工厂化养鱼现状及发展趋势
- 格式:doc
- 大小:46.00 KB
- 文档页数:9

环保水产养殖国内外技术发展现状分析报告目录一、国际先进技术案例分析 (2)二、国内技术创新与实践成果 (4)三、技术差距与优势对比 (7)四、合作与交流机制建设 (10)五、未来发展趋势预测 (13)声明:本文内容来源于公开渠道或根据行业大模型生成,对文中内容的准确性不作任何保证。
本文内容仅供参考,不构成相关领域的建议和依据。
一、国际先进技术案例分析(一)挪威的网箱养殖技术1、技术特点挪威作为渔业大国,其网箱养殖技术自几十年前便开始发展并不断完善。
该技术将鱼类圈养在密封的网箱中,通过精准投喂及鱼类自身的生态循环,实现了高效养殖和繁育。
网箱养殖不仅大幅节约了养殖空间,还有效地保护了鱼类免受外界环境干扰,如天敌、污染等。
2、环保与可持续性挪威的网箱养殖模式在环保方面表现出色。
通过科学管理和水质监测,确保了养殖水体的清洁和生态平衡。
同时,网箱设计合理,避免了养殖废弃物对周边海域的污染,实现了养殖活动的可持续发展。
3、技术成效挪威的网箱养殖技术已成为国际上的典范,广泛应用于三文鱼等高价值鱼类的养殖。
该技术不仅提高了养殖效率,还保障了水产品的质量和安全,为全球水产养殖业的发展提供了宝贵经验。
(二)日本的密集养殖与循环水技术1、密集养殖技术日本是世界上最早开展大规模水产养殖的国家之一,其密集养殖技术尤为突出。
该技术通过优化养殖环境和管理措施,在有限的水域内实现了高密度、高产量的养殖目标。
通过科学饲养和水质控制,确保了鱼类的快速生长和健康状态。
2、循环水养殖系统日本在循环水养殖技术方面也取得了显著成就。
循环水养殖系统通过物理、化学和生物方法净化养殖水体,实现了水资源的循环利用和污染物的零排放。
这种技术不仅提高了水资源利用效率,还减轻了对环境的压力。
3、综合效益日本的密集养殖与循环水技术相结合,实现了高效、环保的养殖模式。
该模式不仅提高了养殖效益,还保障了水产品的品质和安全性,为日本水产养殖业的发展注入了新的活力。
工厂化水产养殖前言工厂化水产养殖是指利用先进的技术设备和科学管理方法,规模化、集约化地进行水产养殖的方法。
随着人口的增长和对水产产品需求的不断增加,传统的水产养殖方式已经无法满足市场的需求。
工厂化水产养殖以其高效、可控、环保的特点逐渐成为水产养殖业的主流。
工厂化水产养殖的优势1. 高效率工厂化水产养殖通过自动化设备和科学管理,可以控制生长环境,提高水产物种的生长速度。
相比传统养殖方式,工厂化养殖的生长周期更短,产量更高。
2. 节省资源工厂化水产养殖可以有效地利用有限的水源和土地资源。
通过循环利用水体和合理配置养殖池塘,可以最大程度地节约用水和土地资源。
3. 环保可持续工厂化水产养殖采用封闭式循环系统,充分控制养殖环境,减少废水的排放和农药的使用量。
这有助于保护水质和生态环境,降低对周边生态系统的影响。
4. 产品质量稳定工厂化水产养殖通过科学的饲养和管理,保证了水产物种的健康和生长质量。
养殖环境的稳定性使得水产产品质量更加稳定,符合市场需求。
工厂化水产养殖的关键技术1. 自动化设备工厂化水产养殖依赖现代化的自动化设备,如温度控制系统、水质监测系统、饲料自动投喂系统等。
这些设备能够实时监测和调节养殖环境,保持最佳的生长条件。
2. 循环水处理技术循环水处理技术是工厂化水产养殖的关键技术之一。
通过利用过滤、氧化和沉淀等处理方法,将废水中的有害物质去除,保持养殖水体的洁净。
3. 饲料研发与配方饲料是水产养殖的关键因素之一,影响着水产物种的生长速度和健康状况。
工厂化水产养殖需要进行饲料的研发与配方,以满足不同物种的营养需求。
4. 生态环境控制工厂化水产养殖需要保持养殖环境的稳定性,包括温度、湿度、光照等因素的控制。
通过控制这些因素,可以提高水产物种的生长速度和产量。
工厂化水产养殖的应用领域1. 鱼类养殖工厂化水产养殖在鱼类养殖领域有广泛的应用。
通过控制环境和饲养管理,可以提高鱼类的生长速度和产量,保证产品的质量。
工厂化循环水养鱼助推渔业绿色高质量发展我国水资源总体紧缺,水产养殖优质水资源严重不足,江山市优质水资源总量丰富,但能用于水产养殖的少之又少,与绿色高质量发展需求相比更是杯水车薪。
