带表卡尺的读数方式
- 格式:pptx
- 大小:4.16 MB
- 文档页数:6
油表卡尺的正确使用方法和读法
游标卡尺,是一种测量长度、内外径、深度的量具,是工业上常用的测量长度的仪器,下面就让教大家游标卡尺的读数方法和使用方法吧。
•01
游标卡尺的应用范围测量工件宽度、内径、外径、深度。
•02
测量前应把游标卡尺擦干净,避免有脏东西在上面揩干净,检查游标卡尺表面和测量刃口是否有损害,卡尺是否平直,量爪之间要保证没有缝隙,并且卡尺的主尺和零刻线要对准。
•03
测量工件时不要太用力,测量时压力过大,会让爪弯曲或者损坏,从而让测量的结果不准确。
•04
可以反复多次测量,来保证测量的结果。
•05
游标卡尺的主尺上读出副尺零刻度线以左的长度,得到的结果就是测量结果整数的部分。
•06
副尺保证与主尺的刻度线对齐,读出副尺的刻度,将其与刻度间距
0.02mm相乘,就可以得到小数部分了。
•07
把整数和小树相加就是工件的总长度。
游标卡尺、百分表、外径千分尺的读数方法与注意事项1. 游标卡尺①读数方法:从游标的中心正面准确地移动游标,直到游标与样品的表面紧密接触,然后观察游标读数。
②注意事项:* 在读数期间,采用隔空检测方法,保证游标与样品的表面紧密接触;* 游标卡尺使用之前必须要检查刻度、游标与基面之间是否有杂物阻碍游标与样品表面的紧密接触;* 控制读数操作一般需在一定条件下进行,如完整的操作环境;* 游标卡尺的游标受到机械的振动和自身摆动都会影响准确程度,因此检测时要保持游标处于安静的状态;2. 百分表①读数方法:找到样品的宽度或高度的比例,然后用百分表计算出实际的尺寸读数,找到一根有粗细圆柱形螺纹,将其中一端放入百分表上,接着轻轻拧旋百分表上的螺钉,以便百分表可以以0-100之间任意位置停止,根据需要移动到恰当的数字,读取出数字。
②注意事项:* 操作百分表时,应放置在光线充足的地方;* 将百分表移动到测量点,要确保百分表与测量点处接触;* 在拧紧螺栓时,适当地用力拧紧,但不要拧得太紧、也不要拧得太松;* 百分表操作时,螺栓要及时清洁,以免受到侵蚀。
3. 外径千分尺①读数方法:外径千分尺使用前要打开以免潮湿;将外径千分尺放在手掌上,清楚地观察千分尺的显示数字;结合要测的外径尺度,将千分尺直线部分的第一号线的圆盘与测量部分的第一节点相对位置固定,使外径千分尺与要测部分的外径紧密联系;把对边上的螺纹丝锁起来,这时圆盘上和文字上的读数就是外径尺度的实际数字;读出外径千分尺的数字即可。
②注意事项:* 拧紧螺纹后,尺的读数必须稳定,不能再变化;* 在拆卸外径千分尺时,要慢慢卸下,不能用力,以免扭伤表盘上的显示毛刺;* 外径千分尺的测量对象应该是具有比较稳定的尺寸,不应该轻易变化;* 外径千分尺的测量不宜过紧,以免损坏表面和表盘;* 在使用外径千分尺时,要尽量防止外界杂物侵入尺体,比如油、锈蚀物等,避免影响测量精度;。

卡尺的使用方法及读数
卡尺是一种常用的测量工具,它通常由一条刻度清晰的尺子和一个移动的游标组成。
使用卡尺时,首先确保尺子的起点对齐要测量的物体的起点,然后用游标轻轻地夹住物体,确保游标紧贴物体表面。
接下来,可以读出游标所在位置对应的刻度值,这个数值就是物体的长度或宽度。
如果使用卡尺测量内径或外径,也可以将游标放在内径或外径上轻轻夹住物体,然后读出刻度值,从而得到内径或外径的尺寸。
在读取刻度值时,应当尽量准确地对齐刻度,以确保测量结果的准确性。
另外,需要注意卡尺的零点位置,有的卡尺从零开始,有的卡尺从一定数值开始,读数时要进行相应的修正。
总的来说,使用卡尺测量物体的长度、宽度、内径或外径是一种简单而有效的手动测量方法,只要正确使用并仔细读取刻度,就可以得到较为准确的测量结果。
带表游标卡尺的读数方法
