PROTOS(ZJ17)卷烟机公司培训课件
- 格式:ppt
- 大小:7.24 MB
- 文档页数:66

ZJ17卷烟机组SRM重量控制系统性能分析目前我国烟草行业工业企业用于烟支生产的主要有常德烟草机械有限责任公司生产的ZJ17卷接机组(基于德国虹霓公司PROTOS 70机组技术),德国虹霓公司的PROTOS 1-8卷接机组、PROTOS-M5卷接机组、PROTOS-M8卷接机组等。
其中,烟支的重量控制是烟支卷制成型工序上的重要一环,烟支单支克重直接关系到烟支的内在品质,关系到消费者的品吸体验[1]。
现阶段,烟支重量控制系统主要有两种类型,一种是SRM重量控制系统,主要使用的机组为常德烟草机械有限责任公司的ZJ17机组,另一种是MIDAS重量控制系统,主要使用的机组为虹霓公司的PROTOS-M5机组等。
本文以ZJ17卷接机组为研究对象,分析SRM重量控制系统的控制原理、控制方式及维护保养方法,更好的为工厂的烟支生产提供指导。
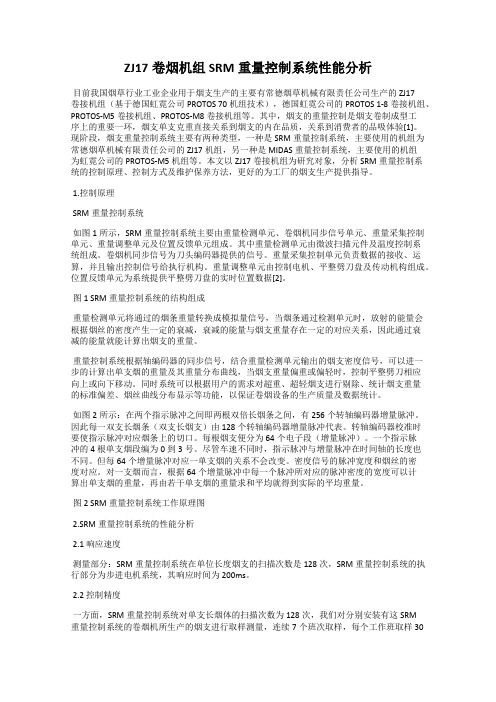
1.控制原理SRM重量控制系统如图1所示,SRM重量控制系统主要由重量检测单元、卷烟机同步信号单元、重量采集控制单元、重量调整单元及位置反馈单元组成。
其中重量检测单元由微波扫描元件及温度控制系统组成。
卷烟机同步信号为刀头编码器提供的信号。
重量采集控制单元负责数据的接收、运算,并且输出控制信号给执行机构。
重量调整单元由控制电机、平整劈刀盘及传动机构组成。
位置反馈单元为系统提供平整劈刀盘的实时位置数据[2]。
图1 SRM重量控制系统的结构组成重量检测单元将通过的烟条重量转换成模拟量信号,当烟条通过检测单元时,放射的能量会根据烟丝的密度产生一定的衰减,衰减的能量与烟支重量存在一定的对应关系,因此通过衰减的能量就能计算出烟支的重量。
重量控制系统根据轴编码器的同步信号,结合重量检测单元输出的烟支密度信号,可以进一步的计算出单支烟的重量及其重量分布曲线,当烟支重量偏重或偏轻时,控制平整劈刀相应向上或向下移动。
同时系统可以根据用户的需求对超重、超轻烟支进行剔除、统计烟支重量的标准偏差、烟丝曲线分布显示等功能,以保证卷烟设备的生产质量及数据统计。



阐述ZJ17卷烟机冷却系统引言ZJ17卷烟机为PROTOS 70国产化机组,是具有国际先进水平的卷烟设备。
ZJl7卷烟机组机电一体化程度高、检测系统完善、质量指标符合国际标准,且自控功能强、便于操作,适用于对高档烟支的卷制,为当今烟草企业主力机型,广泛应用于全国各大烟厂。
但是,在实际运行过程中,有时会出现电控系统温度超高报警,主电机过热烧毁等情况。
一方面严重影响设备的运行效率,另一方面由于温度的升高容易导致电器元件的加速老化与损坏,甚至存在一定的安全隐患。
ZJ17卷烟机本身配套一组冷却系统单元,负责为该机组所有重要功能部件提供冷却风。
其冷却系统为电控系统,主要对主电机、电器柜、烟枪床和烟枪布带进行冷却,由冷却风机M4.0提供冷却风。
参照电控系统设计原理,卷烟机主开关闭合,直流电源工作,接触器K4得电吸合,冷却风机投入运行,即送电后立即运行。
冷却风风机(44)向下列对温度敏感的装置连续供应冷却气流(如图1),主驱动电动机(45),SE变压器(46),开关柜(47),电子设备机架(48),烟枪(49),布袋轮(50),VE变压器箱(51),VE电控柜(52),重量控制单元(57)。
风压检测装置(58)为冷却风压力检测。
冷却风机安装在机体内部,外部安装防护门,过滤网罩安装在防护门上。
