PID控制在高炉富氧流量调节中的应用
- 格式:doc
- 大小:24.50 KB
- 文档页数:5
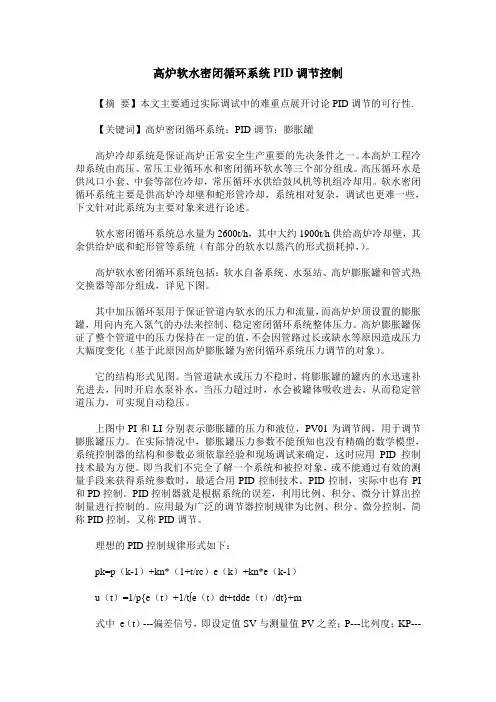
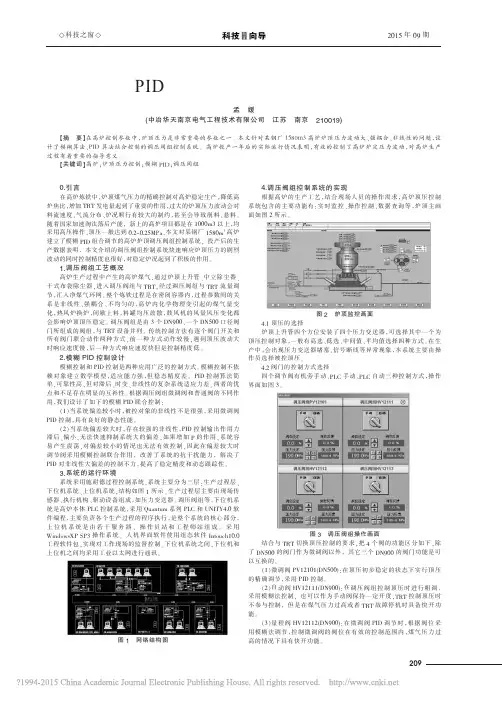
高炉软水密闭循环系统PID调节控制【摘要】本文主要通过实际调试中的难重点展开讨论PID调节的可行性.【关键词】高炉密闭循环系统;PID调节;膨胀罐高炉冷却系统是保证高炉正常安全生产重要的先决条件之一。
本高炉工程冷却系统由高压、常压工业循环水和密闭循环软水等三个部分组成。
高压循环水是供风口小套、中套等部位冷却,常压循环水供给鼓风机等机组冷却用。
软水密闭循环系统主要是供高炉冷却壁和蛇形管冷却,系统相对复杂,调试也更难一些,下文针对此系统为主要对象来进行论述。
软水密闭循环系统总水量为2600t/h,其中大约1900t/h供给高炉冷却壁,其余供给炉底和蛇形管等系统(有部分的软水以蒸汽的形式损耗掉,)。
高炉软水密闭循环系统包括:软水自备系统、水泵站、高炉膨胀罐和管式热交换器等部分组成,详见下图。
其中加压循环泵用于保证管道内软水的压力和流量,而高炉炉顶设置的膨胀罐,用向内充入氮气的办法来控制、稳定密闭循环系统整体压力。
高炉膨胀罐保证了整个管道中的压力保持在一定的值,不会因管路过长或缺水等原因造成压力大幅度变化(基于此原因高炉膨胀罐为密闭循环系统压力调节的对象)。
它的结构形式见图。
当管道缺水或压力不稳时,将膨胀罐的罐内的水迅速补充进去,同时开启水泵补水,当压力超过时,水会被罐体吸收进去,从而稳定管道压力,可实现自动稳压。
上图中PI和LI分别表示膨胀罐的压力和液位,PV01为调节阀,用于调节膨胀罐压力。
在实际情况中,膨胀罐压力参数不能预知也没有精确的数学模型,系统控制器的结构和参数必须依靠经验和现场调试来确定,这时应用PID控制技术最为方便。
即当我们不完全了解一个系统和被控对象,或不能通过有效的测量手段来获得系统参数时,最适合用PID控制技术。
PID控制,实际中也有PI 和PD控制。
PID控制器就是根据系统的误差,利用比例、积分、微分计算出控制量进行控制的。
应用最为广泛的调节器控制规律为比例、积分、微分控制,简称PID控制,又称PID调节。
精确掌控流体流量应用PID调节技术提升流体控制效果随着科技的进步和应用领域的不断扩大,流体控制技术在工业自动化过程中起着至关重要的作用。
在众多流体控制技术中,PID调节技术因其稳定性和精确性而受到广泛应用。
本文将探讨精确掌握流体流量应用PID调节技术的重要性,并分析如何提升流体控制效果。
一、流体流量的重要性流体流量是指单位时间内通过管道或通道的流体量,常用于实现液体或气体的输送、搅拌、混合等工艺过程。
在工业生产中,合理控制流体流量对确保生产效率、产品质量以及能源利用效率至关重要。
而PID调节技术则提供了一种精确掌握流体流量的有效手段。
二、PID调节技术的原理PID调节技术是一种基于反馈的控制技术,通过对流体流量的测量与设定值之间的比较,实现自动控制系统的稳定性。
PID控制器根据比例、积分和微分的相关参数,对控制信号进行调整,以达到控制对象流量的稳定和精确控制。
