整体硬质合金麻花钻常用槽型性能实验研究
- 格式:ppt
- 大小:2.83 MB
- 文档页数:19
硬质合金切削工具材料性能研究随着制造行业的发展,切削工具在金属加工中扮演着至关重要的角色。
硬质合金切削工具被广泛应用于车削、铣削、钻孔等加工过程中,具有较长的寿命和较高的工作效率。
在这篇文章中,我们将探讨硬质合金切削工具的材料性能以及对切削过程的影响。
1. 硬质合金材料的基本特性硬质合金,又称钨钛合金,是由钨碳化物(WC)和钴(Co)或镍(Ni)等金属粉末烧结而成的复合材料。
它具有优异的硬度、耐磨性和高温稳定性,适用于切削工具的制造。
此外,硬质合金还具有较高的强度和耐冲击性,可以在高速切削过程中保持较好的刚性和稳定性。
2. 硬质合金切削工具的主要性能指标硬质合金切削工具的性能指标主要包括硬度、耐磨性、断裂韧性和热稳定性等。
硬度是评价切削工具抗磨性的重要指标,硬质合金的高硬度可以有效抵抗切削过程中的磨损。
耐磨性是衡量切削工具使用寿命的关键指标,可以通过寿命试验来评估。
断裂韧性决定了切削工具在切削过程中的抗断裂性能,而热稳定性则可以保证切削工具在高温切削条件下的稳定性和寿命。
3. 影响硬质合金切削工具性能的因素硬质合金切削工具的性能受多种因素的影响,其中最主要的因素是材料成分和微观结构。
不同的成分配比和烧结工艺会导致硬质合金的硬度、断裂韧性和热稳定性等性能差异。
此外,颗粒度、晶粒度和相含量等微观结构参数对硬质合金的性能也有重要影响。
精细的晶粒和均匀分布的相可以提高硬质合金的强度和断裂韧性,减少切削过程中的断裂和剥落。
4. 材料性能研究方法与进展研究硬质合金切削工具材料性能的方法主要包括实验测试和数值模拟。
实验测试可以通过切削试验、硬度测试、显微镜观察等手段来获取硬质合金的性能数据。
数值模拟则通过计算机模拟切削过程中的材料应力、变形和热传导等物理过程,预测硬质合金切削工具的性能。
近年来,基于人工智能和机器学习的模型也逐渐应用于硬质合金材料性能研究中,提高了研究效率和准确性。
5. 切削工具性能改善的途径为了改善硬质合金切削工具的性能,研究人员采取了多种途径。
加工不锈钢硬质合金群钻钻尖的试验研究李梦龙;王蔓;张伟;贺凤宝;胡建忠【摘要】针对不锈钢材料的性质,设计了一种具有新的钻尖参数的硬质合金群钻,在切削速度28.26m/min、34.54m/min和进给量0.25mm/r下钻削不锈钢。
试验表明加工不锈钢时群钻钻尖可以应用在硬质合金麻花钻上,充分发挥了群钻优良的分屑、断屑能力,并改善了切削刃的磨损情况。
【期刊名称】《制造业自动化》【年(卷),期】2014(000)010【总页数】3页(P46-47,82)【关键词】不锈钢;硬质合金;群钻;钻尖【作者】李梦龙;王蔓;张伟;贺凤宝;胡建忠【作者单位】大连工业大学机械工程与自动化学院,大连 116034;大连工业大学机械工程与自动化学院,大连 116034;大连工业大学机械工程与自动化学院,大连 116034;大连工业大学机械工程与自动化学院,大连 116034;大连工业大学机械工程与自动化学院,大连 116034【正文语种】中文【中图分类】TG713.1群钻是在普通麻花钻的钻尖基础上,磨出两个对称的月牙形圆弧槽,形成钻心退缩,从垂直于钻头轴线可看到三尖“W”刃形;再进一步修磨,减窄横刃,修出油隙面和两条较锋利的内刃。
对于直径较大(d>15mm)的钻头,还在一侧外刃上再磨出1―2条分屑槽[1](如图1所示)。
群钻的这种特殊刃形使其排屑效果明显。
某公司在使用普通麻花钻钻不锈钢时出现了断屑不好,切屑缠刀、粘刀,崩刃现象,刀具磨损严重。
为了解决断屑问题,本文设计了具有群钻钻尖的硬质合金麻花钻。
而群钻钻尖传统应用于高速钢麻花钻,应用在硬质合金材料时原有的钻尖参数已不再适用[2]。
鉴于此本论文设计一种具有新的钻尖参数的硬质合金群钻,使在加工不锈钢时,可以起到良好的断屑作用,提高刀具的使用寿命。
