第1112课 硬质合金钻头 群钻
- 格式:pptx
- 大小:325.26 KB
- 文档页数:32
硬质合金钻头规格硬质合金钻头种类内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展硬质合金钻头规格硬质合金钻头种类硬质合金钻头可分为整体硬质合金钻头、焊接式硬质合金钻头、硬质可换刀片式钻头、硬质可换齿冠钻头整体式硬质合金钻头一般即麻花钻头,不过整个钻头材质为硬质合金材料,这种钻头精度较高,可带内冷却孔,钻头直径一般在20mm以内,在进口钻头品牌中很常见。
焊接式硬质合金钻头,钻头头部为硬质合金材料,通过焊接方式与钻体连接起来,采用内冷却方式,加工精度及光洁度较高,一般应用在模具加工行业,例如枪钻。
硬质合金可换刀片式钻头,这种钻头头部呈错位形式安装2片或4片刀片,可换刀片来延长钻头使用寿命,钻孔效率特别高,加工孔径较广,也是采用内冷却方式,简称“U钻”、“浅孔钻”,在机械加工行业应用较广泛。
硬质可换齿冠钻头属于一种新型钻头,钻头头部切削部分安装一片可换硬质合金刀片,市场用这种钻头较小,刀片通用性不高,价格较贵。
乳化油主要起冷却和润滑作用,同时还起到一定的防锈作用,但对铸铁类材料的防锈效果一般,同时容易变质,成本相对较低,一般应用一些低成本加工行业。
U钻材质一般为高强度钢材,同时表面采用涂层处理,对乳化油、切削油、切削液均适用,只是冷却效果不一样,通常来说切削液各种性能均好于乳化油,在加工行业中应用特别广泛,针对U钻钻孔用乳化油对U钻影响不大,只需考虑U钻钻头对冷却液流量与压力、材料防锈效果等。
U钻刀片市场上常用的有W型刀片和S型刀片两种W型刀片属于一种等边不等角的六边形刀片,简称“桃形刀片”,S型刀片属于一种四边相等的“菱形刀片”W型刀片可加工的刃数为三刃,而S型刀片可加工的刃为四刃S型刀片相对W型刀片在U钻打孔后,盲孔底面形状较平,W型刀片盲孔底面凹凸明显S型刀片推出市场较晚,U钻钻头通用性不强,价格较贵,而W型刀片基本通用各种U钻钻头,价格较便宜总之,在购买合适的U钻刀片,先确认U钻钻头是否通用市场上的W型刀片或者S 型刀片,同时还需考虑U钻刀片成本问题而U钻加工专用设备近几年才出来,市场还未普遍被打开,这种机床由普通数控钻床升级而成,主轴转速、电机功率等参数提高很多,同时针对U钻内冷方式增加了主轴内出水功能,从而适用U钻切削打孔加工,但这种设备针对产品有一定的局限性,同时只能用U钻钻孔加工,也可以简单的叫U钻加工专用设备。



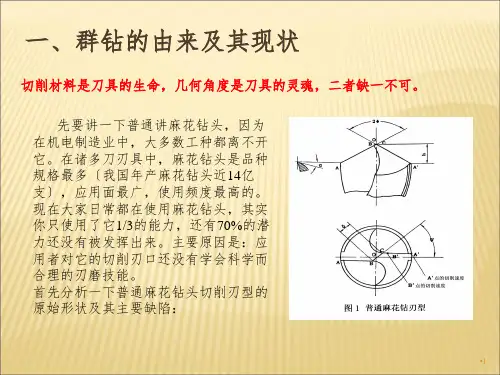
刀具:群钻将标準麻花钻的切削部分修磨成特殊形状的钻头。
群钻是中国人倪志福於1953年创造的﹐原名倪志福钻头﹐后经本人倡议改名为“群钻”﹐寓群眾参予改进和完善之意。
标準麻花钻的切削部分由两条主切削刃和一条横刃构成﹐最主要的缺点是横刃和钻心处的负前角大﹐切削条件不利。
群钻是把标準麻花钻的切削部分磨出两条对称的月牙槽﹐形成圆弧刃﹐并在横刃和钻心处经修磨形成两条内直刃。
这样﹐加上横刃和原来的两条外直刃﹐就将标準麻花钻的“一尖三刃”磨成了“三尖七刃”(见图群钻的几何形状 )。
修磨后钻尖高度降低﹐横刃长度缩短﹐圆弧刃﹑内直刃和横刃处的前角均比标準麻花钻相应处大。
因此﹐用群钻钻削钢件时﹐轴向力和扭矩分别比标準麻花钻降低30~50%和10~30%﹐切削时產生的热量显著减少。
标準麻花钻钻削钢件时形成较宽的螺旋形带状切屑﹐不利於排屑和冷却。
群钻由於有月牙槽﹐有利於断屑﹑排屑和切削液进入切削区﹐进一步减小了切削力和降低切削热。
由於以上原因﹐刀具寿命(见金属切削原理)可比标準麻花钻提高2~3倍﹐或生產率提高 2倍以上。
群钻的三个尖顶﹐可改善钻削时的定心性﹐提高钻孔精度。
为了钻削铸铁﹑紫铜﹑黄铜﹑不锈钢﹑铝合金和鈦合金等各种不同性质的材料﹐群钻又有多种变型﹐但“月牙槽”和“窄横刃”仍是各种群钻的基本特点。
滚刀刀齿沿圆柱或圆锥作螺旋线排列的齿轮加工刀具﹐用於按展成法加工圆柱齿轮﹑蜗轮和其他圆柱形带齿的工件(见齿轮加工﹑齿轮)。
根据用途的不同﹐滚刀分为齿轮滚刀﹑蜗轮滚刀﹑非渐开线展成滚刀和定装滚刀等。
齿轮滚刀常用的加工外嚙合直齿和斜齿圆柱齿轮的刀具。
加工时﹐滚刀相当於一个螺旋角很大的螺旋齿轮﹐其齿数即为滚刀的头数﹐工件相当於另一个螺旋齿轮﹐彼此按照一对螺旋齿轮作空间嚙合﹐以固定的速比旋转﹐由依次切削的各相邻位置的刀齿齿形包络成齿轮的齿形。
常用的滚刀大多是单头(见螺纹)的﹐在大量生產中﹐为了提高生產效率也常採用多头滚刀。
单头滚刀转一转﹐齿轮绕本身轴线转过一个齿﹔多头滚刀转一转﹐齿轮转过的齿数与滚刀头数相等。