中频点焊及伺服焊枪控制技术解读
- 格式:ppt
- 大小:3.09 MB
- 文档页数:45
工业机器人中频交直流阻焊控制器使用说明书中频交直流阻焊控制器使用说明书目录一引言 (2)二中频交直流电阻焊接系统组成 (3)三工作方式 (5)四编程器使用 (7)五功能设置 (16)六电流递增功能、电极修磨 (17)七电流监控 (18)八自由编程输出 (19)九压力控制功能 (20)十中频交直流控制器故障及对策 (21)十一注意事项 (22)附表1 中频交直流控制器编程参数表 (23)附表2 监视参数表 (28)附表3 规范选择输入(X11-4~X11-9)与起动的规范对应关系 (29)附图1 输入输出端子接线图 (31)附图2 中频交直流流控制器与变压器接线图 (32)1中频交直流阻焊控制器使用说明书2一 引言1.1中频交直流电阻焊控制器工作原理1.2 中频交直流控制器电流波形与工频控制器电流波形对比普通工频交流50HZ ,次级电流10.0KA ,变压器圈比80 中频交直流50HZ ,次级电流10.0KA ,变压器圈比80三相交流50/60Hz 电源输入,经整流、滤波变成平滑的直流电,以IGBT/K1作开关器件产生交替的电压输出,通过调整高频(5KHz)工作的IGBT/K2的开通脉冲宽度实现设定的焊接电流输出。
中频交直流阻焊控制器使用说明书1.3 相对于普通的工频控制器,中频交直流控制器有着如下的优点:1. 三相交流电源输入,用电平衡;功率因数高;2.对相同的焊接工件,焊接时间缩短,省电;焊接稳定区加大;电极寿命增长;3.铝、镀锌板、高张力钢、不锈钢、镁合金、碳钢、钛各种材质均可焊接,焊接结果良好;4.尤其适合于三层板焊接、非常薄的材料的焊接以及精密焊接的要求;5.少飞溅;6.对电流的快速响应控制提高了焊点的质量。
二中频交直流电阻焊接系统组成如图所示:整个焊接系统由控制器、焊接变压器、工件组成。
其中控制器又包含多个部分,有电源驱动、整流部分、电容板、IGBT、以及主控板部分。
3中频交直流阻焊控制器使用说明书主要特点:1.单极性输出控制时,即在一次焊接循环过程中,电流的极性不变,相邻的两次焊接循环极性交替。
中频焊机原理
中频焊机的原理是利用中频电流产生的热能来加热并连接金属工件。
中频焊机中的关键部件是中频发生器、变压器和电极。
中频发生器产生高频电流,并通过变压器将电流升压后送入电极。
电极是通过接触金属工件来传递电流和产生热能的部件。
工件通常被夹持在电极之间,当电流通过工件时,将会产生大量的热能,使工件加热,并在一定时间内达到焊接温度。
中频焊机采用中频电流的原因是因为中频电流具有以下几个优点:
1. 效率高:中频电流可使能量更集中地传递到工件上,比直流或交流电焊更高效。
2. 均匀加热:中频电流能够实现均匀的加热,避免焊接过程中产生局部温度过高或过低。
3. 快速加热:中频电流可以快速加热金属工件,提高焊接效率。
中频焊机的原理基本如上所述,它可以广泛应用于金属焊接领域,如汽车制造、钢结构焊接等。
在使用中频焊机时,需要注意安全操作,避免触电和过热导致的危险。

点焊重要基础知识点点焊是一种常见的焊接方法,其基础知识点对于学习和理解这一技术非常重要。
下面将介绍一些关键的基础知识点。
1. 点焊的原理和特点:点焊是通过在焊接区域施加高电流和短暂的时间来形成焊接接头。
它具有快速、高效、自动化程度高等特点,适用于薄板材料和小型工件的焊接。