1. 准备:将游标卡尺放在读数的物体上,使其与测量目标的参考点对齐。
2. 主刻度读数:读取游标卡尺上的主刻度值,一般是粗线之间的数字,例如在毫米卡尺上,一个粗线代表1毫米,两个粗线之间的数字依次为0、1、2、3等。
3. 读取游标刻度:游标卡尺上的下一条细线与主刻度上的数字相比较,确定游标卡尺的刻度值。
在毫米卡尺上,细线之间表示0.01毫米的间隔。
4. 求和:将主刻度值和游标刻度值相加,得到最终读数。
例如,如果主刻度值是10,游标刻度值是0.36毫米,则最终读数为10.36毫米。
带表卡尺操作规程(ISO9001-2015)1.0目的:确保仪器的正确使用、避免仪器和产品因使用不当而造成的损坏,提高产品测试数据的有效性、真实性、准确性。
2.0范围:2.1该操作规范适用于公司带表卡尺的使用。
2.2该仪器适用于公司产品使用各零部件的内径、外径、长度、宽度、深度、厚度等的测试。
3.0职责与权限:3.1使用部门:使用人员负责日常仪器的点检;使用人员严格按此规范正确操作。
3.2质量中心:负责仪器的校验计划安排和实施校验.4.0带表卡尺带表卡尺是通过齿轮条传动系统,将两测量爪相对移动转变为指示表指针的回转运动,并借助尺身刻度和指示表,对两测量爪相对移动所分隔的距离进行读数的一种长度测量工具。
4.1基本结构简图:4.2性能特点:a) 具有测量内径、外径、深度、台阶四种测量功能(见下图),能进行直接测量和比较测量;b) 不锈钢制造,刻线面无光镀铬,激光刻线、线纹清晰、耐磨;c) 测量范围在200mm以上的带表卡尺带有微动滚轮,可滚轮微调,便于单手操作;d) 指示表具有防震性能和外圈锁紧装置。
4.3使用说明:a) 使用前,松开表上方紧固螺丝,并将尺表平稳移开,用布将各测量面和导向面擦拭干净;b) 零位校正:测量前卡尺两外测量面必须要保持相接触,同时要注意表针与表盘上方之“零”刻度线重合。
如未重合,则松开表圈紧固螺丝,转动表盘使表针与零刻度线对齐。
然后要拧紧表圈紧固螺丝。
4.4读数方法:a) 使用前先对好“0”位;b) 尺身分度值为1mm,尺身测量范围依规格而定(150mm、200mm、300mm)表盘分度值为0.02mm,表盘指示范围为2mm。
如下图所示:主刻度(尺身刻度)为27mm,表圈指针读数为0.96,读数结果是:27.96mm。
c) 直接测量和比较测量:直接测量:用卡尺直接在工件上测量,按上述读数方法读出工件的测量值;比较测量:将标准量块(或标准样件)置于两测量面之间[孔,则用圆矩塞规(环规)],先松开表盘紧固螺丝,转动表盘,使指针与“零线”重合,锁紧表盘,然后测量工件,从表盘上即可读出工件相对于标准件样件的尺寸差值。
带表卡尺的使用方法及读数带表卡尺是通过机械传动系统,将两测量爪相对移动转变为指示表指针的回转运动,并借助尺身刻度和指示表,对两测量爪相对移动所分隔的距离进行读数的一种通用长度测量工具。
以下是使用带表卡尺的方法及读数:1. 使用前应将游标卡尺擦干净,然后拉动尺框,沿尺身滑动应灵活、平稳,不得时紧时松或卡住现象。
用紧固螺钉固定尺框身读数不应发生变化。
2. 检查零位。
轻轻推动尺框,使两测量爪的测量面合拢,检查两测量面接触情况,不得有明显漏光现象,并且表盘指针指向“0”,同时,检查尺身与尺框是否在零刻度线对齐。
3. 测量时,用手慢慢推动和拉动尺框,使量爪与被测零件表面轻轻接触,然后轻轻晃动游标卡尺,使其接触良好。
使用游标卡尺时因没有测力机构,全凭操作者手感掌握,不得用力过大,以免影响测量精度。
4. 测量外形尺寸时,应先将游表卡尺活动量爪张开,使工件能自由地放入两量爪之间,然后将固定量爪贴靠在工作表面上,用手移动尺框,使活动量爪紧密贴在工件表面上。
注意测量时工件两端面与量爪不得倾斜。