不锈钢(1Cr18Ni9)因为良好的综合机械性能而被广泛应用,故对其进行钻削试验具有实际的指导意义。
本试验采用三支具有不同钻尖参数的硬质合金群钻,直径为φ10mm,槽长60mm,总长100mm。
江南大学十学位论文2.1引言第二章螺旋前刀面方程的推导麻花钻的前刀面一一即螺旋槽表面,是切屑沿着流出的表面。
切削刃上任一点的前角是这一点的基面与前而(或前面的切平面)之间的夹角。
”。
在麻花钻钻削过程中,各切削刃及前、后刀面会出现磨损或破损的情况,或者为了适麻不同的加工材料,要改变某些角度或钻头的形式,这时就要求对麻花钻进行修磨,比较常见的就是对麻花钻后刀而进行修磨。
然而,我们在对麻花钻后刀面进行修磨之后,其土刀刃为前刀面和后刀面的交线,如果没有前刀面方程,我们就无法求出修磨后主刀刃的方程,也就无法求出沿主刀刃上各点处的后角的大小,因此,必须要建立起前刀面的方程。
经翻阅相关资料,虽然有些文中给出了前刀面的方程,但并未指出是在一个什么样的坐标系下建立的方程,也没有给出前刀面方程的推导过程,而且各种资料中的前刀而方程不尽致。
为此,本文在研究麻花钻前刀面的性质后,建立了麻花钻前刀面的数学模型。
2.2前刀面的数学建模麻花钻前刀面如图2.1所示,这个前刀面足一个螺旋面,是由过直线刃上一系列等螺距的螺旋线组成。
图2.1麻花钻前刀面根据这个原理,建立了其数学模型,其过程如r图2.2中相关符号的说明:R——麻花钻的半径“直线刃上任一点的、卜径第七章其于Pro/E的麻花钻前、后刀面的参数化建模机器刃磨参数的优化7.2.1直线主刀刃及轴线绘制—1Od0i一.图7.1生成钻头轴线和直线刃b蕊秘毽鼬鲻’一‘一州崮F¨eEdnlnsert眦nniesShow日a品电Bxl舻I扣嘲国=?F团国{——CurrentComext—叫I口sz嘲ss]I湖m_sd0=sqrtl瞰R-Rc’Rc)Aanl59)■l-_-*1^1¨TⅢ-厂五]勋setIcance-l引呷llIU娥l』江南大学士学位论文图7.8生成砂轮然后,将圆锥母线E绕其轴线F旋转900生成一个圆锥砂轮s1,由此砂轮磨出的后刀面后角为O度,为了使刃磨出的后刀面有后角,将此砂轮绕一个由点1指向点11的向量旋转一个角度a(在模型中没茕为afa),生成另一个砂轮S2。
硬质合金金相实验方法及实验结果硬质合金是一种金属陶瓷材料,主要由WC-Co或WC-TiC-Co合金组成。
它具有高熔点、高硬度、高耐磨性和比高速钢更高的热硬性等特点,可以在金属切削中代替一般钢制刀具,使用寿命也比钢制品高得多。
硬质合金主要用于制造切削刀具刀头、各种模具、轧棍、矿山及石油钻探工具等。
硬质合金的低倍组织应均匀一致,不允许有黑心、气孔、分层、裂纹及脏污等缺陷。
高倍组织主要观察硬质合金中各相的组成、晶粒的大小、分布情况等,允许有个别粗大的碳化钨相晶粒存在,但不允许有大量堆积或普遍晶粒长大现象。
硬质合金金相试样的制备方法与一般钢铁试样不同。
一般取制品的折断面或者剖面作为金相试样的磨面,若无法破坏和折断,则可取比较有代表性的表面进行检查。
试样制备包括取样和磨制、抛光等步骤。
磨制时要均匀用力,并随时观察,抛光时需使用金刚石粉末和水。
总之,硬质合金的制造和应用已经得到广泛的研究和应用,其性能和用途也得到了不断扩大和深入的探索。
在制造和检测过程中,要注意组织和缺陷的要求,采取适当的制备和检验方法。
温时间过长导致的,需要在制备过程中加强控制。
为了得到光滑的试样表面,我们使用经过研磨的样品,使用细小的小号金刚石粉末进行抛光。
我们使用与研磨相同的抛光布,并确保其清洁。
将小号金刚石粉末均匀涂抹在半径为5cm的圆周上,使用相同的方法进行抛光,直到研磨面非常光亮。
使用100倍物镜的金相显微镜观察,当看到浅黄色的平面且几乎没有划痕或者划痕非常浅的时候,说明抛光成功。