2. 点焊机的构成:点焊机主要由焊接电源、焊接钳、控制系统以及电缆组成。
焊接电源提供所需的电流和电压,焊接钳用于夹持工件并施加电流,控制系统用于控制焊接参数和时间,电缆连接各个部件。
3. 焊接接头的准备:在进行点焊之前,需要对要焊接的接头进行准备。
这包括清洁接头表面,去除油脂、氧化物和其他污染物,以确保焊接电流能够通过接触面。
4. 点焊参数的选择:点焊中的关键参数包括焊接电流、时间和压力。
这些参数的选择取决于所使用的材料和接头的厚度。
一般来说,焊接电流和时间的大小应根据材料的导电性、热导率和厚度来决定。
5. 焊接过程的控制:在点焊过程中,需要确保电流的正确传输和持续施加,温度的适当升高以及接触面的紧密结合。
控制系统可以通过传感器和反馈机制来监测和调整焊接过程中的参数,以确保焊接质量。
6. 焊接后的处理:焊接完成后,需要对焊接接头进行后处理。
这包括修整焊接点的凸起部分,清除焊渣和氧化物,以及进行必要的表面处理,例如研磨、抛光或涂层。
以上所述只是点焊的一些重要基础知识点,实际上,点焊还有很多进阶技术和应用领域,例如电阻焊、脉冲点焊等。
通过深入学习和实践,我们可以进一步了解和掌握这一重要的焊接技术,为应用于工业生产中的焊接操作提供支持。
![NIMAK公司中频凸、点焊机技术性能简介[1]](https://uimg.taocdn.com/7d744e01a6c30c2259019e6f.webp)
NIMAK公司中频凸/点焊机技术性能简介一、中频点焊1、中频点焊发展的原因(1)弧焊逆变电源的成功应用必然扩大到点焊弧焊逆变电源是70年代末期80年代初期问世的一种节能焊机,它的问世誉为焊接电源的革命。
世界各国竞争相互开发换流原件诸如:◆大功率晶体管◆功率场效应管MOSFET◆晶闸管◆可关断晶闸管GTO◆绝缘栅极晶闸管IGBT,它有:MOSFET的高输入阻抗,高开关速度20KH Z以上GTO的低饱和压降高电流密度而且IGBT已向智能化模块方向发展,已经有:内置功能-连接功率器件和控制电路接口以及过热、过流保护电路。
脉宽调幅PWM(pulse width modulation)控制线路-上/下电路信号的分配电路。
过载保护过压保护等(2)三相次级整流焊机的失败。
(3)IGBT扩大智能化模块新一代产品不断推出和快恢复整流二极管(SHOTTKY BARER DIODE)容量的增加使中频点焊的负载持续率由6%—10%—16%—现今大部分厂的20%。
注:德国BOSCH公司的EXPERT的MF焊接变压器负载持续率已达到50%,但ISO尚无统一标准。
2、中频点焊逆变器与弧焊逆变器工作状态的差别大功率弧焊电源不能突破10KA大关,而中频点焊机200KVA (NIMAK PMP-6-2/100FM)最大焊接电流达到54KA。
两者相比有以下不同点:◆点焊没有空载过程弧焊的负载由无穷大到0和到额定负载的波动所产生的过度过程对逆变器产生不利的影响。
◆点焊负载过程中的焊接电阻变化比起回路阻抗可以忽略不计,而弧焊电源波动所引起Z f变化有几百倍或上千倍的变化,而且是电抗性的负载。
◆点焊时在恒流段工作,点焊逆变器外特性曲线外拖突然截流也就是最深的负反馈频率不变,逆变器工作最稳定。
3、中频点焊机本质上包括三大部分:一个三相整流器,一个绝缘栅极晶闸管组成的桥式逆变器通过中频焊接变压器将高压信号降至适合点焊的低压,再全波整流在二次侧产生焊接电流。