冷却电机由接触器K4和断路器Q4.0控制,而接触器K4由直流电源直接控制,随着机组送电启动,冷却风机运行,将冷却风吹送到各个冷却设备。
图1 冷却风机系统流程图1、冷却系统存在的问题1.1冷却终端温度过高在实际生产过程中,发现当卷烟机运行时间超过2小时后,主驱动电动机、SE变压器、VE变压器箱和重量控制单元的温度异常升高,平均能达到70度左右,有时甚至能达到80度。
如若长期在此温度下工作,电控系统就会出现工作状态不稳定和死机的情况,且主驱动电动机就有可能因温度过高而造成烧毁的严重后果。
可此时冷却系统的风压检测装置并没有报警提示,冷却风机仍在正常运行,但检查所有冷却终端却发现风力很小,部分冷却终端的冷却风甚至及其微弱,远远无法满足散热的要求。

卷接设备培训教案(6)培训课题:PROTOS70(YJ17)卷烟机主传动原理培训目标:通过培训,使学员对卷烟机传动系统组成及作用有一定的了解,结合PROTOS70(YJ17)卷烟机主传动系统图讲解分析,掌握其主传动原理。
培训重点:(1)传动系统组成及作用(2)主传动系统分析培训难点:主传动系统传动路线分析培训时间:20分钟培训进程:一、卷烟机传动系统组成及作用1、卷烟机的机械传动系统,分为主传动和副传动两大部分。
卷烟机的主传动系统一般由烟条切割传动、喇叭嘴传动、烟枪布带传动、供纸印刷传动、吸丝带传动、劈刀传动、部分供丝传动以及对接传动等部分组成。
副传动系统包括部分供丝传动、回丝传动、劈刀升降传动、风机传动、印刷调整传动等。
(①5分)2、主传动系统起主要传动作用,使主要功能机构运动同步,协调有效地工作。
副传动系统起到辅助传动作用,使相应辅助机构按照设计要求动作,完成卷烟工艺过程中必不可少的辅助功能。
(②5分)二、主传动系统分析1、卷烟机供料、吸丝成形、供纸印刷、卷制成形、切割及输送等几大组成部分的功能是相辅相成、协调一致的,因而要求运动速度保持同步关系。
根据这一要求,选用一台大功率电动机作为动力源,通过多种传动形式的相互联接,实现各部分的运动同步关系。
(①5分)2、PROTOS70(YJ17)型卷烟机主传动的主电机为一无级调速电动机,通过平皮带轮(Dl=Ø208/D2= Ø l60mm)带动主传动轴2。
(②4分)3、主传动轴将其运动一路传入刀盘传动箱。
(③3分)4、另一路通过一对斜齿圆柱齿轮(Z =34/Z=68)将运动传至轴4,然后由轴4带动转轴编码器和通过一对斜齿圆柱齿轮(Z =38/Z=76)将运动传至轴5。
(④4分)5、轴5将运动分三路传出:一路通过同步带轮(Z=34)经同步带带动同步带轮(Z=34)将运动传给轴32进人对接输出传动箱。
(⑤4分)6、一路通过同步带轮(Z =36)经同步带带动同步带轮(Z =18)将运动传至轴18。
ZJ17卷烟机跑条原因分析和排除方法针对ZJ17卷烟机在生产过程中频繁出现的跑条故障的问题,通过分析造成跑条故障的原因并总结排除方法,达到减少生产过程中跑条的次数,从而减少停机次数,提高有效作业率。
标签:ZJ17卷烟机;跑条次数;排除;有效作业率在讲节能降耗、提质增效意识的今天,设备的有效作业率显得尤为重要。
如果设备在运行中停机次数较多,就会造成设备的有效作业率降低,不仅造成原辅材料的消耗增大,而且延长了单箱生产用时,使生产成本增加。
ZJ17型卷烟机组是从德国HAUNI公司引进的PROTOS-70卷烟机技术,经消化吸收后国产化为ZJ17型卷接机组。
机组整条生产线包括VE供丝机、SE烟条成型机、YJ27滤嘴接装机HCF80装盘机等。
该机组具有结构合理,性能稳定,操作方便,生产效率高等特点,是我厂烟支生产的主力机型。
其中跑条故障是卷烟机的常见故障,成为制约ZJ17有效作业率提升的重要因素。