如果划痕很明显,则说明抛光失败,需要继续抛光直到达到成功的标准。
在显微镜下放大100倍观察未经腐蚀的试样,以鉴定孔隙、石墨、污垢和其他缺陷。
我们可以根据分布参考图进行直接对比评定或拍照评定。
使用化学试剂侵蚀或者氧化着色法来显示显微组织。
本实验使用新配的20%铁氰化钾和20%氢氧化钾水溶液的混合液进行腐蚀,腐蚀时间大约为30-60秒,视腐蚀情况而定。
一般磨面用肉眼所见显示为青灰色即基本腐蚀好。
钻头实验报告钻头实验报告引言:钻头是一种常见的工具,用于在各种材料上钻孔。
它的设计和材料选择对于钻孔效果和工作寿命至关重要。
本篇文章将对钻头实验进行介绍和分析,探讨不同因素对钻头性能的影响。
实验目的:本实验旨在研究不同类型和材料的钻头在不同条件下的钻孔效果和寿命,以便为实际工作中的钻孔操作提供参考和指导。
实验方法:1. 实验材料:- 钻头:包括高速钢钻头、硬质合金钻头和陶瓷钻头。
- 钻孔材料:选择了钢板、混凝土和木材作为钻孔材料。
- 实验设备:钻床、钻孔夹具、测量工具等。
2. 实验步骤:- 第一步:选择不同类型和材料的钻头,并进行初步测试,记录下初始状态。
- 第二步:根据实验需求,选择不同的钻孔材料和钻孔直径进行钻孔。
- 第三步:记录钻孔时间、钻孔深度和钻孔质量。
- 第四步:观察和记录钻头磨损情况。
- 第五步:根据实验数据进行分析和总结。
实验结果与分析:1. 钻孔时间:- 高速钢钻头:在钢板上钻孔时间较长,但在木材上表现较好。
- 硬质合金钻头:在各种材料上钻孔时间相对较短,但在混凝土上易产生振动。
- 陶瓷钻头:在木材上钻孔时间最短,但在钢板和混凝土上容易受到磨损。
2. 钻孔深度和质量:- 高速钢钻头:在钢板上钻孔深度较浅,但钻孔质量较好。
- 硬质合金钻头:在各种材料上钻孔深度和质量均较为稳定。
- 陶瓷钻头:在钢板上钻孔深度较浅,且钻孔质量较差。
3. 钻头磨损情况:- 高速钢钻头:易受到磨损,尤其在钻孔硬度较高的材料上。
- 硬质合金钻头:相对耐磨损,但在钻孔混凝土时容易受到振动影响。
- 陶瓷钻头:磨损较为明显,尤其在钻孔钢板和混凝土时。
结论:根据实验结果和分析,可以得出以下结论:- 钻头的类型和材料对钻孔效果和寿命有显著影响。
- 高速钢钻头适用于木材等较软材料的钻孔,但在钻孔硬度较高的材料时易受到磨损。
- 硬质合金钻头在各种材料上表现较为稳定,但在钻孔混凝土时易受到振动影响。
- 陶瓷钻头在钻孔时间上表现较好,但在钻孔质量和磨损方面存在一定问题。
硬质合金刀具材料性能和特点(浙江大学城市学院机自************)【摘要】本课题主要研究硬质合金刀具材料的性能和特点,分析硬质材料的来源,种类,发展,选用等各种注意问题以及探讨了硬质材料以后发展的方向。
【关键词】硬质,机械,刀具,合金科学技术的进步、新材料的开发以及高精度机械的发展,对刀具的性能提出了更高的要求。
特别是随着木材及建材加工的进一步高速化和高功效化,要求刀具具有更高的耐用度,否则经常更换刀具会影响机器和设备的生产效率。
因此,一般的刀具难以符合机器和设备的高生产效率,因而,研究硬质合金刀具成为了必不可少的一环。
2硬质合金的了解(1)硬质合金刀具的种类按晶粒大小区分,硬质合金可以分成普通硬质合金、粗晶粒硬质合金和矽晶粒硬质合金。
按主要化学成分区分,硬质合金可以分成碳化钨基为硬质合金和碳化钛基为硬质合金。
碳化钨基为硬质合金包含钨钴类(yg)、钨钴钛类(yt)和嵌入珍贵碳化类(yw)三类,它们各存有优缺点,主要成分为碳化钨(wc)、碳化钛(tic)、碳化铌(nbc)等常用的金属成膜相是co。
碳化钛基为硬质合金就是以tic为主要成分的硬质合金,常用的金属成膜二者mo和ni。
(2)硬质合金刀具的历史刀具的发展在人类进步的历史上占据关键的地位。
中国晚在公元前28~前20世纪,就已发生黄铜尖锥和紫铜的锥、扣、刀等铜质刀具。