只有改变传统养殖模式,大力发展工厂化循环水养鱼,集约节约利用水资源,才有可能从根本上解决优质水资源匮乏的难题,真正实现水产养殖业绿色高质量发展。
因此具有节水降耗、规模化生产、可持续发展的工厂化循环水养鱼新模式,将成为未来渔业发展的必然趋势[1-5]。
一、传统模式升级难,渔业绿色高质量发展受限制山塘水库养鱼是江山市渔业生产主要模式,五水共治以来,该模式养鱼产量降低、品质有所提升,但大多集中在秋冬时节上市,无法保持常年稳定供应,且受水体菌藻生物等影响有时会产生“土腥味”,口感不稳定,品牌打造难,无法实现优质优价,容易回归传统养殖老路。
山区流水养鱼,投入大、产量低、病害多,养殖效益低下,亏损的养殖户较多。
究其原因,一是,水养鱼所需的大量优质水源,以满足,研究显示,养成每公斤鱼需消耗1000m3水;二是,山溪流水资源季节分布不均,夏秋枯水期水量不足严重影响鱼类生长;三是,更容易暴发或复发小瓜虫病、卵甲藻病等,难治也也难防,暴发时损失惨重,甚至全军覆没。
稻田养鱼,鱼类适宜品种少、鱼单产低、易被偷盗、且生产季节性强,夏季高温干旱影响大,水利条件要求高(真正适宜种养的田块少),管理和捕捞成本大,集中上市销售难,实际生产中主要是通过稻田养鱼打造生态稻米品牌。
二、保持技术领先优势,占领现代渔业发展高地江山市于2015年率先引进国外工业化循环水养鱼技术,经多年实践探索和自主创新,极大提升了系统运行效率,在技术方面走在了浙江省前列,向全省输送了全新的发展理念。
工厂化循环水养鱼,清洁生产无污染,可解决光唇鱼、斑鳜、台湾铲颌鱼等名贵溪流性鱼类无法规模化养殖的难题,可解决诸如“千岛湖有机鱼”、“开化清水鱼”等优质水产品无法大量稳定均衡供应市场的难题。
工厂化循环水养殖新模式是以养殖废水在水处理设备净化后再利用为核心技术特点,并交叉结合普通动物学、机械工程学、环境工程学、计算机控制技术原理、土木工程学等多学科综合衍生的一种新的集约化养殖模式。
1国外工厂化循环水养殖技术发展现状1.1国外工厂化循环水养殖的发展概况国外的工厂化循环水养殖模式起源于20世纪60年代,欧洲发达国家的鱼类集约化养殖,核心技术基础来源于内陆海洋水族馆、智能化水族箱和流水高密度养殖模式等[1],经历准工厂化、工厂化和工业化循环水养殖3个阶段,现已基本实现机械化、自动化、信息化和现代渔业科学管理智能化。
随着欧盟水框架指令的颁布,循环水养殖已成为欧美一些国家的国策和水产发展重点[2-4]。
欧洲循环水养殖系统(RAS )构建技术早期主要发起于荷兰和丹麦,以养殖非洲鳗鱼、鳟鱼和鲶鱼等淡水养殖种类为主。
荷兰RAS 通常是室内封闭系统,用于非洲鲶鱼和鳗鱼的生产。
丹麦典型RAS 为户外的半封闭式系统,用于养殖鳟鱼。
随着RAS 技术的发展和重视程度的递增,循环水养殖的水产物种多样性显著性增多,主要养殖品种包括大西洋鲑、罗非鱼、鳗鱼、鳟鱼、大菱鲆、非洲鲶鱼、比目鱼和虾等十几个品种[5-6]。
截至2014年,美国和欧洲共建成360家RAS 养殖基地,其中挪威和加拿大循环水技术尤为先进,循环水系统主要应用于鲑鱼养殖生产[5]。
从1985到2000年,欧洲一个典型的农场生产鲑鱼苗的能力(以生物量核算)平均增长了约20倍。
苏格兰的生产力从1996年到2006年翻了一番,现在每年可生产超过15万尾鲑鱼苗。
在欧洲西北部及加拿大、智利等国家,大型国际水产养殖公司不断收购较小的公司,形成专业化运作的集团企业。
比如,苏格兰、挪威和荷兰公司的产量占鲑鱼总产量的比例高达85%以上[7]。
欧洲发达国家采用封闭循环水养殖技术开展苗种培育和养殖的企业日益增多,如英国Bluewater Flatfish Farm ,法国France Turbot SAS ,德国Ecomares Marifarm GmbH 等,并朝着专用化、大型化方向发展,形成养殖装备制造、系统设施集成和产业化应用于一体的完整产业链。
我国目前现行的工厂化养鱼设施设备比较简单,一般只有提水动力设备、充气泵、沉淀池、重力式无阀过滤池、调温池、养鱼车间和开放式流水管阀等。
前无严密的水处理设施,后无废水处理设备而直接排放入海,属于工厂化养鱼的初级阶段。