三、精确掌握流体流量的方法1. 测量与监测:准确测量流体流量是实现精确控制的前提。
常用的流量测量方法包括差压测量、电磁流量计、超声波流量计等。
根据实际情况选择适合的测量方法,并对测量结果进行实时监测。
2. PID参数调整:PID控制器的稳定性和精确性取决于各个参数的设置。
比例参数影响控制器对偏差的快速反应能力,积分参数用于消除稳态偏差,微分参数则用于抑制瞬态过程中的振荡。
根据实际情况,通过试探法或者专业软件进行PID参数调整,以实现最佳的流体控制效果。
3. 控制策略优化:除了PID调节技术,还可以结合其他先进控制算法来提升流体控制效果。
例如,模糊控制、神经网络控制等,这些先进的控制算法能够更好地适应复杂的工况变化,并提供更精确的控制策略。
四、提升流体控制效果的实践案例为了进一步提升流体控制效果,一些企业已经采用了先进的PID调节技术。
以某化工厂为例,该企业通过引入自适应PID调节器和模型预测控制算法,成功实现了对流体流量的精确控制。
通过实时的流量监测和调整PID参数,该工厂的生产效率和产品质量得到了显著提升,同时降低了能源消耗。
高炉机前富氧的设计及应用作者:苏军旗来源:《河南科技》2018年第29期摘要:目前,国内钢铁行业产能过剩,利润下滑,节能减排成为各企业发展研究的重中之重。
在此背景下,高炉机前富氧应运而生。
本文首先阐述高炉机前富氧技术的基本原理与可行性,然后探讨安全保障措施,最后对实际应用案例情况进行说明,旨在提升我国钢铁企业的经济效益,为我国经济发展做出贡献。
关键词:高炉富氧;设计;应用中图分类号:TH44 文献标识码:A 文章编号:1003-5168(2018)29-0142-02Abstract: At present, the domestic steel industry has overcapacity and profits are declining. Energy conservation and emission reduction have become the top priority of research on the development direction of various enterprises. Under this background, oxygen enrichment in front of the blast furnace came into being. This paper first expounded the basic principle and feasibility of oxygen enrichment technology in front of blast furnace, then discussed the security measures, and finally illustrated the practical application cases in order to enhance the economic benefits of iron and steel enterprises in China and make contributions to the economic development