锅炉集箱流程图
- 格式:doc
- 大小:79.00 KB
- 文档页数:1
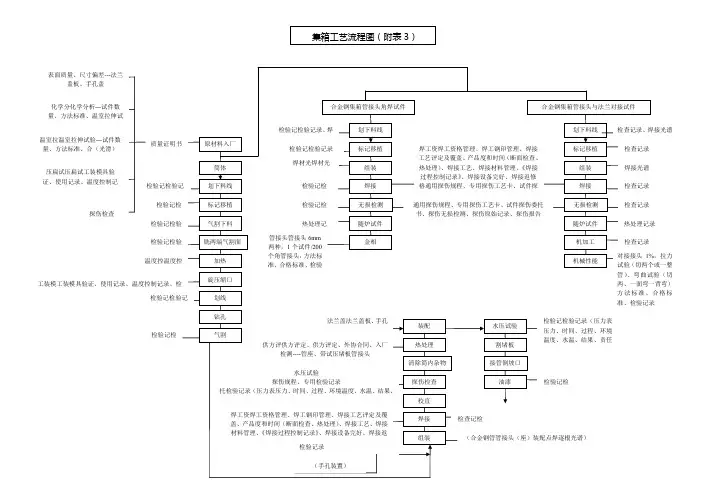
目录集箱制造工艺流程示意图 (2)1.范围 (3)2.引用标准 (3)3.术语 (3)4.集箱制造工艺流程 (4)5.集箱制造工艺要求 (4)集箱制造工艺流程示意图1.范围1.1本典型工艺规定了锅炉集箱制造的加工工艺过程及验收要求。
1.2本典型工艺适用于如下形式的集箱:1)两端缩口后焊加强圈手孔装置。
2)两端缩口后焊封口端盖。
3)一端缩口后焊加强圈手孔装置,另一端缩口焊封口端盖。
4)一端缩口后焊加强圈手孔装置,另一端缩颈焊法兰。
5)一端缩口后焊加强圈手孔装置,另一端焊端盖或法兰。
6)一端缩口后焊封口端盖,另一端焊端盖或法兰。
7)一端缩口后焊封口端盖,另一端缩颈焊法兰。
8)两端焊端盖,或两端焊法兰。
9)一端焊端盖,另一端缩颈焊法兰。
10)一端焊端盖,另一端焊法兰。
2.引用标准JB/T3375-2002《锅炉用材料入厂验收规则》JB/T1610-1993《锅炉集箱制造技术条件》JB/T1611-1993《锅炉管子制造技术条件》JB/T1612-1994《锅炉水压试验技术条件》JB/T1613-1993《锅炉受压元件焊接技术条件》JB/T1615-1991《锅炉油漆和包装技术条件》JB/T1623-1992《锅炉管孔中心距尺寸偏差》JB/T1625-2002《工业锅炉焊接管孔》JB/T4308-1999《锅炉产品钢印及标记移植规定》JB/T4730.1~6-2005《承压设备无损检测》《蒸汽锅炉安全技术监察规程》19963.术语和定义缩口:将管件或空心制件的端部加压,使其径向尺寸缩小的加工方法。
缩颈:将管件或空心制件局部加压,使其径向尺寸缩小的加工方法。
H:停止点W:见证点4.集箱制造工艺流程见第2页《集箱制造工艺流程示意图》5.工艺要求5.1材料验收5.1.1 制造集箱的材料应符合图纸设计的要求,材料代用应按规定程序审批。
5.1.2 制造集箱用的钢材和焊接材料必须经过仓储管理部按JB/T3375-2002的规定进行入厂检验,检验不合格者不准用于生产,检验合格后才能使用。
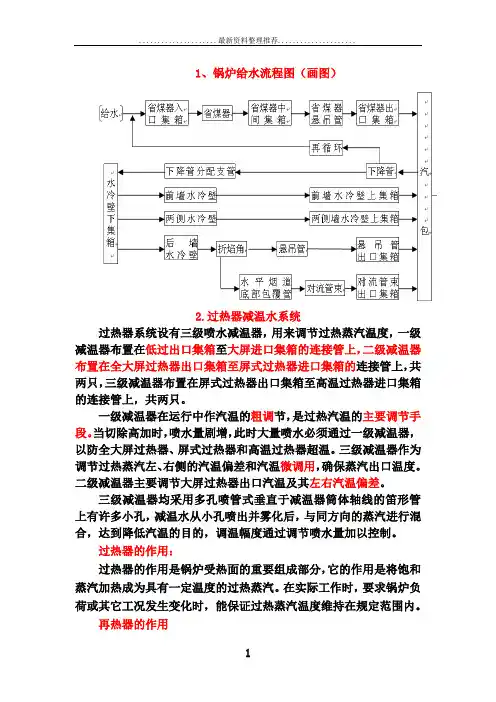
1、锅炉给水流程图(画图)2.过热器减温水系统过热器系统设有三级喷水减温器,用来调节过热蒸汽温度,一级减温器布置在低过出口集箱至大屏进口集箱的连接管上,二级减温器布置在全大屏过热器出口集箱至屏式过热器进口集箱的连接管上,共两只,三级减温器布置在屏式过热器出口集箱至高温过热器进口集箱的连接管上,共两只。
一级减温器在运行中作汽温的粗调节,是过热汽温的主要调节手段。