另外,由于养殖密度大,病害时有发生。
因此,要推广海水工厂化循环水养殖技术,规范养殖模式,加强科学管理,防止疾病的发生和传播,减少用药甚至不用药,解决养殖水产品药物残留超标等问题。
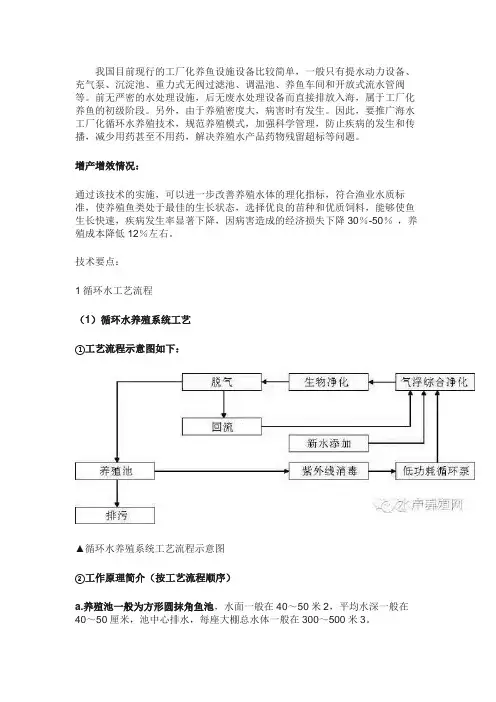
增产增效情况:通过该技术的实施,可以进一步改善养殖水体的理化指标,符合渔业水质标准,使养殖鱼类处于最佳的生长状态,选择优良的苗种和优质饲料,能够使鱼生长快速,疾病发生率显著下降,因病害造成的经济损失下降30%-50%,养殖成本降低12%左右。
技术要点:1循环水工艺流程(1)循环水养殖系统工艺①工艺流程示意图如下:▲循环水养殖系统工艺流程示意图②工作原理简介(按工艺流程顺序)a.养殖池一般为方形圆抹角鱼池,水面一般在40~50米2,平均水深一般在40~50厘米,池中心排水,每座大棚总水体一般在300~500米3。
对鱼池进行必要的改造。
原有鱼池改造只需在池内增加一支循环水回水管兼拦沫排沫管,一般采用Φ110毫米PVC管;池外增设一条循环水回水总管至循环水处理系统,回水总管的直径根据池子的多少来确定,其余的如鱼池供水管道等维持原状即可。
这样养鱼池内较清的水顺回水管流入循环水处理系统,需要排污操作时直接拔管即可。
b.固液分离装置。
固液分离装置一般有两种形式,一是采用微滤机,出水水质较好(筛网的目数决定),造价较高;二是采用弧形筛,无需动力和清洗用水,造价相应较低,出水水质一般;还可以采用筛绢网加过滤棉。
c.紫外线或微波消毒器消毒。
待消毒的水经进水口进入消毒井,自下而上均匀的流经垂直插入的紫外线消毒灯管再由消毒井的出水口流出完成了消毒过程。
紫外线消毒装置安装在循环水泵的前端,安装在这里的主要目的就是防止各种细菌进入循环水处理系统,包括有益的硝化菌,这样才能保证循环水处理系统内的有益菌群形成优势菌群,保持生物净化的活力。
渔业未来趋势行业发展方向和机会随着全球人口的不断增长和资源的日益紧缺,渔业作为重要的食品资源和经济产业,正面临着新的挑战和机遇。
本文将探讨渔业未来的趋势发展方向,以及其中涉及的机会。
一、可持续渔业发展可持续渔业发展是未来渔业行业的重要发展方向。
随着过度捕捞和生态环境破坏的问题日渐突出,渔业可持续性成为了行业的关键词之一。
为了保护海洋生态系统并确保渔业资源的长期可利用性,需要实施严格的渔业管理措施,包括设立渔业保护区、限制捕捞数量以及鼓励渔民使用可持续的捕捞设备和技术。
二、发展新兴养殖技术随着人工智能、大数据和生物科技的快速发展,渔业养殖技术也在不断创新。
未来渔业行业将借助这些新技术,推动养殖效率和产量的提升。
例如,利用大数据分析和监测技术,可以全面了解养殖环境,减少养殖过程中的疾病和死亡率。
同时,生物科技的应用也为品种改良和疾病防治提供了新的工具和方法。
三、发展海洋生物技术产业海洋生物技术产业是渔业未来的重要机遇之一。
海洋中富含各种有价值的生物资源,这些资源可以被用于药物开发、食品添加剂和化妆品等领域。
通过开发海洋生物技术,可以有效利用这些资源,推动渔业产业的多元化和高附加值发展。
四、加强渔业国际合作渔业国际合作是未来渔业行业发展的必然趋势。
由于渔业资源的跨境流动性和生态系统的连通性,各国间的合作变得尤为重要。
合作可以包括资源共享、科研合作和渔业管理经验的交流等方面。
通过加强国际合作,可以有效解决跨国渔业资源争端,促进渔业可持续发展。
五、利用海洋生态旅游海洋生态旅游是渔业未来的另一个重要机会。
随着人们环保意识的提高和对自然环境的追求,海洋生态旅游逐渐成为热门的旅游方式。
在这一趋势下,渔民可以发展各种与海洋生态旅游相关的业务,如潜水、观鲸、海钓等,从而创造更多的经济收益。
六、推动海洋科技研发海洋科技研发是推动渔业未来发展的另一个重要方向。
通过开展海洋科学研究,可以深入了解海洋生态系统的运行规律和海洋资源的分布情况,为渔业提供科学依据和技术支持。
工厂化养鱼可行性研究报告1. 引言养殖业在中国尤为重要,也是一个潜力巨大的产业。
目前,养鱼业一直是中国养殖业中的重要组成部分。
然而,传统的养鱼模式存在一些问题,例如土地占用大、设备投入高、管理复杂等。