of our country.Keywords: blast furnace oxygen enrichment;design;application自2008年经济危机以来,我国GDP增速放缓,社会生产结构开始转型,特别是在过去几年中,房地产、建材等行业发展迅速,使得钢铁产能持续提升,甚至出现了过剩现象,导致钢材利润率大幅下降,大型钢铁企业亏损严重,而小型钢铁企业则纷纷倒闭,国内钢铁行业面临着前所未有的挑战。
简易PID调节在氧枪控制系统中的应用文章主要介绍一种简易、方便、实用的PID算法,应用于电弧炉氧枪的控制系统,使氧枪的氧气调节阀根据设定的氧气流量来调节,PID算法通过西门子S7-300PLC来实现。
标签:PID;调节;PLC;氧枪;流量为满足电弧炉的炼钢工艺,我厂配备了一套氧枪吹氧系统,氧气的流量通过比例阀开度的大小来控制,控制方法是根据设定的氧气流量和反馈的实际流量进行PID运算,输出模拟量信号控制比例阀的开度,使实际流量稳定在设定流量附近。
在S7-300的程序管理器中,编写程序块来实现上述公式的算法,首先新建一个功能块FC1,在FC1的接口(Interface)定义各参数,如图2,其中输入(IN)参数5个,均为REAL型;输出参数OUT为整型(INT),是将计算结果直接量化为0~27648,通过PLC的AO模块通道输出一个4~20mA信号到比例阀;TEMP参数3个,均为REAL型。
这样就完成了一个简易PID算法在S7-300中程序功能块FC1的编写。
功能块编写完成后,可以在OB1里调用它,但必须要设置调用的频率,这里暂定每0.2秒调用一次,并给FC1功能块的各管脚赋值,如图4。
DB1.DBD0是氧枪流量计信号经过PLC量化处理后得到的结果,其值必须量化在0和1之间;DB1.DBD4是设定的氧气流量值,可在上位机画面上输入传至PLC,同样其值也必须量化在0和1之间;PQW256为PLC的AO模块的地址,通过模块的通道输出4~20mA信号到比例阀,驱动比例阀打开至相应的开度;比例阀的开度可以在程序里用QW256除以27648再乘以100获得。
uP、uI、uD三个参数按照调试的经验应设定成3:1:2的关系,根据现场调试的情况可改变参数的大小,最终可确定最佳的系数。
西门子S7-400(300)PLC作为成熟的控制系统,已广泛用于我国钢铁行业,此氧枪控制系统就是在西门子S7-300PLC的框架上,实现简易PID算法的系统,氧氣流量波动范围基本稳定在设定值的0.8%以内,完全满足电弧炉的吹氧工艺。
基于PLC的PID调节实现煤气稳流节能摘要:本文对PID控制技术的原理及参数调试方法进行了分析和总结归纳,并对基于PLC实现煤气流量PID调节的方案进行了探讨,改造后实现了煤气流量稳定及节能减排。