当切除高加时,喷水量剧增,此时大量喷水必须通过一级减温器,以防全大屏过热器、屏式过热器和高温过热器超温。
三级减温器作为调节过热蒸汽左、右侧的汽温偏差和汽温微调用,确保蒸汽出口温度。
二级减温器主要调节大屏过热器出口汽温及其左右汽温偏差。
三级减温器均采用多孔喷管式垂直于减温器筒体轴线的笛形管上有许多小孔,减温水从小孔喷出并雾化后,与同方向的蒸汽进行混合,达到降低汽温的目的,调温幅度通过调节喷水量加以控制。
过热器的作用:过热器的作用是锅炉受热面的重要组成部分,它的作用是将饱和蒸汽加热成为具有一定温度的过热蒸汽。
在实际工作时,要求锅炉负荷或其它工况发生变化时,能保证过热蒸汽温度维持在规定范围内。
再热器的作用加热汽轮机高压缸排出的蒸汽,使之成为具有一定温度的再热蒸汽,然后再送回到汽轮机的中低压缸内继续作功。
省煤器再循环的作用在锅炉启动初期,汽包上水结束后,应开启省煤器再循环电动门,以便在点火后升压升温期间使省煤器形成水循环,在汽包连续上水后,关闭省煤器再循环电动门。
对流式过热器的汽温变化具有对流特性,即它的出口温度是随锅炉蒸发量的增大而升高。
辐射和半辐射辐射式过热器的汽温特性与对流式过热器相反,即辐射式过热器的出口温度随锅炉蒸发量的增大而降低。
半辐射过热器同时吸收炉内辐射热量和烟气冲刷的对流热量,因此它的汽温特性介于辐射和对流之间,汽温随蒸发量的变化比较小。
当锅炉蒸发量增大时,其出口汽温可能又小量的增加,也可能有小量的降低,主要取决于辐射和对流两部分吸热量的比例。
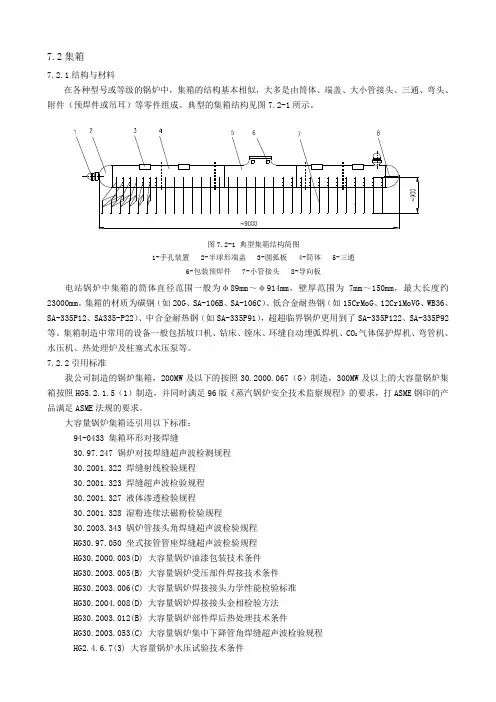
7.2集箱7.2.1结构与材料在各种型号或等级的锅炉中,集箱的结构基本相似,大多是由筒体、端盖、大小管接头、三通、弯头、附件(预焊件或吊耳)等零件组成。
典型的集箱结构见图7.2-1所示。
电站锅炉中集箱的筒体直径范围一般为φ89mm~φ914mm,壁厚范围为7mm~150mm,最大长度约23000mm。
集箱的材质为碳钢(如20G、SA-106B、SA-106C)、低合金耐热钢(如15CrMoG、12Cr1MoVG、WB36、SA-335P12、SA335-P22)、中合金耐热钢(如SA-335P91),超超临界锅炉更用到了SA-335P122、SA-335P92等。
集箱制造中常用的设备一般包括坡口机、钻床、镗床、环缝自动埋弧焊机、CO2气体保护焊机、弯管机、水压机、热处理炉及柱塞式水压泵等。
7.2.2引用标准我公司制造的锅炉集箱,200MW及以下的按照30.2000.067(G)制造,300MW及以上的大容量锅炉集箱按照HG5.2.1.5(1)制造,并同时满足96版《蒸汽锅炉安全技术监察规程》的要求,打ASME钢印的产品满足ASME法规的要求。