先进的WTC/MEDAR中频直流阻焊技术陈建平摘要: 随着技术进步和成本降低, 中频直流电阻焊近年来得到进一步的推广. 本文回顾了中频直流电阻焊的主要优点. 介绍了WTC/Medar 新型GWS-2D系列控制器(它配备了第5代逆变器, 5000系列时调器, 以太网编程器, 网关联网通信以及用于保护手工操作连变压器焊钳的安全接地故障安全系统). 查阅了一个新的适应控制点焊方法—恒热量控制. 该方法的概念是基于通过反馈补偿使形成一个焊点的实际热量达到预先设定的目标热量. 关键词:中频直流, GWS-2D 控制器, 第5代逆变器, 5000系列时调器, 恒热量控制.Abstract: With the progress in technology and reduction in cost, MFDC welding systems are gaining more popularity in recent years. Main benefits of MFDC welding are reviewed. Introduced WTC/Medar new GWS-2D Series Control equipped with 5th generation inverter, 5000 Series Timer, Ethernet DEP, Gateway network communication, also Ground Fault Safety System for protection on manual operated transguns. Finally examined a new adaptive spot welding system Constant Heat Control (CHC) based on the concept of achieving actual heat quantity in forming a spot weld equals to pre-determined target heat quantity for that weld through feed back compensation.Key words: MFDC, GWS-2D Control, 5th Generation Inverter, 5000 Series Timer, CHC前言随着中频直流电阻焊技术的不断进步和成熟, 加上成本的降低, 近年来在汽车, 航空航天, 日用电器, 化工等各工业部门都得到了迅速的推广. 美国三大汽车厂都有改造规划, 要用中频直流来替代工频. 对于中频直流电阻焊的优点, 早已被大家一致公认, 原来阻碍进一步推广的主要原因在于成本太高.WTC/MEDAR公司通过几年来的不断努力, 在可靠性, 电流容量和降低成本上都有所突破, 新推向市场配有第五代中频直流逆变器的 GWS-2D 系列.,不但在成本上有显著降低,同时在技术和人性化设计等方面都有很大的进步:在控制器连网上采用了网关(GATEWAY)技术, 可利用工厂的以太网(ETHERNET)实现控制器之间的通讯, 免去了过去的焊接支持系统(WSS)需要重新架设局域网网络的麻烦.在焊点质量控制方面, 除了WTC/MEDAR控制器软件固有的优点和热膨胀反馈控制(TFF) 以外, 正在进一步完善新的恒热量控制系统(CHC). 该系统在美国福特汽车厂二条生产线上考核中已显示了它独特的优越性.为了方便不同语言习惯的操作者使用, 该系列产品可以显示八国文字, 包括中, 英, 法, 德, 意, 西, 葡, 韩.WTC 公司是一个集研发、设计、制造于一体的综合性公司。