针对这些问题,工厂化养鱼模式应运而生,并且在其他国家已取得了成功。
本报告旨在研究工厂化养鱼在中国的可行性,包括市场需求、技术路线、投资回报以及环境影响等方面。
通过对相关研究的调查和分析,为工厂化养鱼的发展提出建议。
2. 市场需求分析2.1 养鱼市场概述中国拥有世界上最大的养殖业市场,其中养鱼业占据重要地位。
养鱼产业的市场需求主要集中在餐饮、超市、出口市场等领域。
随着人们生活水平的提高,对于鱼类产品的需求也在不断增加。
工厂化养鱼可以更好地满足市场需求,提供稳定的鱼类产品供应。
2.2 工厂化养鱼的市场前景工厂化养鱼由于其优势,具有广阔的市场前景。
首先,工厂化养鱼不受地域限制,可以在城市或农村地区进行。
其次,工厂化养鱼可以规模化生产,提高生产效率,降低成本。
最后,工厂化养鱼可以提供优质的鱼类产品,满足市场需求。
3. 技术路线研究3.1 工厂化养鱼技术介绍工厂化养鱼技术包括养殖池设计、水质控制、养殖设备选择等方面。
其中,养殖池设计是关键的一环,决定了鱼类的生长环境。
水质控制是养鱼过程中的重要环节,包括水质测试、调节和管理。
养殖设备的选择直接影响到工厂化养鱼的效果。
3.2 工厂化养鱼技术应用案例在国外,工厂化养鱼已经得到了广泛应用。
例如,日本的工厂化养鱼技术非常成熟,其农场一般采用封闭循环系统,并配备先进的自动化设备。
同时,韩国、美国等国家也在工厂化养鱼方面有着丰富的经验。
这些成功案例为中国的工厂化养鱼提供了借鉴和参考。
4. 投资回报分析工厂化养鱼作为一种新兴的养殖模式,需要进行投资回报分析。
首先,需要计算投资成本,包括场地建设、设备采购、人员培训等方面。
然后,需要估计生产成本,包括饲料成本、水电费用、人工成本等。
第一章工厂化养殖述海水工厂化养殖就养殖品种而言,可分为工厂化养鱼、养鲍、养虾、养参和养藻等,依据养殖形式可分为流水养殖、温流水养殖以及循环水养殖。
工厂化养鱼系统是目前较为普遍采用和比较成熟的生产方式,本章主要介绍工厂化养鱼情况,并可供其他养殖品种的工厂化养殖借鉴。
第一节国外工厂化养鱼简介一、工厂化养鱼的科学内涵工厂化养鱼(industrial fish farming)是采用工程技术、生物技术、机械设备、控制仪表等现代工业手段,对养鱼过程进行全面控制,营01造鱼类生长的最佳环境条件,实现全年高密度、高效益的健康养殖模式。
工厂化养鱼的形式一般分为流水养鱼( fish culture in runn.ng wa- ter)、温流水养鱼(thermal floating water fish culture)和循环水养鱼( fish culture m circulating water system)三种形式。
(一)流水养鱼流水养鱼相对近海开放式养殖又称为半封闭系统养鱼。
从发展历史看,淡水养殖早于海水养殖。
淡水流水养鱼主要特点为:利用河水、泉水、水库水、地下水等自然水源,根据地形修建鱼池;采用自流方式将养殖用水从水源引入养鱼池,不需额外动力,实现鱼池水体不断交换;养鱼用水量较大,源水一般不进行处理,鱼池流出的水也不再回收处理重复利用;鱼池水体的溶解氧主要来自流动的源水。
如法国流水高密度养殖虹鳟有100多年的历史,虹鳟产量在20世纪80年代初就达2. 15万t,占全国淡水鱼总产量的81%。
日本、美国、丹麦等国流水养鱼非常盛行,日本主要养殖鲤鱼,年产鲤鱼达12万- 14万kg,美国主要养殖鳟鱼和鲑鱼,鳟鱼单位面积产量达40 - 50 kg/m2,鲑鱼单位面积产量达100 kg/m2。
【二】温流水养鱼温流水养鱼的水源一般来自厂矿企业的废温水、海边地下温水井等。
这些水源经过简单的增氧、调温处理后用于养鱼,鱼池排出的水一般不再回收处理利用。
养殖渔业工作的现状与发展趋势养殖渔业是指通过人工方式进行海洋或淡水中动植物的繁殖、栽培和捕捞,以获取经济利益的一种产业形态。
随着人类对食物需求的增加和自然渔业资源的减少,养殖渔业逐渐成为满足人民需求的重要渠道。
本文将探讨养殖渔业工作的现状以及未来的发展趋势。
一、养殖渔业工作的现状养殖渔业在我国已经有悠久的历史,从最早的池塘养殖扩展到如今的大规模养殖场,从小规模家庭养殖到集约化养殖模式。