关键字:PID控制、煤气稳流、节能减排Realizing Steady Gas Flow and Energy Saving by PIDRegulation Based on PLCAbstract:In this paper,the principle of PID control technology and the method of parameter debugging are analyzed and summarized,and the scheme of PID regulation of gas flow based on PLC is discussed.After transformation,the gas flow stability,energy saving and emission reduction are realized.Keywords:PID control;steady gas flow;energy saving and emission reduction1前言为实现资源的循环利用、降低成本,冶金行业将高炉煤气用作热风炉、加热炉、石灰窑等的主要燃料,通过电动调节阀作为煤气阀门进行煤气流量的调节。
生产过程中煤气阀门一般固定在一定开度,因煤气压力不稳定、频繁波动,人工操作无法根据煤气压力的变化及时调整阀门开度,煤气流量随之波动,为生产过程带来了一系列问题。
本文基于PLC 利用PID调节实现了煤气流量稳定,解决了煤气压力不稳带来的生产问题,并实现了节能降耗、减少了污染排放。
2煤气压力不稳带来的问题(1)因生产过程中煤气压力波动频繁,而中控操作人员需关注及调控的工艺参数较多且可能需要兼顾多条产线,难以集中精力时时关注煤气流量变化,并及时调控。
串级PID调节在高炉煤气清洗中的应用发表时间:2015-11-19T11:19:19.230Z 来源:《基层建设》2015年17期作者:刘彩峰[导读] 本钢信息自动化公司本钢燃气厂对5炉煤气清洗控制系统进行改造并新建TRT发电系统,为高炉在炼铁过程中产生的煤气进行净化处理。
刘彩峰(本钢信息自动化公司 117000)摘要:通过PLC系统对本钢五炉煤气清洗系统的控制,本文详细介绍了采用PID串级调节实现调节阀控制环缝洗涤塔上下段水位的。
关键词:煤气清洗高炉顶压旁通阀组 TRT1、引言本钢燃气厂对5炉煤气清洗控制系统进行改造并新建TRT发电系统,为高炉在炼铁过程中产生的煤气进行净化处理。
该系统采用西门子S7-400冗余PLC控制系统。
2、控制流程高炉冶炼的副产品高炉炉顶煤气经过除尘处理后进入环缝洗涤塔中洗涤,环缝洗涤塔分为上段和下段,煤气首先进入到上段进行洗涤,上段为预洗涤段,洗涤后的水比较脏,通过高架水槽回收到水厂进行再处理。
其中的和液压阀以及PID调节阀均与预洗涤段的水位连锁控制,控制水位和水量。
下段为洗涤段,洗涤后的水比较干净,可以由循环泵打到预洗涤段进行再次洗涤,循环使用。
其中的液压阀以及PID调节阀与洗涤段的水位连锁控制,控制水位和水量。
环缝洗涤塔净化处理后的煤气进入旋流脱水器进行脱水处理。
然后煤气经过并联的旁通阀组和TRT、消音器、填料脱水器、电动插板阀、电动蝶阀,最后进入到净煤气主管提供给用户。
3、控制重点本钢五号高炉采用环缝洗涤煤气净化设施,只有控制好环缝洗涤塔的上段和下段的水位,才能保证正常的生产。
为此上、下段都采用两路PID调节阀和一组旁通阀。
上段旁通阀在高高水位时候开阀,高水位时候关阀。
上段两路PID调节阀回路中还分别串接一个切断阀,切断阀在低低水位时关阀,低水位时开阀,由PID调节阀根据水位设定值自动调节。