不得使用量爪间的距离小于工件尺寸,而强制将量爪卡到零件上。
5. 测量内径尺寸时,应将两刀口内量爪分开且距离小于被测尺寸,放入被测孔内后再移动尺框内量爪使其在工件内表面紧密接触,即可以在卡尺进行读数。
注意游标卡尺测量爪应测在工件两端孔的直径位置处,且不得歪斜。
6. 游标卡尺量爪测量面有多种形状。
测量时,应根据被测零件的形状正确选用。
如测量长和外形尺寸,则应选用外量爪测量;如测内径,应选用内量爪测量;如测深度,则应选用深度尺来测量。
7. 读数时,带表游标卡尺应水平拿着,使视线正对刻度线表面,然后按读数方法仔细辩认指示位置,以便读出,以免因视线不正,造成读数误差。
如需更多信息,建议查阅相关文献或咨询专业人士。
1
细雨飘摇ing,知识分享,文档创作
游标卡尺种类及读法。
答:卡尺主要有:游标卡尺、带表卡尺和电子数显卡尺三种。
另外,还有各种非标专用的卡尺,如测量沟槽深度的带钩深度卡
尺、测量齿轮厚度的齿厚卡尺测量物体高度的高度卡尺和测量焊接质
量的焊缝卡尺(焊缝规)等。
特殊用途的卡尺:尖爪型,不规则未知的尺寸测.量。
偏置型,不
等高区域位置尺寸的测量。
深度士1深度测量。
薄片型,窄槽直径测
量。
卡尺的读数方法分三步:
第一步先读取主尺上的游标尺零线前面的整数。
第二步,读取游标尺和主尺刻度线重合或最近的0.05mm刻度线
上。
最后一步就是计算出结果,计算公式就是主尺读,数加上游标尺
重合线位数乘以精度,即得出结果。
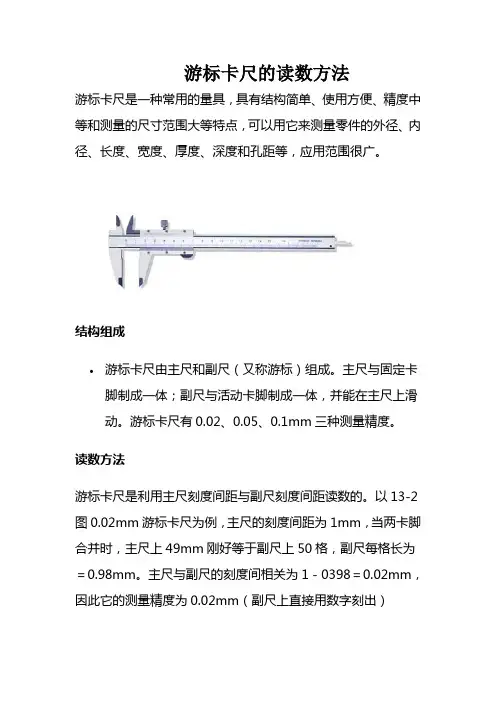
游标卡尺的读数方法游标卡尺是一种常用的量具,具有结构简单、使用方便、精度中等和测量的尺寸范围大等特点,可以用它来测量零件的外径、内径、长度、宽度、厚度、深度和孔距等,应用范围很广。
结构组成•游标卡尺由主尺和副尺(又称游标)组成。
主尺与固定卡脚制成一体;副尺与活动卡脚制成一体,并能在主尺上滑动。
游标卡尺有0.02、0.05、0.1mm三种测量精度。
读数方法游标卡尺是利用主尺刻度间距与副尺刻度间距读数的。
以13-2图0.02mm游标卡尺为例,主尺的刻度间距为1mm,当两卡脚合并时,主尺上49mm刚好等于副尺上50格,副尺每格长为=0.98mm。
主尺与副尺的刻度间相关为1-0398=0.02mm,因此它的测量精度为0.02mm(副尺上直接用数字刻出)游标卡尺读数分为三个步骤,下面以图13-3所示0.02游标卡尺的某一状态为例进行说明。
1.在主尺上读出副尺零线以左的刻度,该值就是最后读数的整数部分。
图示33mm。
2.副尺上一定有一条与主尺的刻线对齐,在刻尺上读出该刻线距副尺的格数,将其与刻度间距0.02mm相乘,就得到最后读数的小数部分。
图示为0.24mm。
3.将所得到的整数和小数部分相加,就得到总尺寸为33.24mm。
游标卡尺的使用方法量具使用得是否合理,不但影响量具本身的精度,且直接影响零件尺寸的测量精度,甚至发生质量事故,对国家造成不必要的损失。
所以,我们必须重视量具的正确使用,对测量技术精益求精,务使获得正确的测量结果,确保产品质量。
使用游标卡尺测量零件尺寸时,必须注意下列几点:1.测量前应把卡尺揩干净,检查卡尺的两个测量面和测量刃口是否平直无损,把两个量爪紧密贴合时,应无明显的间隙,同时游标和主尺的零位刻线要相互对准。
这个过程称为校对游标卡尺的零位。
2.移动尺框时,活动要自如,不应有过松或过紧,更不能有晃动现象。
用固定螺钉固定尺框时,卡尺的读数不应有所改变。
在移动尺框时,不要忘记松开固定螺钉,亦不宜过松以免掉了。
游标卡尺表盘的读数方法游标卡尺是一种常用的测量工具,广泛应用于机械加工、电子制造、汽车维修等领域。
在使用游标卡尺时,正确地读取测量结果是非常重要的,因为它直接影响到测量精度。