现在,我国已经成为全球养殖渔业的领军国家之一。
1. 养殖品种多样养殖渔业的品种繁多,包括鱼类、虾类、蟹类、贝类等等。
而且,不断有新的品种被引进和研发。
这样的品种多样性可以满足消费者对不同口味和营养需求的追求。
2. 养殖技术不断提升随着科技的进步,养殖技术也在不断提升。
例如,适应性强、生长速度快的新品种被培育出来。
同时,投入到养殖渔业中的设备也越来越先进,自动化程度提高,减少了人工成本。
3. 养殖规模逐渐扩大我国的养殖渔业规模逐渐扩大,从小规模的家庭养殖发展到集约化的养殖场。
大规模的养殖场能够更好地管理和利用资源,提高产量和效益。
二、养殖渔业发展趋势面对日益增长的人口和食物需求,养殖渔业在未来的发展中扮演着至关重要的角色。
以下是养殖渔业发展的几个趋势。
1. 智能化养殖随着人工智能技术的发展,养殖渔业将更多地运用智能化设备。
这些设备可以实时监测水质、温度、氧气等指标,并能自动调节和优化养殖环境。
智能化养殖将大大提高养殖效率和经济效益。
2. 生态友好型养殖保护水环境和生态环境是养殖业可持续发展的基石。
未来的养殖渔业将更加注重环境保护,采用生态友好型的养殖技术和管理模式,减少对水生态的破坏,并提高产品的质量和安全。
3. 优质养殖品种推广消费者对健康食品的需求不断增加,优质养殖品种将成为未来的发展方向。
市场上将会越来越多地推广和销售无抗性、无兽药残留等优质养殖产品,提高消费者对养殖渔业的信任度。
4. 养殖渔业与科研机构合作为了进一步推动养殖渔业的发展,养殖场与科研机构之间的合作将更加密切。
工厂化循环水养殖设备的发展趋势与前景分析随着人口的增长和水产品的需求不断增加,传统的养殖方式已经无法满足日益增长的需求。
为了提高水产养殖的效益和产能,工厂化循环水养殖设备应运而生。
工厂化循环水养殖设备是通过科技手段将水产养殖过程中的废水进行处理和再利用,以减少对环境的污染和提高养殖效益。
工厂化循环水养殖设备的发展趋势主要体现在以下几个方面:1. 水质监测与控制技术的创新:为了确保养殖水体的质量和稳定性,工厂化循环水养殖设备需要配备先进的水质监测与控制系统。
目前,通过传感器、水质监测设备和自动控制系统,能够实现对养殖水质的实时监测和精准控制,有效降低污染风险和提高养殖效益。
2. 循环水处理技术的创新:工厂化循环水养殖设备需要配备循环水处理系统,以处理养殖过程中产生的废水和污染物。
传统的水处理方式主要依靠物理或化学方法,如过滤、沉淀和消毒等。
但随着科技的发展,新型的水处理技术如生物降解、纳米材料和高级氧化等技术得到应用,能够更有效地去除废水中的有机污染物和重金属等。
3. 智能化与自动化:随着信息技术的快速发展,工厂化循环水养殖设备逐渐向智能化和自动化方向演进。
例如,通过人工智能算法,可以实现对养殖过程的智能监控和预测,提高养殖效益和节约成本。
同时,自动化设备的应用也能减少人力投入和劳动强度。
4. 循环水养殖产业化:工厂化循环水养殖设备的发展也促进了养殖产业的工业化和集约化。
传统的养殖方式需要大量的耕地和水源,而工厂化循环水养殖设备可以实现对资源的有效利用和养殖的集约化。
这也为水产养殖企业带来了更多的发展空间和商机。
工厂化循环水养殖设备的发展前景广阔。
首先,它可以解决传统养殖方式带来的环境问题,减少对水源的污染和消耗。
其次,工厂化循环水养殖设备可以提高养殖效益和产能,满足不断增长的水产品需求。
最后,随着科技的进步,工厂化循环水养殖设备的成本将进一步降低,使得更多的养殖企业能够接受和应用。
当然,要实现工厂化循环水养殖设备的全面推广和发展,还需要克服一些挑战。
工厂化养鱼现状及发展趋势工厂化养鱼,又名循环水养殖,工厂化养鱼是指运用建筑、机电、化学、自动控制学等学科原理,对养鱼生产中的水质、水温、水流、投饵、排污等实行半自动或全自动化管理,始终维持鱼类的最佳生理、生态环境,从而达到健康、快速生长和最大限度提高单位水体鱼产量和质量,且不产生养殖系统内外污染的一种高效养殖方式。
应用学科主要为水产学和水产养殖学。
使水产养殖过程达到理想状态,形成不受自然条件影响的循环式的高密度养殖方式,是取代传统池塘、流水、网箱、大棚温室等养殖方式的新型工业化生产方式。