战国后期(公元前三世纪),由于掌控了渗碳技术,做成了铜质刀具。
当时的钻头和锯,与现代的施明德扣和尖头已有些相似之处。
然而,刀具的快速发展是在18世纪后期,伴随蒸汽机等机器的发展而来的。
1783年,法国的勒内首先制出铣刀。
1792年,英国的莫兹利制出丝锥和板牙。
有关麻花钻的发明最早的文献记载是在1822年,但直到1864年才作为商品生产。
1923年,德国的施勒特尔往碳化钨粉末中加到10%~20%的钴搞粘结剂,发明者了碳化钨和钴的新合金,硬度仅次于金刚石,这就是世界上人工做成的第一种硬质合金。
麻花钻头检验报告1. 背景介绍麻花钻头是一种常用于工业钻孔的切削工具,具有强大的钻孔能力和耐用性。
然而,为了确保麻花钻头在使用过程中的性能和可靠性,需要进行严格的检验和测试。
本报告旨在详细介绍麻花钻头的检验过程和测试结果,并评估其质量和性能。
2. 检验对象本次检验的对象是一批麻花钻头,共计100支,生产日期为2021年6月。
3. 检验方法为了评估麻花钻头的质量和性能,我们采用了以下几种检验方法:3.1 外观检验首先,我们对麻花钻头的外观进行了仔细检查。
通过放大镜观察和肉眼检验,我们检查了麻花钻头的大小、形状、表面光洁度等方面的特征。
我们发现,所有麻花钻头的外观都符合设计要求,没有明显的缺陷或损伤。
3.2 尺寸检验接下来,我们进行了尺寸检验。
我们使用了精密测量仪器对麻花钻头的直径、长度等尺寸进行测量。
经过测量,我们得出了一组尺寸数据,并对其进行了统计分析。
结果表明,麻花钻头的尺寸在允许范围内,符合设计要求。
3.3 材料成分检验为了确保麻花钻头的材料符合要求,我们进行了材料成分检验。
通过取样和化学分析,我们确认了麻花钻头的材料成分。
结果显示,麻花钻头的材料成分符合相关标准,没有检测到有害物质。
3.4 硬度检验由于麻花钻头在使用过程中需要承受较大的冲击和磨损,硬度是一个重要的性能指标。
我们使用了硬度测试仪对麻花钻头进行了硬度检验。
测试结果表明,麻花钻头的硬度稳定,符合设计要求。
3.5 功能性能检验最后,我们对麻花钻头的功能性能进行了检验。
我们选取了几个代表性工件,使用麻花钻头进行钻孔操作,并对钻孔质量、加工速度等进行了评估。
根据测试结果,麻花钻头的功能性能良好,能够满足使用要求。
4. 检验结果综合以上各项检验结果,我们得出了以下结论:1.麻花钻头的外观符合设计要求,没有明显的缺陷或损伤。
2.麻花钻头的尺寸在允许范围内,符合设计要求。
3.麻花钻头的材料成分符合相关标准,没有检测到有害物质。
4.麻花钻头的硬度稳定,符合设计要求。
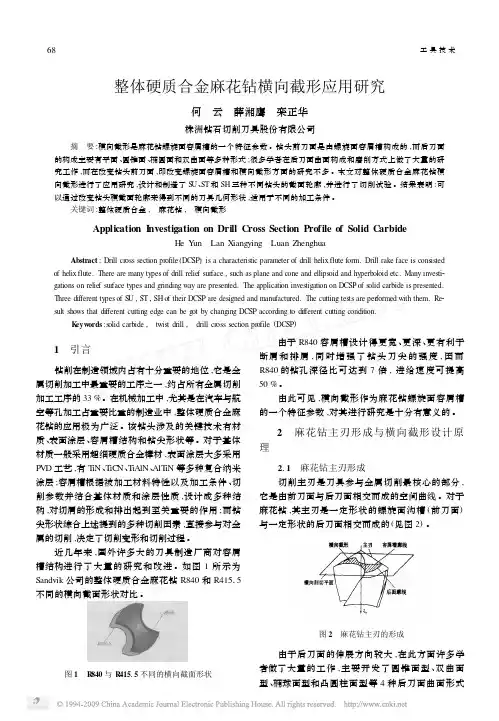
整体硬质合金麻花钻横向截形应用研究何 云 薛湘鹰 栾正华株洲钻石切削刀具股份有限公司摘 要:横向截形是麻花钻螺旋面容屑槽的一个特征参数。
钻头前刀面是由螺旋面容屑槽构成的,而后刀面的构成主要有平面、圆锥面、椭圆面和双曲面等多种形式;很多学者在后刀面曲面构成和磨削方式上做了大量的研究工作,而在改变钻头前刀面,即改变螺旋面容屑槽和横向截形方面的研究不多。
本文对整体硬质合金麻花钻横向截形进行了应用研究,设计和制造了S U 、ST 和SH 三种不同钻头的截面轮廓,并进行了切削试验。
结果表明:可以通过改变钻头横截面轮廓来得到不同的刀具几何形状,适用于不同的加工条件。