大容量锅炉集箱还引用以下标准:94-0433 集箱环形对接焊缝30.97.247 锅炉对接焊缝超声波检测规程30.2001.322 焊缝射线检验规程30.2001.323 焊缝超声波检验规程30.2001.327 液体渗透检验规程30.2001.328 湿粉连续法磁粉检验规程30.2003.343 锅炉管接头角焊缝超声波检验规程HG30.97.050 坐式接管管座焊缝超声波检验规程HG30.2000.003(D) 大容量锅炉油漆包装技术条件HG30.2003.005(B) 大容量锅炉受压部件焊接技术条件HG30.2003.006(C) 大容量锅炉焊接接头力学性能检验标准HG30.2004.008(D) 大容量锅炉焊接接头金相检验方法HG30.2003.012(B) 大容量锅炉部件焊后热处理技术条件HG30.2003.053(C) 大容量锅炉集中下降管角焊缝超声波检验规程HG2.4.6.7(3) 大容量锅炉水压试验技术条件HG4.1.1.1(2) 大容量锅炉钢材热切割前预热及钢板切割零件技术条件HG5.1.1(2) 大容量锅炉用外径小于或等于101.6mm(4″)的管子制造技术条件HG5.2.1.6(1) 大容量锅炉外径大于101.6管子、管道和连接管件的制造技术条件 HG5.3.7.1(1) 大容量锅炉锅筒、集箱、减温器、管路系统、连接管、泵入口集箱、启动分离器和贮水箱的清理技术条件HG6.13.2.2(2) 大容量锅炉母材表面和焊缝表面的目视检查和修磨HG-D-980-052 分段集箱制造公差HG-D-980-053 不分段集箱制造公差HG-C-980-543 集箱耳板装配公差200MW及以下锅炉集箱还引用以下标准:30.96.243 锅炉水压试验技术条件30.1999.044 锅炉受压元件焊接技术条件2000-0080 产品材料代用规定30.96.230 熔化焊对接接头射线照相检验规程30.94.040 200MW锅炉产品油漆、包装及发货技术条件1999-0201 锅炉管孔中心距尺寸偏差96-0249 中低压锅炉焊接管孔尺寸30.2000.286(E)金属材料入厂验收和检验标准30.98.274 额定蒸汽压力P≤2.5MPa蒸汽锅炉及热水锅炉的集箱制造技术条件98-0730 关于原材料、焊缝、热处理和无损检验产品识别标记的规定30.96.271 关键部件清洁度标准2000-3473 管接头56-0228 手孔尺寸公差7.2.3制造工艺简介A注:图中“A”表示质量特性为A类;“B”表示质量特性为B类;“△”为特殊工序集箱制造工艺流程(一)筒体下料集箱筒体全部采用大直径无缝钢管。
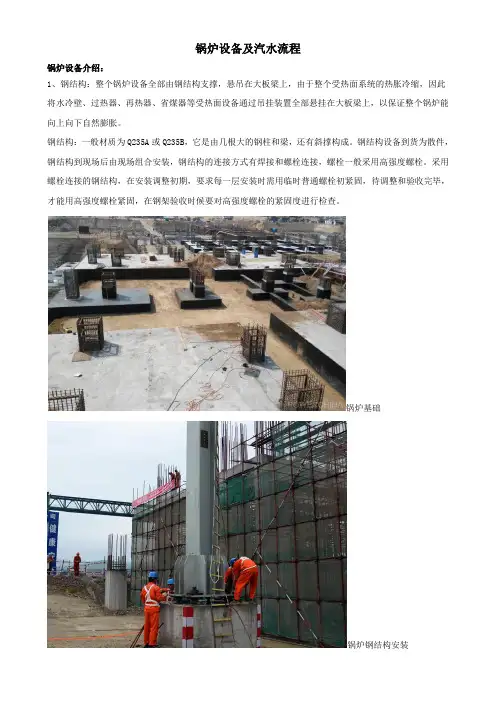
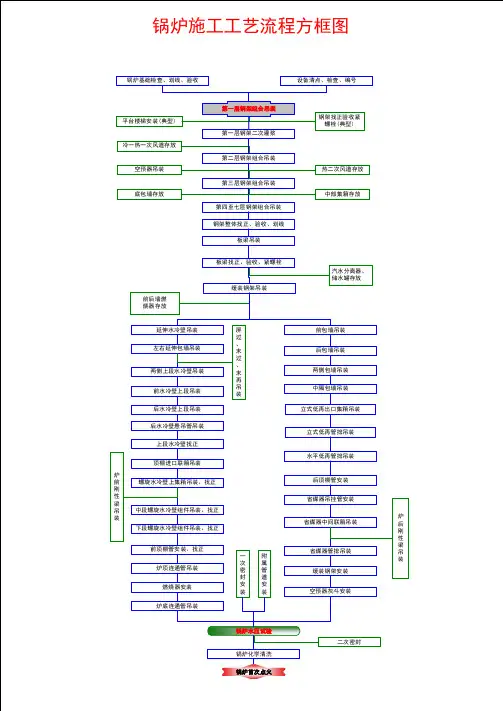