下段两路PID调节阀回路中没有串接切断阀,但在去往高架水槽管路中有一个切断阀,这个切断阀在高高水位时开阀,高水位时关阀。
PID控制在流量控制中的应用发表时间:2016-09-07T14:20:08.207Z 来源:《建筑建材装饰》2015年9月下作者:吕英敏[导读] 在液体供料不及时时,需要有个上升空间,然后在对液体的流量进行PID控制。
(杭州利群环保纸业有限公司,浙江杭州310018)摘要:在流量的控制中,受液体供料方式的影响,直接影响了液体流量的变化和稳定,所以对待各种供料方式,对PID的前期控制是不同的,在供料及时的可以直接切入PID进行调整,能够反映液体的实时变化;在液体供料不及时时,需要有个上升空间,然后在对液体的流量进行PID控制。
关键词:PID;流量;液体供料;泵送;自流前言PID在工业生产中常用的一种控制方式。
自动控制基于反馈的概念,有测量、执行、比较三个要素组成。
单一的PID控制有时不能满足现场所需的控制,达不到稳定的控制效果,为了能够较好的控制我们所要控制的量,要做不同的分析。
在流量的控制中,测量由流量计来完成,执行机构由调节阀来完成,比较则在PID控制器中完成。
1 PID控制器的组成PID控制器由几部分完成,如图1,由P比例控制器、I积分控制器、D微分控制器组成,PID控制器给出控制信号u(t)给执行器来控制被控制对象,然后通过检测传感器,得到反馈信号c(t),与目标值r(t)进行比较后产生一个差值e(t),再由P比例控制器、I积分控制器、D微分控制器控制后给出控制信号给执行器,完成一个控制过程图5通过调整PID的P比例系数、积分时间TI、微分时间TD,来控制执行器来达到控制控制对象的要求,需要又快又平稳达到控制要求。
2 PID控制器在流量控制中的使用在流量的控制中,测量由流量计来完成,执行机构由调节阀来完成,执行机构的控制由PID控制器来控制。
在液体供料充足、前段压力大时(如有供料泵进行供液时),从零位到设定值的时间比较短,可以直接切入PID控制,到稳定时间比较短,波动不大;在液体供料速度慢、前段压力小时(如液体自流并且落差不大时),从零位到设定值的时间比较长,就希望流量接近设定值时在进行控制,否则控制的意义不大,提早切入PID控制,只会增加不稳定因素,而造成到稳定的时间加长。
基于PID的铜冶金炉天然气-富氧燃烧系统摘要:为了解决现有冶金炉供热系统灰分大、二次污染严重的问题,云铜总厂依据铜火法冶金热平衡测算天然气氧气燃烧用量,设计管道、烧嘴及阀组等燃烧设备和控制系统,开发基于PID控制的铜冶金炉天然气-富氧燃烧系统,并应用于回转式阳极炉生产实践。
结果表明,系统比改造前,降低了烟气量50%,将烟尘率99%,渣率1.89%。
关键词:天然气-富氧燃烧;烧嘴;PID控制;烟气量;烟尘率;渣率1引言回转式阳极炉及分银炉均使用粉煤做为燃料,燃烧方式为粉煤-空气燃烧,燃烧灰分大、二次污染严重,热利用率低、氮氧化物排放量大,环保压力巨大。
国内铜冶金行业,铜火法冶金炉窑使用的燃料主要有粉煤、重油、煤气、天然气等,采用更先进天然气-富氧燃烧技术,因其燃烧充分、热利用率高特点,成为一种趋势。
用天然气替换粉煤,解决环境问题迫在眉睫。
2国内铜火法冶金炉窑供热系统介绍目前,国内外已经开发成功的富氧燃烧技术包括:普莱克斯稀氧燃烧技术、凯明阳多氧燃烧技术、徐州燃控纯氧燃烧技术、大山铜业全氧燃烧技术等,且已成功应用于铜冶金炉窑。