关键词:整体硬质合金, 麻花钻, 横向截形Application I nvestigation on Drill Cross Section Profile of Solid C arbideHe Y un Lan X iangying Luan ZhenghuaAbstract :Drill cross section profile (DCSP )is a characteristic parameter of drill helix flute form.Drill rake face is consisted of helix flute.There are many types of drill relief sur face ,such as plane and cone and ellips oid and hyperboloid etc.Many investi 2gations on relief sur face types and grinding way are presented.The application investigation on DCSP of s olid carbide is presented.Three different types of S U ,ST ,SH of their DCSP are designed and manu factured.The cutting tests are per formed with them.Re 2sult shows that different cutting edge can be g ot by changing DCSP according to different cutting condition.K eyw ords :s olid carbide , twist drill , drill cross section profile (DCSP ) 1 引言钻削在制造领域内占有十分重要的地位,它是金属切削加工中最重要的工序之一,约占所有金属切削加工工序的33%。
一.麻花钻切削部分的几何角度钻头实际上相当于正反安装的两把内孔车刀的组合刀具,只是这两把内孔车刀的主切削刃高于工件中心(因为有钻心而形成横刃的缘故,钻心半径为)。
(1)基面和切削平面在分析麻花钻的几何角度时,首先必须弄清楚钻头的基面和切削平面。
①基面:切削刃上任一点的基面,是通过该点,且垂直于该点切削速度方向的平面,如图7-35a所示。
在钻削时,如果忽略进给运动,钻头就只有圆周运动,主切削刃上每一点都绕钻头轴线做圆周运动,它的速度方向就是该点所在圆的切线方向,如图7-35b中A点的切削速度垂直于A点的半径方向,B点的切削速度垂直于B点的半径方向。
不难看出,切削刃上任一点的基面就是通过该点并包含钻头轴线的平面。
由于切削刃上各点的切削速度方向不同,所以切削刃上各点的基面也就不同。
②切削平面:切削刃上任一点的切削平面是包含该点切削速度方向,而又切于该点加工表面的平面(图7-35a所示为钻头外缘刀尖A点的基面和切削平面)。
切削刃上各点的切削平面与基面在空间相互垂直,并且其位置是变化的。
(2)主切削刃的几何角度(如图7-36所示)①端面刃倾角为方便起见,钻头的刃倾角通常在端平面内表示。
钻头主切削刃上某点的端面刃倾角是主切削刃在端平面的投影与该点基面之间的夹角。
如图7-36所示,其值总是负的。
且主切削刃上各点的端面刃倾角是变化的,愈靠近钻头中心端面刃倾角的绝对值愈大(见图7-36b)。
②主偏角麻花钻主切削刃上某点的主偏角是该点基面上主切削刃的投影与钻头进给方向之间的夹角。
由于主切削刃上各点的基面不同,各点的主偏角也随之改变。
主切削刃上各点的主偏角是变化的,外缘处大,钻心处小。
③前角麻花钻的前角是正交平面内前刀面与基面间的夹角。
由于主切削刃上各点的基面不同,所以主切削刃上各点的前角也是变化的,如图7-36所示。
前角的值从外缘到钻心附近大约由+30°减小到-30°,其切削条件很差。
④后角切削刃上任一点的后角,是该点的切削平面与后刀面之间的夹角。
硬质合金钻头的磨损与寿命预测模型研究硬质合金钻头在矿山、建筑和石油钻探等领域广泛应用,然而,由于其长期使用会导致磨损和寿命减少,因此研究硬质合金钻头的磨损与寿命预测模型具有重要意义。