1、我国工厂化养鱼的发展概况工厂化养鱼亦称工业化养鱼,其特点是利用厂房设施及配套的机械仪器设备,高密度、集约化养鱼的一种类型。
它立足于海洋环境保护,对养殖水体进行科学净化处理,营造出适合鱼类生长繁殖的良好环境条件,把养鱼置于人工控制状态,实现全年稳产、高产。
我国的工厂化养殖是逐步演进过来的,大致分成三个阶段,第一阶段是自1978年我国开始发展对虾的大规模养殖以来,对虾养殖得到长足发展,初步形成了海水工厂化养殖的概念。
第二阶段是20世纪80~90年代初以鲍鱼工厂化的养殖为代表的模式,对我国的工厂化养殖发生了重要影响,比较典型的是大连市水产研究所创造的工厂化养鲍。
第三阶段时开始步入现代化设施的养殖方式,江苏省海洋水产研究所于1998年建立了海水循环式养殖系统,建设模式比较先进,除生物净化外,还设立在线自动监测系统。
国内工厂化养鱼多数尚处在起步阶段,养鱼工厂的设施配套不完善,科研滞后于生产,工厂化养鱼应具备高溶氧、控温、生态式防病等条件,另外,水质净化技术还比较落后,养鱼水质较差,饲养密度小,饵料系数高,病害频发,直接影响着水产养殖业的发展。
近年来,以天津市现代渔业技术工程中心为代表的工厂化养殖技术,已经趋于形成配套完善的现代化养鱼工厂,配套设施有生物净化、液态纯氧、臭氧灭菌、高效内循环和水质监控等,可进行高密度养殖生产,在完全封闭式内循环条件下建立了高产高效益的养殖模式。
工厂化养鱼现状及发展趋势张泽周西南大学水产系重庆荣昌 402460摘要:工厂化养鱼是当今最为先进的养鱼方式,具有占地少、单产高、受自然环境影响小、可全年连续生产、经济效益高、操作管理自动化等诸多优点,是一种环境友好的绿色养殖方式。
本综述对工厂化养鱼的现状及发展进行了简要的介绍。
关键词:工厂化养鱼现状发展趋势工厂化养鱼,又名循环水养殖,工厂化养鱼是指运用建筑、机电、化学、自动控制学等学科原理,对养鱼生产中的水质、水温、水流、投饵、排污等实行半自动或全自动化管理,始终维持鱼类的最佳生理、生态环境,从而达到健康、快速生长和最大限度提高单位水体鱼产量和质量,且不产生养殖系统内外污染的一种高效养殖方式。
应用学科主要为水产学和水产养殖学。
使水产养殖过程达到理想状态,形成不受自然条件影响的循环式的高密度养殖方式,是取代传统池塘、流水、网箱、大棚温室等养殖方式的新型工业化生产方式。
1 我国工厂化养鱼的发展概况工厂化养鱼亦称工业化养鱼,其特点是利用厂房设施及配套的机械仪器设备,高密度、集约化养鱼的一种类型。
它立足于海洋环境保护,对养殖水体进行科学净化处理,营造出适合鱼类生长繁殖的良好环境条件,把养鱼置于人工控制状态,实现全年稳产、高产。
我国的工厂化养殖是逐步演进过来的,大致分成三个阶段,第一阶段是自1 978年我国开始发展对虾的大规模养殖以来,对虾养殖得到长足发展,初步形成了海水工厂化养殖的概念。
第二阶段是20世纪80~90年代初以鲍鱼工厂化的养殖为代表的模式,对我国的工厂化养殖发生了重要影响,比较典型的是大连市水产研究所创造的工厂化养鲍。
第三阶段时开始步入现代化设施的养殖方式,江苏省海洋水产研究所于1998年建立了海水循环式养殖系统,建设模式比较先进,除生物净化外,还设立在线自动监测系统。
国内工厂化养鱼多数尚处在起步阶段,养鱼工厂的设施配套不完善,科研滞后于生产,工厂化养鱼应具备高溶氧、控温、生态式防病等条件,另外,水质净化技术还比较落后,养鱼水质较差,饲养密度小,饵料系数高,病害频发,直接影响着水产养殖业的发展。
近年来,以天津市现代渔业技术工程中心为代表的工厂化养殖技术,已经趋于形成配套完善的现代化养鱼工厂,配套设施有生物净化、液态纯氧、臭氧灭菌、高效内循环和水质监控等,可进行高密度养殖生产,在完全封闭式内循环条件下建立了高产高效益的养殖模式。
2工厂化养鱼的类型陆上工厂化养鱼形式多样,主要有普通流水养鱼、温流水养鱼和循环流水养鱼三种类型。
普通流水养鱼即是利用自然海水经过简单处理后(如砂滤),不需加温,直接流入养鱼池中,用过的水直接排放入海的养鱼方式。
这种方式设备简单、投资少,适合于南方适温地区的短期或低密度养殖,为工厂化养鱼的最低级阶段。