[1]其共同特点均以高浓度富氧空气代替普通空气作为助燃气,将普通空气中79%氮气(既不参与反应也不参与助燃)随烟气排出,节约燃料、降低烟气量,优化技术经济指标,类技术已经较为成熟可靠,可成功应用于云铜铜火法冶炼。
[2]3天然气-富氧燃烧原理及燃烧测算3.1天然气-富氧燃烧原理天然气-富氧燃烧技术通过提高助燃风中的氧气浓度,减少燃料燃烧产生的烟气量,降低烟气带走的热量,提高燃烧效率,达到强化燃烧、高效节能的目的[3]。
其燃烧方程式如下:CH4+2O2=CO2+2H2O+热量(完全燃烧生成CO2和水)3.2天然气及氧气用量测算为了保证回转炉阳极炉正常吹炼过程所需要的热量,需结合铜火法冶金热平衡,结合现有粉煤燃系统,计算出回转式阳极炉实际吹炼操作需要的总热量为9214332.85 KJ/h左右,及回转式阳极炉吹炼时每小时最大粉煤用量,进而反算阳极炉燃烧天然气需求量,计算过程中天然气成分按CH3.7计算。
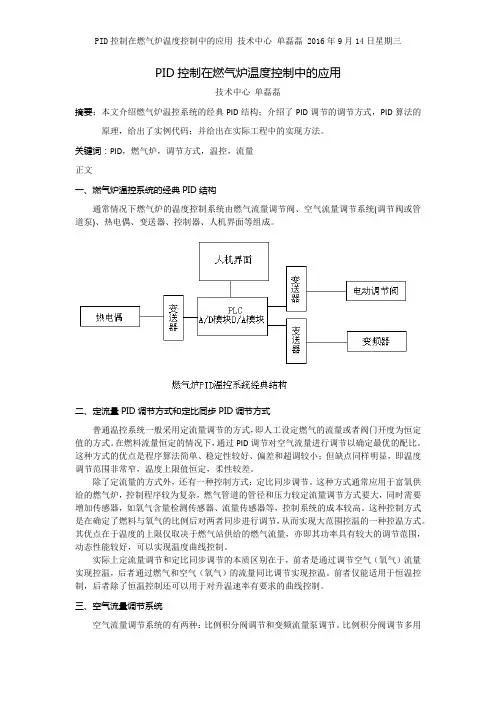
PID调节器在燃气锅炉中的应用2009—12—23 06:50:43 技术| 评论(0)|浏览(153)摘要:为使冬季采暖温度实现自动控制,保持室温恒定,且达到节能要求。
针对燃气锅炉燃烧器阀门的PID控制,结合非线性开关控制,使温度快速、准确、平稳、高效的调节。
本文介绍了系统的构成、PID调节及开关调节原理和PID调节器参数的整定方法,使系统达到最佳的动、静态性能.关键词:燃气锅炉,燃烧器,PID调节器,开关控制0.引言在我国,随着新型能源的开发及对绿色环保的重视,以天然气为主要清洁能源的燃气供暖锅炉正大幅度增加。
我课题组立足于对燃气锅炉的节能及智能化研究,通过对锅炉系统多参量信号采集并构成多闭环控制系统,实现温度等参数的自动控制,可使冬季室温保持恒定且随意调节,同时起到节能作用。
其中,对燃烧器的PID控制及开关控制,可根据温度变化曲线及时、准确的调节燃气阀的开度,且成比例的调节风门,使燃气和空气有良好的混合比,并使燃气充分燃烧,达到节能、无污染的效果.1.关于PID控制PID控制是指比例、积分、微分控制,实现PID控制的装置称为PID调节器.其传递函数为G(s)=K P(1+1/τi s+τD s)比例控制可快速、及时、按比例调节偏差,提高控制灵敏度。
但有静差,控制精度低。
积分控制能消除偏差,提高控制精度、改善稳态性能,但易引起震荡,造成超调.微分控制是一种超前控制,能调节系统速度、减小超调量、提高稳定性,但其时间常数过大会引入干扰、系统冲击大,过小则调节周期长、效果不显著。
比例、积分、微分控制相互配合,合理选择PID调节器的参数,即比例系数K P、积分时间常数τi和微分时间常数τD,可迅速、准确、平稳的消除偏差,达到良好的控制效果.图1中各曲线反映不同参数对系统响应的影响.2.温度PID及开关控制系统的组成图2是温度控制系统的组成原理图。
被控对象为燃烧器的燃气蝶阀和空气风门;其开度大小是由电动执行器(伺服电动机又称伺服马达)通过减速器带动可调凸轮机构控制的。