中频逆变点焊机使用手册I S O 9001:2000认证企业 N O:C N A B 038--Q苏州市信华焊接设备有限公司售后服务联系方式苏州市相城区瑞研焊接技术服务部苏州市信华焊接机械设备有限公司EUIYAN WELDING EQUIPMENT SUZHOU XINHUA WELDING EQUIPMENT CO.,LTD TEL:0512—65994659FAX:6599464913404243158(沈先生)苏州市相城区渭塘镇凤凰泾工业区苏州市相城区渭塘镇凤凰泾工业区非常感谢您选择【信华焊接设备】系列电阻焊设备!使用前请认真阅读本说明书,以便可以正确使用。
目录1.使用须知……………………………………………………2-32.引言………………………………………………………4-73.接线端子说明…………………………………………….7--84.编程器是送说明……………………………………….9--115.编程器异常错误处理…………………………………12-126.参数数值设置参考……………………………………13-137.焊接时序图……………………………………………14-148.控制板接线说明…………………………………………15-189.部分型号主要规格说明………………………………19-1910.设备安装…….…………………………………………19-2011.焊前准备………………………………………………20-2112.测试焊接……………………………………………21-2113.焊机的维护与保养……………………………………21-2114.焊接不良与解决指南…………………………………22-2215.焊机故障与一般排除…………………………………22-2316.气路连接示意图……………………………………..24-2417.气路图…………………………………………………24-2418随机附件……………………………………………….25-2519售后服务……………………………………………….25-25免责声明:请在您购买本公司产品后认真阅读本说明书,本说明书为您提供微电脑脉冲点焊机之安装、操作及维修资料,若因未按本说明书相关安装、操作、维修说明所导致出现的一切不良后果,本公司概不负责!一、使用须知信华焊接设备制造有限公司是国内最早以设计、开发、生产、销售服务于一体的电阻焊机械制造高科技企业。
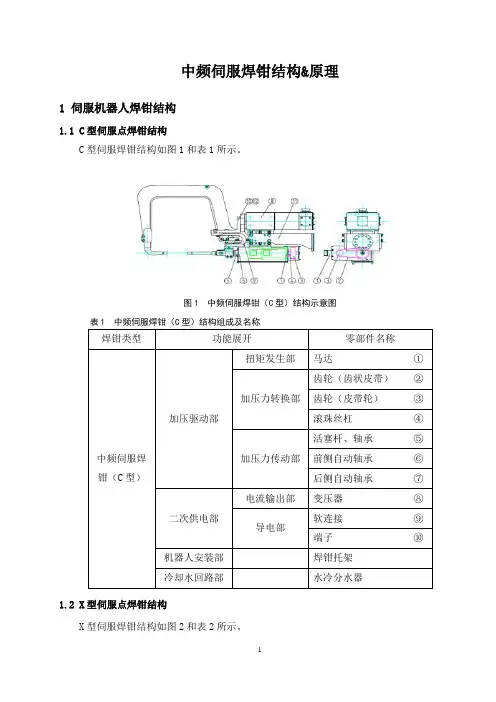
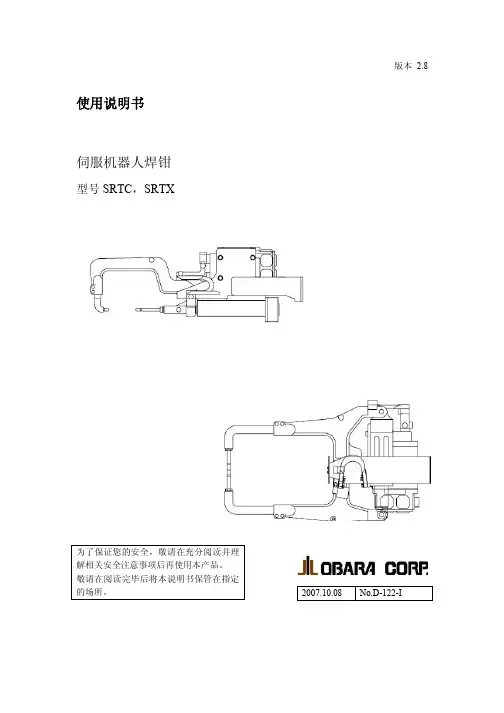
中频伺服焊钳结构&原理1 伺服机器人焊钳结构1.1 C型伺服点焊钳结构C型伺服焊钳结构如图1和表1所示。
图1 中频伺服焊钳(C型)结构示意图1.2 X型伺服点焊钳结构X型伺服焊钳结构如图2和表2所示。
图2 中频伺服焊钳(C型)结构示意图表2 中频伺服焊钳(X型)结构组成及名称2 中频伺服焊钳加压原理2.1 加压状态动作过程详见图3,伺服点焊钳移动侧电极帽由机器人第7轴伺服电机驱动,固定侧电极帽由机器人其余6轴伺服电机驱动,两者同时接近工件,同时接触工件表面。
图3 中频伺服焊钳双侧电极同时接触工件的加压过程2.2 打开状态动作过程详见图4,伺服点焊钳移动侧电极帽由机器人第7轴伺服电机驱动,固定侧电极帽由机器人其余6轴伺服电机驱动,两者同时远离工件。