锅炉设备及汽水流程锅炉设备介绍:1、钢结构:整个锅炉设备全部由钢结构支撑,悬吊在大板梁上,由于整个受热面系统的热胀冷缩,因此将水冷壁、过热器、再热器、省煤器等受热面设备通过吊挂装置全部悬挂在大板梁上,以保证整个锅炉能向上向下自然膨胀。
钢结构:一般材质为Q235A或Q235B,它是由几根大的钢柱和梁,还有斜撑构成。
钢结构设备到货为散件,钢结构到现场后由现场组合安装,钢结构的连接方式有焊接和螺栓连接,螺栓一般采用高强度螺栓。
采用螺栓连接的钢结构,在安装调整初期,要求每一层安装时需用临时普通螺栓初紧固,待调整和验收完毕,才能用高强度螺栓紧固,在钢架验收时候要对高强度螺栓的紧固度进行检查。
锅炉基础锅炉钢结构安装锅炉钢结构锅炉钢结构高强螺栓锅炉大板梁锅炉钢架锅炉钢架地面准备锅炉钢结构(注意剪力槽钢,与土建对应必须留有足够的剪力槽)锅炉吊挂装置,受热面设备全部吊挂在大板梁上2、水冷壁:炉膛四周由膜式管道密封组成,形成一个方体中空炉膛,由刚性梁连接形成方形整体,通过吊挂装置悬吊在大板梁上,保证向上和向下受热自然膨胀,前后左右膨胀由导向装置限制;接受炉膛火焰的直接辐射传热,水在水冷壁里经过加热至水沸腾,形成水与蒸汽的混合体,产生饱和蒸汽,最上端由上集箱连接,上端通过上集箱与锅筒连通,最下端由下集箱连接,最下端与下降管连通,同时也与锅筒连通。
水冷壁:一般材质为20G。
为保证炉膛燃烧后的热量能完全被水冷壁管内的水吸收,因此必须将炉膛密封起来,在安装水冷壁时候将管屏与管屏之间密封焊接起来保证密封形成密闭炉膛。
在水冷壁的外面为了防止热量损失及防止烫伤所以在水冷壁的外面设置了保温棉及耐火砖,保证热量损失。
查水冷壁地面组合水冷壁地面组合检查后吊装锅炉水冷壁安装水冷壁对口焊接锅炉水冷壁焊接及刚性梁安装下部水冷壁及水冷壁刚性梁水冷壁上集箱安装3、锅筒(汽包):圆筒形的筒体,通过吊挂装置悬挂安装在大板梁上,在炉膛的上部,与省煤器、过热器、水冷壁直接连通,在锅筒里起着汽水分离、沉淀、保证自然循环的压头、加药、排污等作用。
锅炉控制系统原理图、框图和流程
图(总8页)
-CAL-FENGHAI.-(YICAI)-Company One1
-CAL-本页仅作为文档封面,使用请直接删除
基于PLC的锅炉控制系统设计
上位机
PLC
炉排变频器引风变频器给水变频器鼓风变频器
炉排电机鼓风电机
水泵电机
引凤电机
A/D
转换
炉膛压力
过热器温度
汽包水位
炉膛温度
整体设计
锅炉控制系统CAD原理图
实际
测量
温度和流量的串级控制,煤粉流量和空气流量比值控制组成的炉膛温度控制系统
汽包水位的三冲量控制系统
炉膛负压前馈-反馈控制系统
过热器出口蒸汽温度串级控制系统
锅炉系统流程图设计
炉膛温度控制PLC程序流程图
汽包三冲量PLC程序流程图设计
炉膛负压PLC编程流程图设计
上下位机通信PLC编程流程设计。