18. PID控制器在流量控制中的作用是什么?18、 PID 控制器在流量控制中的作用是什么?在工业生产和各种工程应用中,流量控制是一个至关重要的环节。
而 PID 控制器作为一种经典的控制策略,在流量控制中发挥着不可或缺的作用。
首先,我们来了解一下什么是流量控制。
简单来说,流量控制就是对液体或气体在管道、通道等中的流动速度或体积进行精确的调节和管理。
这在许多领域都有着广泛的应用,比如化工生产中的原料输送、水处理系统中的水流调节、暖通空调系统中的气体流量控制等等。
那么,PID 控制器又是如何介入并发挥作用的呢?PID 控制器,即比例积分微分控制器,它通过对系统的偏差(设定值与实际值之间的差异)进行比例、积分和微分运算,然后综合这三个运算的结果来产生控制输出,从而对被控对象进行调节。
在流量控制中,比例控制(P)的作用是根据偏差的大小成比例地调整控制输出。
例如,如果实际流量低于设定流量,比例控制会增加控制输出,使得调节装置(如阀门)开度增大,从而增加流量;反之,如果实际流量高于设定流量,比例控制会减小控制输出,使阀门开度减小,减少流量。
积分控制(I)的作用在于消除系统的稳态误差。
即使在比例控制能够使流量接近设定值的情况下,可能仍然会存在微小的偏差。
积分控制会随着时间的积累,对这些偏差进行累加,并相应地调整控制输出,直到偏差被完全消除,实现精准的流量控制。
微分控制(D)则主要用于预测偏差的变化趋势,并提前做出响应。
它能够感知流量变化的速度,当流量变化过快时,微分控制会产生一个抑制作用,从而减缓流量的变化速度,使系统更加稳定。
接下来,我们通过一个具体的例子来看看 PID 控制器在流量控制中的实际应用。
假设我们有一个化工生产过程,需要将某种液体原料以恒定的流量输送到反应釜中。
如果没有 PID 控制器,仅依靠简单的开环控制,比如固定阀门的开度,那么由于各种干扰因素(如管道压力变化、原料密度变化等)的存在,实际流量很可能会偏离设定值,导致生产过程不稳定,产品质量受到影响。
PID控制在高炉富氧流量调节中的应用
摘要:本文着重针对高炉鼓风氧气流量手动控制不稳定,无法满足高炉正常生产的问题,进行多方位、多角度的分析。
利用PID控制技术实现富氧流量的自动调节。
实践表明PID控制达到了对富氧流量自动调节和稳定控制的目的。
关键词:PID 富氧调节稳定控制
1简介
在近几年的高速发展中,我公司已跻身于全国大中型钢铁联合企业,具有炼铁、炼钢、轧钢完整的钢铁生产体系。
目前,国内钢铁行业由于产能过剩普遍处于微利甚至亏损状态。
公司提出在在转型升级中谋发展,一批节能减排技改升级项目相继上马。
2011年,炼铁2*1080M3高炉项目顺利投产。
高炉富氧鼓风是一种强化冶炼技术。
在高炉大气鼓风中加入工业氧,以提高鼓风含氧浓度,强化风口区燃料燃烧,对冶炼过程产生积极的作用。
新工艺、新技术的引进给公司的发展注入了新活力。
在学习、吸收的过程中我们发现在富氧流量的控制上存在不足,不能实现精准稳定控制影响了高炉的正常冶炼,所以着重对富氧流量自动调节进行了研究。
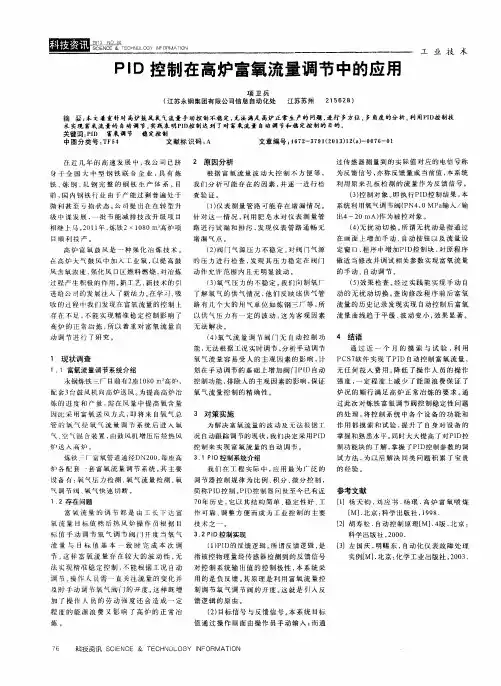
2现状调查
2.1富氧流量调节系统介绍
永钢炼铁三厂目前有2座1080M3高炉,配套3台鼓风机向高炉送风。