图4 中频伺服焊钳焊接完成打开过程伺服点焊钳移动侧电极帽由机器人第7轴伺服电机驱动,固定侧电极帽由机器人其余6轴伺服电机驱动,两者都由控制器精确控制,能够实现同时运动,同时接近工件,同时接触工件表面。
这就是机器人伺动点焊钳优越性能的来源。
伺服点焊钳可以进行全方向的平衡处理,伺服点焊钳的平衡动作由机器人主体轴进行控制(6轴),因此不需要向气动点焊钳那样需要弹簧等平衡装置。
2.3电极修磨焊钳电极表面容易氧化形成氧化膜,并且在使用中也会随着打点次数增加而有所损耗,影响焊接质量,所以需要对电极进行修磨以避免产生不合格焊点。
自动线电极修磨方式一般分为整线修磨和计点修磨两种,并且在修磨后由于电极截面增大,需要焊接控制器逐级增大焊接电流以保证焊接质量。
整线修磨:整线的机器人完成一定量的台车数量后,结束循环,统一进行修磨;计点修模:由焊接控制器计打点数,当步增电流达到最后一步,且本次递增后的焊接点数也已经完成,在机器人完成当前循环之后,进行单台机器人焊钳的修磨,待修磨完成后,焊接控制器打点数量及步增电流复位。
电极修磨后的磨损量:在焊钳修模后,需要通过焊钳空打以及焊钳打板两个步骤让机器人自己计算出两侧电极的磨损量。
目录第一章概述 (1)1.1FANUC机器人伺服枪功能的特点 (1)1.2基本规格 (1)1.3 伺服焊枪的组成部分 (1)1.4控制方法 (2)第二章伺服枪的初始化设置 (3)2.1 伺服枪轴初始化安装 (3)2.2 设置坐标系 (8)2.2.1 焊枪安装在机器人上的情形 (8)2.2.2 焊枪固定在地面或工作台上的情形 (8)2.3 伺服枪设置 (9)2.3.1 焊枪零位设置(Gun Master) (9)2.3.2 焊枪关闭方向设置 (10)2.3.3 焊枪轴限位设置 (11)2.3.4 焊枪自动调节 (13)2.3.5 压力标定 (15)2.3.6 工件厚度标定 (16)第三章焊接设置 (18)3.1 点焊I/O (18)3.1.1 点焊系统基本术语 (18)3.1.2 点焊I/O及其设定 (19)3.2 伺服枪设定 (24)3.2.1 伺服枪设定画面 (24)3.2.2 伺服枪一般设定画面 (24)3.2.3 焊枪行程极限的更改 (26)第四章手动操作 (28)4.1 手动加压 (28)4.2 手动行程 (30)4.3 手动焊接 (32)4.4焊枪点动操作 (33)第五章编程 (35)5.1 点焊指令 (35)5.1.1 点焊指令格式 (35)5.1.2 焊接顺序 (41)5.1.3 示教位置 (42)5.2 其他指令 (42)5.2.1 加压动作指令 (42)5.2.2 压力指令 (43)5.2.3 焊枪零位调校指令 (44)第六章焊嘴磨损补偿 (45)6.1 概述 (45)6.2 2步方式 (45)6.2.1 准备工作 (45)6.2.2 测量方法 (46)6.3 单步方式 (48)6.4 焊嘴磨损补偿功能的设定 (50)6.4.1 焊嘴磨损检测设定 (50)6.4.2 焊嘴磨损基准值设定 (52)6.5 恢复步骤 (53)6.5.1 恢复焊枪零位数据 (53)6.5.2 焊嘴破损时的恢复 (54)6.6 焊枪行程极限补偿 (55)附录 SVGN报警代码 (57)第一章概述1.1 FANUC机器人伺服枪功能的特点全面支持伺服枪专用功能(手动操作、点焊自动路径生成、焊极磨损补偿等);可以自动生成最适合于点焊的最佳路径;与气焊枪的操作类似,便于掌握。
