州轻工业学院学报(自然科学版)0.0802m 3,是原来的120%,料仓容积完全能够满足卷接机组生产的供丝需求.图4 改进后PASSI M 12K 卷烟机吸丝料仓PASSI M 12K 卷烟机料仓优化改进后,卷烟机落料器滤网面积增加,从而消除了滤网阻塞现象,降低了操作人员的劳动强度,消除了供丝不足、滤网阻塞现象,延长了滤网的使用寿命;卷烟机性能稳定可靠,保障了产品质量.参考文献:[1] 姚二民.卷烟机械[M ].北京:中国轻工业出版社,2005:421-423.[2] 张日亮,张天洲,柏世秀,等.PA SSI M 卷接机组风力送丝落料器的改进[J].烟草科技,2001(2):25.[3] 孟庆涛,张振华,吕桂芳.Y J19卷烟机落料器的改进[J].烟草科技,2007(4):25.[4] 戴石良,李国荣,袁国安.卷接机组风力集中供给方式的研究与应用[J].烟草科技,2004(10):10[5] 谢海,袁国安,李国荣.卷接机组风力送丝风速控制技术与原理[J].湖南科技学院学报,2007(4):117.[6] 黄标.气力输送[M ].上海:上海科学技术出版社,1984:12-14.[7] 王松臣.卷烟机风力送丝落料器的设计[J].包装与食品机械,2007(3):36.[8] 张雄,李国荣.烟丝气力输送系统送丝管风速的测量[J].烟草科技,2006(2):18.[9] 杨伦,谢一华.气力输送工程[M ].北京:机械工业出版社,2006:79-135.(上接第46页)[7] Chen J K ,Beraun J E ,Carney T C .A corrective s moothedparticle method for boundary val ue prob l e m s i n heat conducti on[J].Int J for Nu m erica lM et hods i n Eng ,1999,46(2):231.[8] S i ngh I V,Sandeep K ,P rakash R .The ele ment free galerk i nmethod i n three -dm i ensi ona l st eady state heat conducti on [J].Int J o f Comp Eng Sc,i 2002,3(3):291.[9]S i ngh I V,P rakash R.T he num erical soluti on of three -d i m ensi onal transient heat conducti on prob l em s using e le m ent free G a lerk i n m ethod[J].T he Int J of H ea t and T ech ,2003,21:73.[10]S i ngh I V.A nu m erical so l u tion o f com posite heat transfe rprob l em s usi ng m esh l ess m e t hod [J].Int o f H eat and M ass T ransfer ,2004,47(10-11):2123.[11]S i ngh A,Si ngh I V,P rakash R.N u m er i ca l so l u tion of te m pera t ure -dependent t her m a l conductiv i ty prob l ems u -si ng a m eshless m t heod [J].N u m er i ca l H eat T ransfe r (P art B ),2006,50(2):125.[12]S i ngh A,S i ngh I V,Prakash R.M es h l ess e l ement free Ga ler -kin method f o r unsteady nonli near heat transfer probl ems [J].Int J o fH eat and M ass T ransf er ,2007,50(5-6):1212.[13]Zhang X H,Ouyang J ,Zhang L .M a tri x free m es h l ess methodfor transi ent heat conducti on proble m s[J].Int J ofH eat and M ass T ransfer ,2009,52(7-8):2161.[14]W u X H,Shen S P ,T ao W Q .M eshl ess loca l Petrov -G alerk i nco ll ocati on me t hod for t w o -dm i ensi ona l heat conducti on proble ms[J].C M ES :Com pM odeli ng i n Eng &Sc ,i 2007,22(1):65.[15]L i u L H ,Tan J Y.Leas-t squares co llocati on m esh l essapproach for radiati ve heat transfer i n absorb i ng and scatt er -i ng m edia[J].J of Q uan ti ta ti ve Spectroscopy &R adiati ve T ransfer ,2007,103(3):545.[16]T an J Y,Zhao JM,L i u L H.M eshless me t hod f o r geo m-e try boundary i dentifica ti on prob l em o f heat conduction [J].N u m e rica l H eat T ransf e r (P art B )2009,55(2):135.[17]吴学红.无网格局部Petrov -G a l erk i n(M LP G )方法及其在传热与流动中的应用[D ].西安:西安交通大学,2009.[18]陶文铨,吴学红,戴艳俊.无网格方法在流动和传热问题中的应用[J].中国电机工程学报,2010,30(8):1.[19]L i u G R,G u Y T.A n i ntroducti on to m eshfree m ethodsand t he ir prog ramm i ng [M ].Be rlin :Spr i nge r ,2005.[20]奥齐西克.热传导[M ].俞昌铭,译.北京:高等教育出版社,1983.58 2010年。