为提高高炉冶炼的进度和产量,需在风量中提高氧含量因此采用富氧送风方式,即将来自氧气总管的氧气经氧气流量调节系统后进入氧气、空气混合装置,由鼓风机增压后经热风炉送入高炉。
炼铁三厂富氧管道通径DN200,每座高炉各配套一套富氧流量调节系统。
其主要设备有:氧气压力检测、氧气流量检测、氧气调节阀、氧气快速切断。
2.2存在问题
富氧流量的调节都是由工长下达富氧流量目标值然后热风炉操作员根据目标值手动调节氧气调p2)、阀门气源压力不稳定。
对阀门气源的压力进行检查,发现其压力稳定在阀门动作允许范围内且无明显波动。
3)、氧气压力的不稳定。
我们向制氧厂了解氧气的供气情况,他们反映该供气管路有几个大的用气单位如炼钢三厂等,所以供气压力有一定的波动,这为客观因素无法解决。
4)、氧气流量调节阀门无自动控制功能,无法根据工况实时调节。
分析手动调节氧气流量容易受人的主观因素的影响,计划在手动调节的基础上增加阀门PID自动控制功能,排除人的主观因素的影响,保
证氧气流量控制的精确性。
4对策实施
为解决富氧流量的波动及无法根据工况自动跟踪调节的现状,我们决定采用PID控制来实现富氧流量的自动调节。
4.1 PID控制系统介绍
我们在工程实际中,应用最为广泛的调节器控制规律为比例、积分、微分控制,简称PID控制。
PID控制器问世至今已有近70年历史,它以其结构简单、稳定性好、工作可靠、调整方便而成为工业控制的主要技术之一。
4.2PID控制实现
1)、PID的反馈逻辑。
所谓反馈逻辑,是指被控物理量经传感器检测到的反馈信号对控制系统输出值的控制极性,本系统采用的是负反馈。
其原理是利用富氧流量控制调节氧气调节阀的开度。
这就是引入反馈逻辑的原由。
2)、目标信号与反馈信号。
本系统目标值通过操作画面由操作员手动输入;而通过传感器测量到的实际值对应的电信号称为反馈信号,亦称反馈量或当前值,本系统利用原来孔板检测的流量作为反馈
信号。
3)、控制对象。
即执行PID控制结果,本系统利用氧气调节阀(PN4.0MPa 输入/输出4~20mA)作为被控对象。
4)、无扰动切换。
所谓无扰动是指通过在画面上增加手动、自动按钮以及流量设定窗口,程序中增加PID控制块,对原程序做适当修改并调试相关参数实现富氧流量的手动、自动调节。
5)、效果检查。
经过实践能实现手动自动的无扰动切换。
查询修改程序前后富氧流量的历史记录发现实现自动控制后富氧流量曲线趋于平缓、波动变小,效果显著。
5总结
通过近一个月的摸索与试验,利用PCS7软件实现了PID自动控制富氧流量,无任何投入费用。
降低了操作人员的操作强度,一定程度上减少了能源浪费保证了炉况的顺行满足高炉正常冶炼的要求。
通过此次对炼铁富氧调节阀控制稳定性问题的处理,将控制系统中各个设备的功能和作用都摸索和试验,提升了自身对设备的掌握和熟悉水平。
同时大大提高了对PID控制功能块的了解,掌握了PID控制参数的调试方法,为以后解决同类问题积累了宝贵的经验。
参考文献
[1]杨天钧,刘应书,杨珉。
高炉富氧喷煤[M].北京:科学出版社,1998。
[2]胡寿松。
自动控制原理[M].4版。
北京:科学出版社,2000。
[3]左国庆,明赐东。
自动化仪表故障处理实例[M].北京:化学工业出版社,2003。