1 ZJ17卷烟机常见的故障“SE跑条”1.1 跑条故障分类所谓卷烟机的跑条现象是指卷烟机在卷制过程中烟条不能顺利的通过切割装置切割成烟支,并经烟支导向器、机械手装置进入接烟鼓轮,致使烟条跑出通道的故障现象。
在跑条故障中有以下四种现象极为常见:一是烟条运行平稳时出现跑条,二是烟条正常运行时烟条有跳动出现跑条,三是烟条异常且烟条内烟丝不匀或者无烟丝出现跑条,四是烟条搭口粘贴不良且爆口出现跑条。
2 故障原因分析及排除方法根据上述的四种故障现象我们将对其进行原因分析,并找出相对应的故障排除方法,从而减少排除故障的时间,提高工作效率。
2.1 烟条运行平稳时出现跑条故障原因及排除方法2.1.1 故障原因(1)布带前后位置或者盘纸纸边高低不合适;(2)盘纸纸边太低导致大压板上遗留的胶垢太多;(3)V型通道和接收鼓轮检测器积灰多,造成误检;(4)检测器灵敏度太高。
2.1.2 排除方法在日常生产中,根据在烟条运行平稳时发生跑条现象的主要原因,找出相对应的故障排除方法:(1)根据工艺技术标准及每个机组的实际情况调整布带位置和盘纸纸边的高低;(2)在实际生产中把卷烟纸边调到比胶嘴略微高一点位置;(3)开车前清理V型通道和接收鼓轮上检测器的积灰;(4)调节检测器灵敏度。
卷烟生产工艺流程培训课件1. 引言随着人们生活水平的提高和文化程度的增加,越来越多的人开始关注健康和生活质量。
卷烟作为一种常见的消费品,其生产工艺对于卷烟的品质和健康影响至关重要。
本课件旨在介绍卷烟生产工艺流程,帮助学习者了解卷烟的生产过程和相关技术。
2. 卷烟生产工艺流程概述卷烟的生产工艺流程主要分为以下几个步骤:1.原料准备:选择优质的烟叶作为卷烟的主要原料,并进行处理和调整。
2.制丝工艺:将烟叶进行破碎、发酵、蒸汽处理和切丝等工艺步骤,使其变成卷烟制丝所需的材料。
3.卷烟工艺:将制丝材料通过卷烟机进行卷烟,并进行筛选和调整。
4.包装工艺:将卷烟进行包装和加工,使之便于储存和销售。
下面将详细介绍每个工艺步骤的具体过程。
3. 原料准备卷烟的原料主要是烟叶,烟叶的质量对卷烟的品质有重要影响。
原料准备的主要步骤包括:•烟叶挑选:根据不同的烟叶品种和特性,选择适合的烟叶作为原料。
•烟叶处理:对烟叶进行初步的处理,包括除去杂质、清洗和去水等步骤。
•烟叶调整:根据不同的卷烟品牌和口味要求,对烟叶进行调配和混合,使之符合产品要求。
4. 制丝工艺制丝工艺是将烟叶进行切割和处理,制成适合卷烟制造的细条。
制丝工艺包括以下几个主要步骤:1.破碎:将烟叶进行破碎,使之适合后续的处理步骤。
2.发酵:对破碎后的烟叶进行发酵,使之具有更好的烟叶香气和口感。
3.蒸汽处理:将发酵后的烟叶暴露在蒸汽中,使之软化和增加柔韧性。
4.切丝:将蒸汽处理后的烟叶进行切丝,制成适合卷烟制造的细条。
5. 卷烟工艺卷烟工艺是将制丝后的烟丝通过卷烟机进行卷烟,并进行筛选和调整。
卷烟工艺包括以下几个主要步骤:1.卷烟机操作:将制丝后的烟丝通过卷烟机进行卷烟,卷烟机会根据卷烟的规格和要求进行卷烟。
2.筛选:对卷烟进行筛选,去除烟丝中的杂质和不合格的烟丝。
3.调整:对筛选后的卷烟进行调整,调整其喷香度和烟丝密度等参数。
6. 包装工艺包装工艺是将卷烟进行包装和加工,使之便于储存和销售。
浅析ZJ17卷烟机重量控制系统及常见故障解决方法摘要:ZJ17型卷烟机做为国内主流中速卷烟机,重量控制系统对其所生产烟支重量这一物理指标起着重要作用,本文简要介绍了ZJ17型卷烟机重量控制系统的工作原理,并以红河卷烟厂此机型运行过程中出现的常见故障进行分析,结合工作经验,针对常见故障提出解决方法以及日常维护措施。