适合于鲷类、花鲈、石斑鱼、牙鲆、河鲀等海水肉食性鱼类养殖。
温流水养鱼则是20世纪60年代初最早由日本发展起来的一种工业化养鱼方式,它利用天然热水(如温水井、温泉水),电厂、核电站的温排水或人工升温海水作为养鱼水源,经简单处理(如调温)后进入鱼池,用过的水不再回收利用。
由于地热水、温泉资源有限,因此此种养殖方式主要应用在工厂温排水的综合利用上。
目前,温流水养鱼在日本、俄罗斯、美国、德国、丹麦、法国等国较为盛行。
我国近年来发展较快,如山东省胶东地区现已建有温流水养鱼厂数十家,养鱼面积约20万m2,年产各种高档海水鱼1000t以上,养殖种类有牙鲆、石鲽、黑鳃、六线鱼、鲷类等。
这些养鱼厂的调温方式主要有三种:①燃煤锅炉升温+自然海水式,如山东省威海崮山养鱼厂、荣成寻山养鱼厂等;②电厂温排水+自然海水式,如青岛黄岛电厂养鱼、威海华能电厂养鱼厂等;③温水井+自然海水式,如荣成市丘家渔业公司养鱼场和山东省蓬莱鱼类养殖试验厂等。
这种养鱼方式工艺设备简单,产量低,耗水量大,为工业化养鱼的初级阶段。
循环流水养鱼又称封闭式循环流水养鱼,其主要特点是用水量少,养鱼池排出的水需要回收,经过曝气、沉淀、过滤、消毒后,根据不同养殖对象不同生长阶段的生理需求,进行调温、增氧和补充适量(1~10%)的新鲜水(系统循环中的流失或蒸发的部分),再重新输入养鱼池中,反复循环使用。
此系统还需附设水质监测、流速控制、自动投饵、排污等装置,并由中央控制室统一进行自动监控,是目前养鱼生产中整体性最强、自动化管理水平最高、且无系统内外环境污染的高科技养鱼系统,是工业化养鱼的最高境界,必将成为工厂养鱼的主流和发展方向。
目前,世界上技术水平最高的地区是欧洲,一些国家已能输出成套的养鱼装备。
3 工厂化养鱼的配套措施根据不同的海水养殖对象和对水质的要求,目前应用的工厂化养殖工艺技术线路各异,涉及的装备繁多,各具特点,大致来说,普通流水养鱼和温流水养鱼这两种工厂化养鱼方式要求设备数较少。
普通流水养鱼在普通池塘养殖的基础上增加了砂滤池过滤抽提的海水或井水,而养殖后废水直接排入大海。
温流水养鱼则在流水养鱼的基础上增加了调温设备和温排水的预处理设备,如锅炉,保温大棚等;也不复杂。
真正意义上的工厂化养鱼是循环流水养鱼,所需设备多,技术先进,下面我们重点介绍。
海水工厂化养殖系统主要由以下几个系统组成:(1)鱼池系统;(2)水质净化处理系统(3)自动监测系统等;(4)自动投饵系统等其它辅助系统。
鱼池系统包括鱼池、进排水管道和拦鱼设备等。
水质净化处理系统则是整个循环水工厂化养鱼中的关键。
整个水质处理系统包括以下环节:(1)去除固体废弃物;(2)去除水溶性有害物质;(3)杀菌消毒;(4)增氧;(5)调温;(6)水质测控。
4 工厂化养鱼技术工厂化养鱼与静水池塘养鱼的主要区别是:池塘面积小,池水持续流动和交换,池水溶氧来源依靠流水带入或机械增氧,天然饵料生物少,鱼类营养完全来源于人工投饵,池水中鱼类排泄物等物质随水流及时排出,故水质较清新;放养对象为吞食性鱼类,种类较单纯,密度和产量都较大。
4.1 鱼种放养适合于工厂化养殖的鱼类,通常为肉食性优质种类,如鳗鲡、牙鲆、大菱鲆、石斑鱼等,苗种规格一般为50~150g,这样当年才能达到食用鱼规格。
密度养殖密度的是否合理同样决定着整个工厂化养殖的效益。
养殖密度应依据水源、水质、基础设施和技术、管理水平而定。
4.2 饲养管理饲养管理包括:池水流量的调节、水温的控制、pH调控、投饲等。
池水流量的调节依据进排水中的含氧量和总氨氮、NO2--N等含量调节水流量。
池水中一般溶解氧应保持4mg/L以上,出水口的水不低于3mg/L;鱼池排水的总氨<1.5mg/L,NO2-<0.1mg/L。
也可根据池鱼摄食情况调节水流量,在水温稳定情况下摄食下降,则应调大流量。
流量控制在4个循环/24小时,每次投饵完毕后0.5~1小时后迅速换水,换水量80%左右。
水温的控制根据不同鱼类的适宜温度的不同,控制好池水的温度,使鱼类始终生活在适宜的温度范围内,加速鱼类的生长。
例如13~18℃水温是大菱鲆的适宜生长温度;16~21℃是牙鲆的适宜生长温度;大黄鱼则应控制在最适水温18~25度;石斑鱼应控制在22~28度。
