伺服脉冲监控及增益的调节方法
- 格式:doc
- 大小:266.50 KB
- 文档页数:14
伺服驱动器参数设置方法在自动化设备中,经常用到伺服电机,特别是位置控制,大部分品牌的伺服电机都有位置控制功能,通过控制器发出脉冲来控制伺服电机运行,脉冲数对应转的角度,脉冲频率对应速度(与电子齿轮设定有关),当一个新的系统,参数不能工作时,首先设定位置增益,确保电机无噪音情况下,尽量设大些,转动惯量比也非常重要,可通过自学习设定的数来参考,然后设定速度增益和速度积分时间,确保在低速运行时连续,位置精度受控即可。
1.位置比例增益:设定位置环调节器的比例增益。
设置值越大,增益越高,刚度越大,相同频率指令脉冲条件下,位置滞后量越小。
但数值太大可能会引起振荡或超调。
参数数值由具体的伺服系统型号和负载情况确定。
2.位置前馈增益:设定位置环的前馈增益。
设定值越大时,表示在任何频率的指令脉冲下,位置滞后量越小位置环的前馈增益大,控制系统的高速响应特性提高,但会使系统的位置不稳定,容易产生振荡。
不需要很高的响应特性时,本参数通常设为0表示范围:0~100%3.速度比例增益:设定速度调节器的比例增益。
设置值越大,增益越高,刚度越大。
参数数值根据具体的伺服驱动系统型号和负载值情况确定。
一般情况下,负载惯量越大,设定值越大。
在系统不产生振荡的条件下,尽量设定较大的值。
4.速度积分时间常数:设定速度调节器的积分时间常数。
设置值越小,积分速度越快。
参数数值根据具体的伺服驱动系统型号和负载情况确定。
一般情况下,负载惯量越大,设定值越大。
在系统不产生振荡的条件下,尽量设定较小的值。
5.速度反馈滤波因子:设定速度反馈低通滤波器特性。
数值越大,截止频率越低,电机产生的噪音越小。
如果负载惯量很大,可以适当减小设定值。
数值太大,造成响应变慢,可能会引起振荡。
数值越小,截止频率越高,速度反馈响应越快。
如果需要较高的速度响应,可以适当减小设定值。
6.最大输出转矩设置:设置伺服驱动器的内部转矩限制值。
设置值是额定转矩的百分比,任何时候,这个限制都有效定位完成范围设定位置控制方式下定位完成脉冲范围。
伺服驱动器参数设置方法在自动化设备中,经常用到伺服电机,特别是位置控制,大部分品牌的伺服电机都有位置控制功能,通过控制器发出脉冲来控制伺服电机运行,脉冲数对应转的角度,脉冲频率对应速度(与电子齿轮设定有关),当一个新的系统,参数不能工作时,首先设定位置增益,确保电机无噪音情况下,尽量设大些,转动惯量比也非常重要,可通过自学习设定的数来参考,然后设定速度增益和速度积分时间,确保在低速运行时连续,位置精度受控即可。
1.位置比例增益:设定位置环调节器的比例增益。
设置值越大,增益越高,刚度越大,相同频率指令脉冲条件下,位置滞后量越小。
但数值太大可能会引起振荡或超调。
参数数值由具体的伺服系统型号和负载情况确定。
2.位置前馈增益:设定位置环的前馈增益。
设定值越大时,表示在任何频率的指令脉冲下,位置滞后量越小位置环的前馈增益大,控制系统的高速响应特性提高,但会使系统的位置不稳定,容易产生振荡。
不需要很高的响应特性时,本参数通常设为0表示范围:0~100%3.速度比例增益:设定速度调节器的比例增益。
设置值越大,增益越高,刚度越大。
参数数值根据具体的伺服驱动系统型号和负载值情况确定。
一般情况下,负载惯量越大,设定值越大。
在系统不产生振荡的条件下,尽量设定较大的值。
4.速度积分时间常数:设定速度调节器的积分时间常数。
设置值越小,积分速度越快。
参数数值根据具体的伺服驱动系统型号和负载情况确定。
一般情况下,负载惯量越大,设定值越大。
在系统不产生振荡的条件下,尽量设定较小的值。
5.速度反馈滤波因子:设定速度反馈低通滤波器特性。
数值越大,截止频率越低,电机产生的噪音越小。
如果负载惯量很大,可以适当减小设定值。
数值太大,造成响应变慢,可能会引起振荡。
数值越小,截止频率越高,速度反馈响应越快。
如果需要较高的速度响应,可以适当减小设定值。
6.最大输出转矩设置:设置伺服驱动器的内部转矩限制值。
设置值是额定转矩的百分比,任何时候,这个限制都有效定位完成范围设定位置控制方式下定位完成脉冲范围。
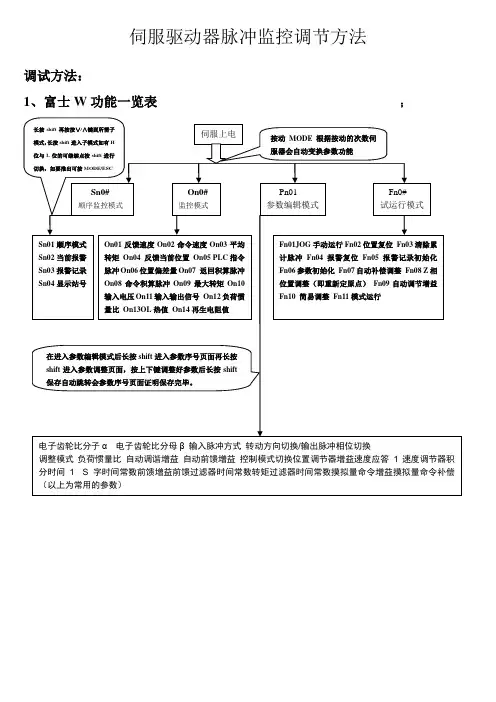
伺服驱动器脉冲监控调节方法调试方法:1、富士W功能一览表;2、富士SMART:3、松下A4系列::4、松下A5系列5、台达系列:通电后伺服器上直接显示数值为P0-02:00为电机反馈脉冲数。
(P0-02中00:为反馈脉冲数、02为指令脉冲数)通电按MODE键进入P0-00界面按2下∧键进入P0-02界面按SET键1秒以上进入P0-02参数按2下∧键将该参数设为2按SET键1秒以上后数值保存且伺服器自动到反馈界面界面上直接显示的数值为低位0000按∧键、∨键进行高低位切换。