关键词:ZJ17、重量控制、故障解决、保养方法1引言卷烟重量作为卷烟物理指标的重要组成部分,对卷烟的品质起着重要的影响,随着消费者生活水平的提高对卷烟的品吸需求也日益提高,卷烟生产企业愈来愈重视烟支的物理指标,对烟支重量此物理指标的控制也将成为吸引消费者的重要因素之一。
ZJ17型卷烟机所采用的重量控制系统为SRM重量控制系统,是烟支重量达到相对稳定的重要保障[1]。
操作、维修人员只有对重量控制系统工作原理有充分的认识,才能对所出现的重量不稳定问题更好的应对。
2 ZJ17重量控制系统原理重量控制系统主要由控制器 CPU、微波检测头、平准器电机、位置传感器、轴编码器、削减盘(俗称劈刀)、废品剔除装置等组成[2]。
其控制原理示意图如图1所示。
图1重量控制图重量控制系统是一个闭环控制系统,根据PID控制原理来实现烟支重量的自动控制,在卷烟生产过程中,重量控制系统是凭借微波传感器输出的脉冲信号和轴编码器信号计算烟支的重量[3]。
轴编码器每转动一圈,卷烟机生产出两支双倍长度的烟杆,即四支无滤嘴烟支,当卷烟机运行达到一定的速度且烟条监测器检测到烟条时,重量控制系统便投入运行。
成型烟条通过微波扫描检测时,扫描检测对烟支密度进行扫描,通过CPU运算得出测量的烟支重量,所测烟支重量与设定重量值进行比较,当测量值超出设定值范围时,控制器发出控制信号,使平准器电机正转或反转来实现平整盘与吸丝导轨间相对位置的变化。
当测量值超过设定值时,即烟支超重,平准器电机正转、平准盘相对烟丝导轨间距减小,增大烟丝削减量,实现烟支重量减小。
河南烟草工业有限责任公司ZJ17操作实用手册2014年1月修订目录第一章 ZJ17卷烟设备挡车工职责第一节挡车工岗位职责——————―――――――4第二节操作工岗位职责——————―――――――4第二章 ZJ17卷烟设备工艺质量控制第一节质量标准——————————――――――5第二节质量控制原则————————―――――--6第三章 ZJ17卷烟设备简介第一节 ZJ17卷烟设备VE机构——————――――-7第二节 ZJ17卷烟设备SE机构————————――-8第三节 ZJ17卷烟设备MAX机构————————――10第四节 ZJ17卷烟设备操作面板——————————12 第五节 ZJ17卷烟设备故障信息――――――――――13第四章 ZJ17卷烟设备操作及保养要点第一节设备日保及操作流程—————---――――-14第二节结束生产流程——————————――――19第三节生产过程保养要点——————————――19第五章 ZJ17卷烟设备操作经验第一节设备操作窍门————————————————-22第二节质量控制窍门————————————————-24 第三节设备操作不良习惯——————————————-27第六章 ZJ17卷烟设备保养规程——————————30序言PROTOS系列卷烟机由于其性能稳定、作业率高、烟支质量好、维护方便的特点,目前已成为我国烟草行业的主流机型。
2014年在行业和政府各级领导的关心支持下,为把分厂建设成为“民族地区工业形象窗口”和“精品企业”,从3月份起我厂将逐步引进九组常德生产的ZJ17卷烟机组(PROTOS70的国产机型),实现卷接设备由莫林系列向普托系列的转变,同时产量由18万箱增加到30万箱,产品定位也由过去的“中低档卷烟”生产过渡到“高中档卷烟”生产,产品结构发生质的变化。
在这样的背景下,为保证今年“技改、生产两不误”的目标,卷烟机操作维修人员如何快速学好、用好、修好、管好ZJ17这种全新的设备,成为一个制约分厂发展、体现设备管理水平的关键因素。