pH调控通常要使养殖池水pH偏碱性,常用调控的方法有两种,一是根据每个池的日喂食量求得每日碱性物质添加量后,称取每池所需数量,溶入水中,全池泼洒。
二是在循环水池加入所需碱性物质,如NaOH、Na2CO3(苏打粉)NaHCO3(发酵粉)CaCO3(方解石、石灰石)CaO(生石灰)Ca(OH)2(熟石灰)等,通过水循环,把调节后的水注入每个池,达到调节pH的作用。
在生产中要注意的两个问题是:一要保证池内碱性物质泼洒均匀,不得造成局部pH过高,以免灼伤鱼体;二要注意安全,碱性物质有较强的腐蚀性,操作时要小心,避免发生损伤。
饲料多为人工配合颗粒饲料,不设饵料台。
投饵次数较多,除白天外,傍晚和清晨也可适当投饲。
在水温23~28℃时,每天投饵6~10次,饲料计划、月分配、投饵率及水温关系投饵应变等可参考池塘养殖的有关部分。
投饲也要用音响训练鱼,使形成集中抢食的条件反射。
每次投饵量仍要坚持使鱼达到八分饱的原则,以提高饲料利用率。
一般在靠近水口处投饵。
投喂策略按定量投喂原则,避免饱食投喂对鱼平均摄食量和饵料利用率造成负面影响。
根据实际情况确定投喂量。
每月初称取平均鱼重,计算饵料系数,根据总重确定月初基础日投饵量,根据饵料系数计算出每日投饵增量,每日递增投喂量。
4.3 检查和护理工作平时经常检查进排水闸门和拦鱼栅情况。
5 工厂化循环水养鱼的优势水产养殖业的集约化生产方式的发展,经历了池塘、开放式流水池和网箱方式等阶段,现在进入工厂化的循环水养殖发展阶段。
相比较于前三种方式,工厂化养鱼具有以下一般意义上的优势:(1)降低了对环境和资源的依赖程度工厂化养鱼可以定义为封闭的循环水养鱼,即人工控制养殖工厂的环境温度和洁净度,以物理和生物的方法净化并循环使用养殖用水、控制水温水质和水的流量,提供全价配合饲料,使养殖对象全天候的处于更加合适的生长状态。
以比较少的土地占有量,水资源占用量和能源消耗量获取更多产量的工业化的养殖方式。
2)降低了对环境的影响程度对资源的较少占用、零排污、少量的经过无害化(沼气池技术)处理的有机肥料的排出供给了本系统内的植物种植区利用,符合人与自然和谐相处的法则,顺应了环境保护的发展要求。
6 发展趋势人与环境的协调发展是人类的一个永恒的主题。
如何发展清洁、安全、健康、高效的水产养殖业,使其既能满足需要又不至于污染环境,实现可持续发展是一项重要的课题。
目前,工厂化养鱼日益受到国内外专家学者的普遍关注,被认为是解决养殖业与环境和谐问题的出路之一。
因此,在今后水产养殖业发展过程中,保护环境将是前提条件,封闭式内循环养殖方式已成为发展方向。
工厂化养鱼中的技术关键是养殖用水的净化处理及重复利用,即建立循环水养殖系统。
如何保持循环水养殖系统中的生态平衡,有效清除养殖鱼类排泄的有机物和氮等有害物质是一个较复杂的技术问题。
现行应用较多是物理沉淀结合生物膜处理方式,生物膜处理中,温度、盐度、营养盐含量、溶解氧浓度是影响硝化过程的关键因素。
与流水养鱼相比,循环水养殖系统的pH值较稳定,水质更好,而且不需要太多的人力资源,同时降低了成本。
特别是循环水养殖系统用水量少,对周围环境没有污染,同时也减少了外源水病原微生物的入侵。
封闭式内循环养殖系统有几个条件是必备的:(1)循环水尽量提高速度,以每小时1—3次为宜;(2)使用筛选分离培养的土著菌种净化水质;(3)补充纯氧;(4)臭氧杀菌;(5)建立免疫防疫体系;(6)使用高效饵料,饵料系数在1左右;;(7)在循环过程中滤除悬浮物;;(8)苗种的种质与生长速度;;随着城镇化、工业化的不断推进、土地资源不断减少,;参考文献:;[1]张明华,杨菁.海水工厂化养殖水处理系统的装;[2]樊祥国.我国工厂化养殖现状和发展前景[J];[3]唐启升.中国发展渔业的优势及前景[J].中;[4]郑升阳.试论工厂化养殖设施综合利用的现状(6)使用高效饵料,饵料系数在1左右;(7)在循环过程中滤除悬浮物;(8)苗种的种质与生长速度;随着城镇化、工业化的不断推进、土地资源不断减少,水资源日益短缺,养鱼环境和水质变差使食用鱼的安全性日益受到关注,发展节水型无公害的工厂化养殖技术无疑是主要的战略方向。