伺服焊枪技术在高强钢电阻点焊质量控制中的应用随着汽车轻量化与车身安全性要求的不断提高,以热镀锌双相高强钢为代表的先进高强钢(Advanced High Strength Steels, AHSS),以其强度高、成型性能好、能量吸收率高、初始加工硬化速率高和防撞凹性能好等综合优势,迅速发展为汽车制造中应用前景最为看好的轻量化材料之一。
2005年先进高强钢在汽车工业用钢中的比例为12%,预计2015年这一比例将增至50%。
随着高强度钢板等轻量化材料在车身中的广泛应用,在生产条件相对恶劣的汽车装配生产线上,点焊接头质量的不稳定及其检测评价标准有待制定的问题日益突出。
由于高效率、低成本的电阻点焊技术在车身装配过程中的占比相当大,先进高强度钢板的点焊质量问题已受到国内外研究学者的密切关注。
相比传统普通低碳钢板,由于先进高强度钢的特殊物理化学属性,其焊接工艺性能较难控制,焊接窗口狭窄、电极磨损剧烈、飞溅严重等问题相对突出,通常需要更高的焊接电流、电极力与焊接时间。
然而,电阻点焊是一个多变量耦合的高度非线性过程,点焊的形核处于封闭状态,与此同时,对点焊过程有影响且在焊接期间难以检测的偶然因素较多,使焊点质量评价参数(熔核尺寸、焊点强度等)无论在焊接期间还是焊后都无法直接观测。
先进高强钢在车身中的应用现状目前,全球各类轿车的平均重量在1.2~1.4吨之间,若能全部应用先进高强钢,大约可减重15~20%。
在著名的超轻钢车体计划ULSAB(Ultra Light Steel Auto Body)中,通过大量使用先进高强钢,在不增加成本的前提下大幅提高了车身强度,静态弯曲刚度增加52%,静态扭转刚度增加80%,特别是车重减轻25%,且不需要增加补强部件。
在另一个轻量化项目PNGV(Partner Ship for a New Generation of Vehicles)中,车身质量减少了40%,平均每百公里油耗可由9L降至3L。
点焊操作的原理与工艺控制概述:本文详细介绍了点焊机的工作原理、操作方法、工艺控制、质量检验等,对制造工艺上的点焊操作具有重要的指导意义。
关键词:点焊机焊接热传导点焊工艺在电子产品生产中,点焊机是基本的也是重要的设备之一。
目前电子产品生产厂家使用的点焊机有美国凯斯公司生产的,也有国产的。
由于没有系统化介绍点焊方面的资料,故点焊质量较难把握。
本人在使用点焊机的过程中,总结出以下几个影响点焊质量的因素,供大家参考。
点焊可分为双面点焊法和单面双点焊法。
在作为导线的带状金属(如镍带)与其它金属外壳的原料(如电池)进行连接的加工中一般用单面双点焊法。
模型如图1(b)所示:一、点焊原理点焊的原理是给电极加上一定的压力,由于电极的作用,熔接电流在极短的时间内由电源流至金属板,这时产生的热量使金属熔化后焊接在一起。
若焊接电流为I,金属板的固有电阻为R1,材料间的接触电阻为R2,通电时间为T,则发热量的计算公式如下:Q=I2(R1+R2)T (1)在实际点焊过程中,还要考虑散热量H。
则用于金属板焊接的能量E=Q-H=I2(R1+R2)T-H (2)由公式(2)可以看出散热量越大,则用于金属板焊接的能量就越小。
影响散热量的因素主要有两个方面:被焊接物自身固有的热传导系数和受被焊接物自身厚度影响的热容量。
1、被焊接物自身固有的热传导系数。
热传导系数表示的是材料的(包括电极)热传导速度。
导热速度快,散热就越大。
简单地说,导热率高的材料不易焊接。
相反,导热率低的材料则容易焊接。