本文将探讨硬质合金钻头磨损机理、寿命预测方法以及相关研究进展。
一、硬质合金钻头磨损机理硬质合金钻头的磨损主要表现为刀片的磨损和刀齿的断裂。
这种磨损机理与工作环境的硬度、粘性、破碎性等因素密切相关。
刀片磨损会导致刀齿的破裂与倒角,进一步影响钻头的性能和寿命。
二、硬质合金钻头寿命预测方法为了提前预测硬质合金钻头的寿命,研究人员提出了多种预测方法,其中较为常见的有基于经验的方法和基于数学模型的方法。
1. 基于经验的方法基于经验的方法是根据过去的实验数据和经验总结出来的一种预测方法。
例如,研究人员通过对多次试验的总结,发现硬质合金钻头的寿命与转速、进给速度、切削深度等因素有一定的关系。
这种方法在实际应用中简单易行,但缺乏科学依据和准确性。
2. 基于数学模型的方法基于数学模型的方法是通过建立数学模型来预测硬质合金钻头的寿命。
这种方法较为科学,能够考虑更多的因素。
例如,研究人员通过测量钻头使用过程中的刀片磨损和切削力等参数,并结合材料力学和磨损学理论,建立了一套较为完善的预测模型。
这种方法能够提供更准确的预测结果,但需要更多的试验数据和理论依据。
三、相关研究进展针对硬质合金钻头磨损和寿命预测的研究,国内外学者进行了大量的实验和理论研究,并取得了一定的进展。
1. 实验研究研究人员通过设计合理的实验方案,并运用先进的实验设备和仪器,对钻头的磨损过程进行了详细观察和记录。
他们通过测量刀片的磨损量和切削力等参数,并结合统计学方法,分析了各个因素对硬质合金钻头寿命的影响。
这些实验结果为建立预测模型提供了实验依据和数据支持。
2. 理论研究在理论研究方面,研究人员结合材料力学、摩擦学、磨损学等理论,建立了复杂的数学模型,并通过数值计算和模拟仿真,对硬质合金钻头的磨损和寿命进行预测。
硬质合金麻花钻涂层性能试验研究许辉;张少文;李亮;赵威;蒋克仁【摘要】Cutting performance of tools can he efficiently improved by coating.Based on theory analysis and experiment research, the axial cutting force of coated tools and uncoated tools were comparedAn addition,the improvements of seven different kinds of coating cemented carbide twist drills cutting performance were also analyzed.The results show that the axial cutting force of coated twist drills have been obviously reduced, compared with uncoated one,therefore,tool life can be greatly improved by coating. Different coating materials have different improvements to the performance of tools ,and among seven researched coating materials, TiCN,TiAlCN and TiAIN coating materials can improve the twistdrills'performances most obviously.However, AlCrN and CrN+TiN coating materials are much worse than the materials above.