机器人伺服焊枪培训教材(修改)
- 格式:doc
- 大小:2.17 MB
- 文档页数:78
松下工业机器人机器人教学GII 系列操作虎之卷WG ・G2/GXP/控制器 VR2/TA 机器人本体YA-1NC/YA-1PC/YA-1QC 系列松下焊接系统(株)机器人教学200603(K)- 目 录-①示教器说明1・各种功能键的说明2・正确手持示教器图解3・ID输入4② 手动操作・操作方法5・连续移动和微动6-7・微动量的设定7・暂停・紧急停止7③ 示教(如何新建程序)・示教和移动速度8・如何进入示教模式・如何登录示教点9・登录示教点及窗口界面10・退出示教11・示教时的用户功能键・ 『手腕插补CL』 11・示教的详细设定12・示教时的扩展设定内容12④ 文件(程序)的确认・修改(跟踪 )・继续示教时13・从文件中选择时14・退出文件确认・修改・ 『文件的排序』 15・跟踪时的作业内容(添加・修改・删除) 16-17 ・退出跟踪・返回窗口界面18・跟踪的速度18⑤ 圆弧的示教・圆弧插补(正确的示教方法・错误的示教方法・删除) 19⑥ 摆动的示教・示教方法20-21 ・摆动类型・跟踪前进后退动作22・摆动的删除・没有完全删除时的动作・计时器23・摆动的限制23⑦ 焊接区间的定义・焊接开始点・中间点・结束点的命令(焊接区间内改焊接规范) 24⑧ 编辑・文件(程序)的读出和结束25・光标移动的注意点26・命令的修改(ARC-SET,ARC-ON)・命令的删除27・命令的追加(输出ON,OFF,输入等待) 28・命令的追加(等待时间),修改(等待时间) 29・窗口内数值的修改30・用MDI操作修正位置30・示教点的排列・替换(包括焊接规范/速度等全部替换) 31⑨ 运行・启动方式・焊丝点动/检气・运行的限制32运行及运行中的修改33⑩ 追加+α的说明目录34.α1-1启动方式(设定) 35 α1-2启动方式(输入分配) 36 α1-3启动信号时机和连接端子37 α1-4主程序启动方式38 α2 登录待机位置和读出文件39 α3 标签(注释)的粘贴40 α4 文件编辑功能(剪切/复制/粘贴) 41 α5 以前机器job启动方式的继承 4 2①示教器的说明1.各种功能键的说明(-)上(+)右转换键 左转换键 安全开关TP正面TP背面2.正确手持示教器图解(将示教电缆缠在手臂上可以拿得更稳、更安全)3.ID输入●ID输入(发货时已设定为自动登录)・<ID输入界面>※没有出现ID输入界面时・在设定窗口 | 输入用户ID 「robot」(半角英文小写字母 (可以从参考中选择)・在设定窗口 | 输入登录密码 「0000」(半角数字)◎标准设定 (系统管理员级别)用户ID robot 密码 0000输入错误时可使用 BS(退格键)【自动登录的设定】设定 → 管理工具 → 用户管理→ 自动登录 界面内设定自动登录 (选择自动登录有效)设定ID设定管理工具用户管理自动登录【界面内设定】自动登录 有效 无效直角方向移动焊枪端部固定机器人运行工具标准运动工具中心(任选)移动时推荐变化角度时推荐切换坐标2)机器人移动①一边按着坐标系图标一边转动拨动按钮低速移动时 中速移动时 高速移动时* 根据拨动按钮的转动量使运行速度改变 (MAX15m)②or or* [+/-]键与界面右上方的“高”、“中”、“低” 的速度相对应(限制速度以下)速度的值在More 菜单的示教设定界面上进行设定3)个微动量个微动量+直角 T・P显示直角 ++・-键 运行标准速度 高 30m(限制15m) 中 10m(10m速度) 低 3m(3m速度)※3 ※3※1※2※1※2【示教详细设定】 与P12相同微动移动量 0.01mm ~9.99mm5.微动量设定 1)2) 3)4)※45)6.暂停 动作暂停后 ※7可以重启7.紧急停止 ※8将伺服电源关闭,动作安全停止 伺服打开后,可以重启、运行*在操作中 OK + 和是相同的操作。
川崎机器人伺服焊枪标定一.设定参数:1.打开辅助功能界面,如下图:2.伺服焊枪机械参数设定:点焊---伺服焊枪机械参数设定,如下图:如果设置焊枪1,射枪编号就写1伺服焊枪类型:普通枪(换枪选双枪)。
动作范围:上限按照焊枪参数表上的填写,下限一般情况下都是-200mm分辨率:转速比(马达转一圈焊枪走的行程)/8192=0.00.…然后在第一位不是0的数字开始,后面加上小数。
分辨率指数:小数点后移N位就是10的负N次方。
例:10.4(转速比)/8192=0.0012695=1.2695X10「分辨率就是1.2695分辨率指数填3。
动作方向:负(正方向开枪,负方向关枪)。
最高速度按照表格里面的填写,加速时间及以下4个都是0.05下面是焊枪参数表,每把焊枪都自带的。
3.伺服焊枪的的设定在示教器上打开辅助——点焊——伺服枪设定——射枪编号,如下图所示:间隙如果焊枪行程大于35mm两个参数都设为10.0mm,如果小于35mm设为5.0mm加压力:示教设为0.980长此磨损检测时0.98KN工具的+Z方向设为关闭,E系控制柜都选关闭,和枪关闭方向一致粘连检测粘枪时的检测,这个功能应该不能使用压入速度设为10mm/s加压前间隙可动侧,不动侧均为10加压后间隙可动侧,不动侧均为10伺服焊枪加压等待时间:焊接时10ms内焊枪没有打开时会报警。
枪尖接触信号:焊接时会发出的信号,可以用作防止焊枪不焊接。
研磨时的加压力:0.98KN焊枪修模时的压力。
研磨时的加压时间:修模时加压的时间一般1-1.2秒就够了。
最大加压限制值maxelectricforce4.000KN(根据参数表)4.加压力调整数据:打开辅助——点焊——加压力调整数据——射枪编号,如下图所示:根据此图设置上图?"设定加压力可和“值西画内苕,登陆、保存、选定时压力划值电疣值0.9803 1.4705 2.4508 3.43010 3.92012MAX=4根据参数表013 实际值由压力表测出5 .加压力补偿只填第一个空基准压力焊枪的最大压力与2.450KN 写小的那个(为了焊枪安全) 6 .磨损量检测出理四巴士理”*2*5*卬以&KN/3A-5irl 画工raxrwjI i 而£31[WJ小i1AICN/1QA J5KN/HA 口冉8*阿14独/竺]T4可记 |O r 9«K^/JAIO.9SMN/1AL7KM/1切7«^^ZdSKH/M 9.加空1业:永S41?7两麻fiA [1-4ZKN/SAp.*SKM/8AAfJ.45Kh/flLA ■大KH/KJAwpyiajj3jMN/lQ^I4itIX ;1OAiijji容许磨损量如果焊枪行程大于35mm两个参数都设为10.0mm,如果小于35mm设为5.0mm当前磨损量不用设置根据磨损检查自动生成铜板磨损基准值不变检测时的磨损率均设50%磨损信号复位信号可动侧和固定侧可以是同一信号磨损出错输出信号和磨损信号复位信号两侧可以填同一个信号磨损出错信号输出等级如果可动侧和固定侧最大磨损量允许为10mm,输出等级80%,磨损超过8mm就报错。
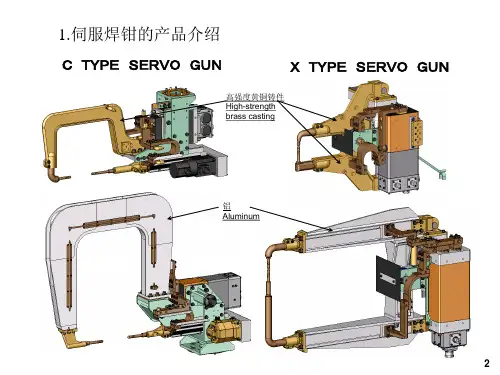
目录第一章概述 . (1)1.1FANUC 机器人伺服枪功能的特点 (1)1.2基本规格 . (1)1.3 伺服焊枪的组成部分 (1)1.4控制方法 . (2)第二章伺服枪的初始化设置 ............................................................................................3 2.1 伺服枪轴初始化安装 ..................................................................................................3 2.2 设置坐标系 ..................................................................................................................8 2.2.1 焊枪安装在机器人上的情形 (8)2.2.2 焊枪固定在地面或工作台上的情形 (8)2.3 伺服枪设置 (9)2.3.1 焊枪零位设置(Gun Master . ........................................................................... 