作为材料(金属板)的物理特性,可以说固有电阻大、且对热率低的材料才适宜焊接。
各种金属的物理特性如下表所示。
金属与合金固有电阻(μΩ- ㎝) 融点(℃) 导热率(J/m.s.K)纯铁9.8 1540 80.3铜 1.72 1083 398银 1.62 960 427金 2.4 1063 237镍7.24 1455 90.5钼 5.6 2625 138钨 5.5 3410 178碳素钢(含C0.6%) 16-18 1430 50不锈钢(SUS32) 70 1415 14磷青铜5%(Sn.P) 2-6 1050 85黄铜30%(Zn) 5-7 1065 119锌白铜17-41 34备注:①碳素钢、不锈钢、锌白铜等合金,其组成(各金属含量)不同,固有电阻、导热率等物理特性也不同,要加以注意。
逆变式中频点焊机原理简述【摘要】本文所介绍的点焊机控制器将调压,储能,逆变和计算机技术结合起来使其具有焊接性能良好;电流调节范围宽;焊接中对电网无冲击;控制器成本不高等特点,文中重点介绍了逆变部分的工作原理。
【关键词】调压;储能;逆变;恒流1.前言本文介绍了调压储能逆变式中频点焊机控制器。
该控制器将调压,储能,逆变和计算机技术结合起来,除了具备焊接牢固,不炸火(无飞溅)基本要求外,还有以下特点:对电网无冲击,无污染;控制器价格较低(不须价高的大电流肖特基整流器);电流调节范围宽;该控制器特别适合焊接灯丝等精细物件和在供电容量不大的非工业区使用。
2.系统组成焊机主要部分组成2.1 整流滤波部份,由二极管D1-D4及电容C1组成,其功能为将220V交流变为直流电压U1。
2.2 斩波,调压,储能部份:由IGBT(绝缘栅双极晶体管)S1,D5,L,D6,C2及电压反馈组成,其功能为将直流电压U1调至所需直流电压U2并存储在电容C2中。
2.3 逆变部份,由IGBT 管SA,SB,SC,SD,变压器T及电流反馈单元组成。
其功能为将直流电压U2变为500HZ的恒流中频交流电并由T输出。
2.4 计算机控制,键盘,显示,电源部份:由单片计算机及相关电路组成,为整机的控制中心。
负责各种参数输入,显示,储能电压调节,逆变频率,输出电流控制,过流保护等。
电源部分提供上面所需的各种电压。
2.5 基本工作过程(见图1)。
计算机接收到焊接信号后,进入电流输出程序,将储能电容C2上的电能转换为具有恒流特性的中频电流输出,进行焊接。
在整个程序运行中,只要储能电容C2上的电压低于设定电压,斩波调压部分就开始工作给C2充电,达到设定电压后,自动停止。
3.控制器主要部分工作原理3.1 斩波调压,该部分的功能为将直流电压U1调至所设定直流电压U2并存储在电容C2中。
当计算机检测到储能电压U2低于设定直流电压时,输出脉冲串使S1导通给C2充电,达到设定电压后,停止工作。
完美的焊接设备控制技术随着现代科技的不断发展,焊接技术已经成为了工业生产中重要的一个环节。
为了提高焊接设备的效率和自动化水平,焊接设备控制技术也不断在发展。
本文将介绍一些可以提高焊接设备控制技术的方法,以帮助工业生产更加顺畅高效。
随着焊接技术的不断进步,焊接设备控制技术也不断发展。
以下是一些焊接设备控制技术的主要发展趋势。
1. 智能化智能化是焊接设备控制技术最主要的发展趋势之一。
通过引入各种智能化技术,如自动化控制、自适应控制以及人工智能等,可以使焊接设备实现更加精准的控制,提高效率和质量。
2. 数字化数字化也是焊接设备控制技术的一个重要方向。
