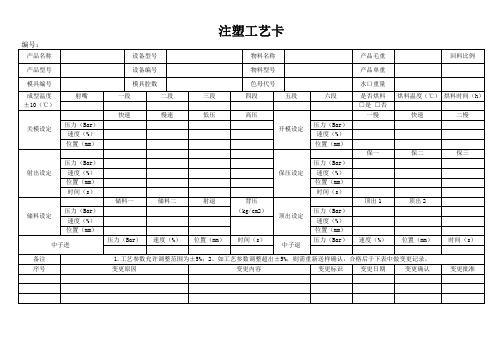
注塑工艺卡(样式)
- 格式:xls
- 大小:29.50 KB
- 文档页数:2



机械加工工艺卡片车间金工产品名称零件号零件名称骨架模具推板材料牌号T8A 零件毛重毛坯材料碳钢零件净重毛坯尺寸材料定额毛坯可制件数 1 每台产品零件数1工安工工序内容机床设夹具切削工量具辅助工每()件时间序装步备名称名称具名称名称具名称定额(分)号号号及编号及编号及编号及编号及编号准备及结束单件10 备料锻造坯料165×205×19锯床钢尺20 热处理退火30 铣粗铣六面,单边均留1mm余量立式铣床游标卡尺40 划线1.划6处螺纹孔位置线2.划4处台阶孔位置线3.划2处锥度孔位置线4.划两处通异形孔位置线划针;游标高度尺50 钻1.在机床上找正夹紧工件2.钻螺纹孔预孔以及穿丝孔立式钻床游标卡尺60 线切割1.在机床上找正夹紧坯料2.用线切割机床切出两处异形孔,注意均布线切割机床千分尺70 铣精铣六面,上下面留有磨余量0.4mm立式铣床游标卡尺更改标记数量通知单号签名日期更改标记数量通知单号签名日期第1页拟制共2页审核机械加工工艺卡片车间金工产品名称零件号零件名称骨架模具推板材料牌号T8A 零件毛重毛坯材料碳钢零件净重毛坯尺寸材料定额毛坯可制件数 1 每台产品零件数1工安工工序内容机床设夹具切削工量具辅助工每()件时间序装步备名称名称具名称名称具名称定额(分)号号号及编号及编号及编号及编号及编号准备及结束单件80 钳工1.钻扩铰两处锥度孔2.钻扩铰四处台阶孔立式钻床塞规90 钳工攻6-M10螺纹孔螺纹攻丝机床螺纹塞规100 磨磨上下两面.达粗糙度要求平面磨床千分尺110 钳工钳工修毛刺及锐边倒钝手工120 检验130 入库更改标记数量通知单号签名日期更改标记数量通知单号签名日期第 2页拟制共 2页审核机械加工工艺卡片车间金工产品名称零件号零件名称骨架模具型芯材料牌号T8A 零件毛重毛坯材料碳钢零件净重毛坯尺寸材料定额毛坯可制件数 1 每台产品零件数1工安工工序内容机床设夹具切削工量具辅助工每()件时间序装步备名称名称具名称名称具名称定额(分)号号号及编号及编号及编号及编号及编号准备及结束单件10 备料锻造坯料¢28×58锯床钢尺20 热处理退火30 粗车粗车大端面及外圆卧式车床游标卡尺40 半精车半精车小端面及各处外圆,并留有0.5mm磨量,其它达图示要求卧式车床游标卡尺50 热处理淬火HRC大于5560 磨磨达图示尺寸要求平面磨床千分尺70 检验80 入库更改标记数量通知单号签名日期更改标记数量通知单号签名日期第1页拟制共1页审核机械加工工艺卡片车间金工产品名称零件号零件名称骨架模具斜导柱材料牌号T8A 零件毛重毛坯材料碳钢零件净重毛坯尺寸材料定额毛坯可制件数 1 每台产品零件数1工安工工序内容机床设夹具切削工量具辅助工每()件时间序装步备名称名称具名称名称具名称定额(分)号号号及编号及编号及编号及编号及编号准备及结束单件10 备料锻造坯料¢23×75锯床钢尺20 热处理退火30 粗车粗车大端面及外圆卧式车床游标卡尺40 半精车半精车小端面及各处外圆,并留有0.5mm磨量,其它达图示要求卧式车床游标卡尺50 铣铣两面,保证尺寸12.8mm立式铣床游标卡尺60 热处理淬火HRC大于5570 磨磨达图示尺寸要求平面磨床千分尺80 线切割线切割保证22.5度线切割角度尺90 检验100 入库更改标记数量通知单号签名日期更改标记数量通知单号签名日期第1页拟制共1页审核机械加工工艺卡片车间金工产品名称零件号零件名称骨架模具动模底板材料牌号45# 零件毛重毛坯材料碳钢零件净重毛坯尺寸材料定额毛坯可制件数 1 每台产品零件数1工安工工序内容机床设夹具切削工量具辅助工每()件时间序装步备名称名称具名称名称具名称定额(分)号号号及编号及编号及编号及编号及编号准备及结束单件10 备料锻造坯料165×205×37锯床钢尺20 热处理退火30 划线1.划2-¢6通孔位置线2.划4-¢6通孔位置线3.划4-¢13通孔位置线划针;游标高度尺40 铣半精铣六面,注意上下面留有余量.其它各面达图示要求立式铣床游标卡尺50 钻1.钻2-¢6通孔2.钻4-¢6通孔3.钻4-¢13通孔立式钻床游标卡尺60 磨磨上下面达表面粗糙度要求平面磨床千分尺70 钳工去毛刺80 检验90 入库更改标记数量通知单号签名日期更改标记数量通知单号签名日期第1页拟制共1页审核机械加工工艺卡片车间金工产品名称零件号零件名称骨架模具推杆固定板材料牌号45# 零件毛重毛坯材料碳钢零件净重毛坯尺寸材料定额毛坯可制件数 1 每台产品零件数1工安工工序内容机床设夹具切削工量具辅助工每()件时间序装步备名称名称具名称名称具名称定额(分)号号号及编号及编号及编号及编号及编号准备及结束单件10 备料锻造坯料99×205×17锯床钢尺20 铣粗铣半精铣六面,达图示要求立式铣床游标卡尺30 划线1.划4处螺纹孔位置线2.划4处台阶孔位置线立式铣床游标卡尺40 钻1.钻4-M6螺纹底孔2.钻4-¢6通孔3.钻4-¢13台阶孔立式钻床游标卡尺螺纹神魂塞规50 检验60 入库更改标记数量通知单号签名日期更改标记数量通知单号签名日期第1页拟制共1页审核。