%涂层能够有效改善刀具的切削性能,在理论分析与试验研究基础上,对比分析了涂层麻花钻与未涂层麻花钻切削过程中的轴向力大小,同时对比分析了七种涂层材料对硬质合金麻花钻切削性能的改善程度.试验结果表明:相对于未涂层麻花钻而言,涂层麻花钻切削过程中的轴向力明显减小,刀具耐用度显著提高;不同涂层材料对刀具切削性能的改善程度不同,在考察的七种涂层材料中TiCN、TiAlCN和TiAlN涂层对麻花钻耐用度改善效果最为明显,而AlCrN和CrN+TiN涂层相对较差.【期刊名称】《机械设计与制造》【年(卷),期】2012(000)010【总页数】3页(P144-146)【关键词】麻花钻;涂层;刀具磨损;切削性能【作者】许辉;张少文;李亮;赵威;蒋克仁【作者单位】上海工具厂有限公司,上海200093;南京航空航天大学,南京210016;南京航空航天大学,南京210016;南京航空航天大学,南京210016;上海工具厂有限公司,上海200093【正文语种】中文【中图分类】TH16;TG713+.11 引言硬质合金麻花钻是钻削加工常用的刀具,与高速钢麻花钻相比,具有加工精度高、刀具寿命长等优点,已被广泛应于汽车、航空航天等领域,然而现代加工技术的快速发展不断对硬质合金刀具提出新的要求,使得刀具不断朝着高效、高性能方向发展,涂层技术是提高刀具切削性能的有效方式之一,为刀具性能改善开辟了新的途径。
不同刃口形貌的S钻尖麻花钻钻削性能研究曾腾辉(厦门金鹭特种合金有限公司,福建厦门361100)摘要:研究了相同规格的S钻尖麻花钻在相同切削参数的条件下,采用两种不同刃口形貌钻削Q345材料时的切削性能、断屑情况及耐用度。
实际试验结果表明,在正常的刃口几何参数条件下,在钻削Q345材料时,负倒棱刃口形貌较圆弧形刃口形貌在切削性能稳定性、耐用度、断屑能力等方面都具有更优异表现。
关键词:S钻尖;麻花钻;负倒棱刃口;圆弧刃口中图分类号:TG501文献标志码:A文章编号:1002-2333(2020)10-0031-04 Study on Drilling Performance of S Drill-point Twist Drill with Different Cutting Edge ShapesZENG Tenghui(Xiamen Golden Egret Special Alloy Co.,Ltd.,Xiamen361100,China)Abstract:This paper studies the cutting performance,chip breakage and durability of S drill-point when drilling Q345 with two different cutting edge morphologies under the same cutting parameters.The actual test results show that,under the condition of normal cutting edge geometry parameters,the shape of chamfered edge is better than rounded edge in cutting stability,durability and chip breakage while drilling Q345.Keywords:S drill-point;twist drill;chamfered edge;rounded edge0引言硬质合金钻头是一种用于高效钻削各类材料的孔加工刀具,在机械加工中具有广泛的应用[1],较传统的高速钢钻头具有效率高、精度高、刚性好等众多优点,但由于硬质合金本身的材料特性,锋利的刃口无法断屑且在密闭的加工环境中容易造成崩刃、断刀,影响硬质合金钻头的切削性能和耐用度,限制了应用推广。