本文将介绍游标卡尺表盘的读数方法,帮助读者更好地使用游标卡尺。
一、游标卡尺的基本结构游标卡尺由主尺、游标、定位块、测量爪等部分组成。
其中,主尺是游标卡尺的主体部分,通常为一根长条形的金属杆,上面刻有毫米或英寸的刻度。
游标则是主尺上的一个可移动部分,可以沿着主尺滑动,上面也刻有相应的刻度。
定位块是固定在主尺上的一个小块,用于限制游标的滑动范围。
测量爪则是游标卡尺的测量部分,通常有内测量爪和外测量爪两种,用于测量物体的内径和外径。
二、游标卡尺表盘的读数方法游标卡尺表盘是游标卡尺上的一个环形盘,通常刻有0-50个刻度,每个刻度代表0.02毫米或0.001英寸的距离。
下面介绍游标卡尺表盘的读数方法。
1. 内径测量内径测量是指测量物体的内部直径。
在进行内径测量时,需要使用游标卡尺的内测量爪。
具体步骤如下:(1)将内测量爪插入被测物体的内部。
(2)将游标移动至内测量爪与被测物体接触的位置。
(3)读取游标卡尺表盘上游标所在的刻度数值。
(4)将游标卡尺表盘上的读数与主尺上的刻度数值相加,即为被测物体的内径尺寸。
2. 外径测量外径测量是指测量物体的外部直径。
在进行外径测量时,需要使用游标卡尺的外测量爪。
具体步骤如下:(1)将外测量爪张开,并将其放置在被测物体的外部。
(2)将游标移动至外测量爪与被测物体接触的位置。
(3)读取游标卡尺表盘上游标所在的刻度数值。
(4)将游标卡尺表盘上的读数与主尺上的刻度数值相加,即为被测物体的外径尺寸。
3. 深度测量深度测量是指测量物体内部的深度。
在进行深度测量时,需要使用游标卡尺的测量爪。
具体步骤如下:(1)将测量爪插入被测物体内部,直到测量爪与被测物体底部接触。
(2)将游标移动至测量爪与被测物体接触的位置。
(3)读取游标卡尺表盘上游标所在的刻度数值。
让知识带有温度。
卡尺的正确使用方法整理卡尺的正确使用方法卡尺应当怎么使用,留意什么?以下是pincai我搜集并整理的有关内容,期望在阅读之余对大家能有所帮忙!卡尺的正确使用方法带表卡尺的正确使用方法:带表卡尺使用方法是否正确,直接影响精度,使用时应遵守下列要求:1.使用前应将游标卡尺擦洁净,然后拉动尺框,沿尺身滑动应敏捷、平稳,不得时紧时松或卡住现象。
用紧固螺钉固定尺框身读数不应发生变化。
2.检查零位。
轻轻推动尺框,使两测量爪的测量面合拢,检查两测量面接触状况,不得有明显漏光现象,并且表盘指针指向“0”,同时,检查尺身与尺框是否在零刻度线对齐。
3.测量时,用手渐渐推动和拉动尺框,使量爪与被测零件表面轻轻接触,然后轻轻晃动游标卡尺,使其接触良好。
使用游标卡尺时因没有测力机构,全凭操手感把握,不得用力过大,以免影响测量精度。
4.测量形状尺寸时,应先将游表卡尺活动量爪张开,使工件能自由地放入两量爪之间,然后将固定量爪贴靠在工作表面上,用手移动尺框,使活动量爪紧密贴在工件表面上。
留意:1.测量时工件两端面与量爪不得倾斜。
2.测量时,不得使用量爪间的'距离小于工件尺寸,而强制将量爪卡到零件上。
第1页/共3页千里之行,始于足下。
5.测量内径尺寸时,应将两刀口内量爪分开且距离小于被测尺寸,放入被测孔内后再移动尺框内量爪使其在工件内表面紧密接触,即可以在卡尺进行读数。
留意:游标卡尺测量爪应测在工件两端孔的直径位置处,且不得歪斜。
6.游标卡尺量爪测量面有多种外形。
测量时,应依据被测零件的外形正确选用。
如测量长和形状尺寸,则应选用外量爪测量;如测内径,应选用内量爪测量;如测深度,则应选用深度尺来测量。
7.读数时,带表游标卡尺应水平拿着,使视线正对刻度线表面,然后按读数方法认真辩认指示位置,以便读出,以免因视线不正,造成读数误差。
使用时留意事项:1.校对零位。
使卡尺两量爪紧密贴合,应无明显的光隙,主尺零线与游标尺零线应对齐。