通过数字化技术,可以实现焊接设备的远程控制、监控和数据采集等。
这将为焊接设备的操作和维护提供更加便利的方式。
3. 非接触式控制传统的焊接设备控制技术通常需要人工接触或者使用接触式的传感器来完成焊接过程的控制和监控。
而非接触式控制技术可以通过使用激光或者红外线等技术,实现焊接过程的精准控制和监控,从而提高生产效率。
焊接设备控制技术可以广泛应用于各种不同类型的焊接设备中。
以下是一些常见的焊接设备及其所使用的控制技术。
1. 电弧焊电弧焊是一种常见的焊接方法,通常使用的控制技术包括恒流控制、恒压控制、双路控制以及锁相控制等。
2. 激光焊接3. 气体保护焊焊接设备控制技术的实现方法涵盖了各种不同的技术,以下将介绍一些主要的实现方法。
1. 传感器传感器是一种重要的焊接设备控制技术实现方法。
通过使用各种不同类型的传感器,如低功率激光测距传感器、压力传感器和温度传感器等,可以实现焊接过程的准确控制和监测。
2. 控制器3. 软件焊接设备控制技术的优点主要包括以下几个方面。
1. 提高生产效率通过使用各种不同类型的焊接设备控制技术,可以实现焊接过程的自动化和智能化控制,从而提高生产效率和减少生产成本。
焊接设备控制技术可以实现焊接过程的精准控制和监测,从而提高焊接产质量和稳定性。
02-中频焊接控制器原理(侧重电路原理)1、中频焊接控制器基本原理中频点焊焊接控制器的主要作用就是把工频三相电源转换为稳定的中频单相电源,电压从380V(线电压380V,相电压220V,线电压提高到514V(三相桥式整流,不包含滤波,输出电压为1.35倍的线电压,即380*1.35=514V),频率从50Hz提高到1000Hz以上,再通过焊接变压器转换和整流,变成需要的直流电流供点焊焊接使用。
上述原理称为中频逆变直流,其电路原理图如下图所示:图1 中频逆变直流电路原理图(使用Protel DXP制图)图1的电路中实现逆变的关键元件是IGBT(Insulated Gate Bipolar Transistor,绝缘栅双极型晶体管),这种器件利用制作集成电路的方法,由BJT(双极型三极管)和MOS(绝缘栅型场效应管)组成的复合全控型电压驱动式功率半导体器件,兼有MOSFET的高输入阻抗和GTR的低导通压降两方面优点。
它可以承受高达数千伏的电压,并且可以控制高达数千安培的电流。
2、三相桥式整流基本原理图2 三相桥式整流电路首先分析整流电路,整流电路把三相交流电转变为直流电,就是由六个整流管组成的全波整流电路,三相全波整流电路如图2所示。
一般三相全波桥式整流电路已经做成了集成化电路,成为一个固定电压、固定电流的三相全波整流块。
它的输入端接上50Hz、380V线电压的三相交流电,它的输出端就会有整流后的直流输出。
为了分析整流电路的工作原理在图3中画出了三相的相电压的图(只体现三相电源各相之间的相角关系,未体现三相电频率)。
作用在6个整流二极管上的电压是线电压,也就是uab?ua?ub,ubc?ub?uc,uca?uc?ua。
这里线电压的波形相当于任意一瞬间t1两个相电压相减。
图3 三相电压输入波形(使用Matlab制图)将波形图提取出来,如图4所示。
图中所标注的点划线为t1时刻示意。
分析1—6号整流二极管导通的情况:对于1、2、3号二极管,有一端接在一起(E+端口),当三相交流电作用在管子的另一端时,哪个二极管能导通取决于1、2、3三个整流管所接的电压哪个电位最高。