9 2.3.2 焊枪关闭方向设置 ............................................................................................. 10 2.3.3 焊枪轴限位设置 ................................................................................................. 11 2.3.4 焊枪自动调节 ..................................................................................................... 13 2.3.5 压力标定 ............................................................................................................. 15 2.3.6 工件厚度标定 ..................................................................................................... 16第三章焊接设置 . ............................................................................................................. 18 3.1 点焊 I/O . (18)3.1.1 点焊系统基本术语 (18)3.1.2 点焊 I/O及其设定 . (19)3.2 伺服枪设定 (24)3.2.1 伺服枪设定画面 (24)3.2.2 伺服枪一般设定画面 (24)3.2.3 焊枪行程极限的更改 (26)第四章手动操作 . .............................................................................................................28 4.1 手动加压 ....................................................................................................................284.2 手动行程 .................................................................................................................... 30 4.3 手动焊接 .................................................................................................................... 32 4.4焊枪点动操作 . ......................................................................................................... 33第五章编程 . ..................................................................................................................... 35 5.1 点焊指令 .. (35)5.1.1 点焊指令格式 (35)5.1.2 焊接顺序 (41)5.1.3 示教位置 (42)5.2 其他指令 (42)5.2.1 加压动作指令 (42)5.2.2 压力指令 (43)5.2.3 焊枪零位调校指令 (44)第六章焊嘴磨损补偿 ...................................................................................................... 45 6.1 概述 . ...........................................................................................................................45 6.2 2步方式 . ....................................................................................................................45 6.2.1 准备工作 .............................................................................................................45 6.2.2 测量方法 .............................................................................................................46 6.3 单步方式 ....................................................................................................................48 6.4 焊嘴磨损补偿功能的设定 ........................................................................................50 6.4.1 焊嘴磨损检测设定 .............................................................................................50 6.4.2 焊嘴磨损基准值设定 .........................................................................................52 6.5 恢复步骤 ....................................................................................................................53 6.5.1 恢复焊枪零位数据 .............................................................................................53 6.5.2 焊嘴破损时的恢复 .............................................................................................54 6.6 焊枪行程极限补偿 .................................................................................................... 55附录 SVGN 报警代码 . ................................................................................................57第一章概述1.1 FANUC 机器人伺服枪功能的特点全面支持伺服枪专用功能(手动操作、点焊自动路径生成、焊极磨损补偿等 ; 可以自动生成最适合于点焊的最佳路径;与气焊枪的操作类似,便于掌握。