不同槽型的麻花钻切削性能实验汲宏剑;张伟;宋宝良;李铸宇【摘要】麻花钻螺旋槽的形状直接影响其切削性能,轴向力及扭矩是主要的切削性能指标.本实验介绍了3种常用槽型的硬质合金麻花钻切削铸铁、合金钢、不锈钢的轴向力和扭矩测量.实验结果表明,与直线型、凸型槽比较,凹型槽麻花钻对这几种材料的切削性能最好.%Flute profile is of much concern to twist drill performance. Thrust and torque are the primary cutting performance indexes. Experiment of the carbide twist drill with three different kinds of flute profile and work pieces (iron, alloy steel, and stainless steel) were reported. Measurement results of thrust and torque for different materials' drilling show that the concave profile is superior to both convex and linear ones.【期刊名称】《大连工业大学学报》【年(卷),期】2012(031)003【总页数】3页(P226-228)【关键词】麻花钻;槽型;钻削性能【作者】汲宏剑;张伟;宋宝良;李铸宇【作者单位】大连工业大学机械工程与自动化学院,辽宁大连 116034;大连工业大学机械工程与自动化学院,辽宁大连 116034;道依茨一汽(大连)柴油机有限公司,辽宁大连 116620;大连交通大学机械工程学院,辽宁大连 116028【正文语种】中文【中图分类】TG713.10 引言在机械行业中,钻孔加工约占切削加工总时间的22%,在机械制造领域中有着重要的地位。
沟槽参数对表面微织构麻花钻钻削性能的影响研究现代仿生学和摩擦学认为合理的微织构表面具有更好的抗磨减摩性能,微织构刀具的研究表明在刀具表面置入微织构是一种能够有效提高刀具切削性能、减小刀具磨损的措施。
麻花钻作为孔加工的常用工具,由于受结构、刃磨和加工环境的限制,过快的钻头磨损严重制约了加工材料表面质量和加工效率的提高。
因此,提出在标准高速钢麻花钻的前刀面刀屑接触区域设计不同尺寸参数的沟槽形表面微织构。
利用有限元仿真分析和钻削试验,研究沟槽宽度和间距对表面微织构麻花钻钻削性能的影响规律和作用机理,为表面微织构麻花钻的研究提供基础指导。
主要研究内容如下:首先,利用Deform-3D有限元分析软件建立了麻花钻钻削45钢的三维仿真模型。
在相同条件下,分别模拟传统无织构麻花钻和表面微织构麻花钻在钻削过程中的钻削力、钻削温度、钻头磨损和钻屑形态。
仿真结果表明:微织构的置入能够有效降低钻削力、改善麻花钻前刀面温度分布和减少钻头磨损,同时也能够改变钻屑的流动方向和卷曲程度。
其次,通过改变表面微织构的沟槽宽度和间距,并在相同条件下进行钻削仿真分析,对比不同沟槽参数下表面微织构麻花钻的钻削性能。
仿真结果表明:沟槽宽度和间距的改变会引起表面微织构麻花钻性能的变化;当沟槽宽度增加时,钻削力呈先减小后增加的趋势,当微织构沟槽间距减小时,刀屑接触区域内起作用的微织构数量增多,钻削力、钻削温度和钻头磨损呈减小的趋势。
然后,通过正交试验法,分析激光加工工艺参数(激光功率、激光频率、激光扫描速度、激光扫描次数)对沟槽宽度和深度的影响规律,确定最优激光加工工艺参数,利用激光打标机在麻花钻的前刀面制备不同宽度和间距的表面微织构,并利用超景深三维显微镜观测表面微织构麻花钻的三维形貌和尺寸参数。
最后,将制备的表面微织构麻花钻与传统无织构麻花钻在相同钻削条件下进行干钻削45钢的对比试验,对比分析不同麻花钻的钻削力、钻屑形态和钻头前后刀面磨损。