名词解释:反馈脉冲数:是指伺服电机执行的驱动器的脉冲数反馈,即伺服驱动器发送给伺服电机执行的脉冲总数量;指令脉冲数:是指PLC发送给驱动器的脉冲总数量;两数值比较:正常运行的情况下,以上两者数值相同,相差不超过1~2个数值,否则伺服系统存在执行误差。
同一数值不同循环间的比较:指令脉冲数每个循环之间比较,数值相同则接收正常,即PLC发送正常,否则可能为PLC发送异常或伺服器接收异常,两者必有其一;若指令脉冲每模均相同,而执行脉冲数不同,则伺服系统存在执行异常。
伺服驱动器增益(刚性)调节方法适用情况:什么情况下要调节,即什么表现时需要调节,如电机跳动,电机异响等1、富士W型: SMART型:06 负荷惯量比 PA1-14 负载惯性力矩比40 位置调节增益 PA1 -55 位置环路增益141速度应达 PA1-56 速度环路增益142 速度调节器积分时间 PA1-57 速度环路积分时间常数1 2、松下A4:松下A5Pr20 惯量比 Pr0.03实时自动增益的刚性选择Pr22 实时自动增益的刚性选择 Pr0.04惯量比Pr10 第1位置环增益 Pr1.00第1位置环增益Pr11第1速度环增益 Pr1.01第1速度环增益Pr12第1速度积分时间常数 Pr1.02第1速度积分时间常数3、台达:P1-37 负载惯量比P2-00 位置控件比例增益P2-02 位置控制前馈增益P2-04 速度控制增益KM3-600~1000KM3-1200~1600KM3-2200~3000KM5-W富士W型单轴400W引拔上下引拔上下引拔上下引拔上下Pn1-01648192819281928192163841638481928192Pn1-021*********/175125/175375375125/175125/175 Pn1-03000000000Pn1-0400/10/10/10/10/10/10/10/1Pn1-05222222222Pn1-06666666666Pn1-154Pn1-1811111111Pn1-40353535353535353535Pn1-41353535353535353535Pn1-42150150150150150150150150150 Pn1-43121212121212121212单轴400W KM3-1000~1500KM5-W富士S型横行引拔上下引拔上下PA1-0300000PA1-040/1PA1-0520002000280020002800PA1-131212121010PA1-1415141444PA1-51380PA1-531 PA1-5545 PA1-5640 PA1-5730 PA1-700 PA1-71110 PA1-726 PA1-732 PA1-7495 PA1-756 PA1-762PA2-6522/12/1PA3-521414KM3-1900、2000KM5-800KM5-1000~1400松下A4引拔引拔上下引拔上下Pr.1a999999999 Pr.20500Pr.2100000 Pr.3000Pr.411/00/10/10/10/1 Pr.4230000 Pr.44569756/80126Pr.48101000055/163845/16384 Pr.4b3800044/1254/125 Pr.4c3Pr.6c11KM3-1600~2000KM5-1200松下A5引拔上下引拔上下Pr0.000000Pr0.0100Pr0.020000Pr0.042501080Pr0.0500Pr0.060000Pr0.070300Pr0.082000300080008000Pr0.1112612680126Pr0.160001台达横走引拔上下台达横走P0-061P2-241P0-0817P2-3134 P0-1321E P2-501P0-14306P3-00(永宏)2P1-000/2永宏0/2永宏P3-015P1-011/101P3-027 P1-34300/200P3-052 P1-35300/200P1-36500/800P1-378P1-38200P1-44525/5永P1-451/4永宏1/4永宏P1-4610056 10097 10126永100441005610080P1-470213P1-4850P1-495P1-54300P2-00161616P2-02300030003000 P2-04250025002500 P2-0640P2-11124P2-12104P2-15122122P2-16123123 P2-17121121 P2-19108 P2-241P2-3134P2-501P3-00(永宏)2P3-015P3-027P3-052。
伺服电机的参数调节方法伺服电机作为一种高精度控制器,其参数的调节方法对其性能具有非常重要的影响。
通过恰当地调节电机的参数,可以使其达到更高的精度和响应速度。
在本文中,我们将介绍伺服电机参数调节的方法。
一、伺服电机参数的意义1. 比例增益(KP)比例增益是电机输出与误差之间的比例系数。
它可以调节电机的灵敏度和控制响应速度。
比例增益越大,控制效果越好,但过大会导致震荡和不稳定。
相反,比例增益过小将导致电机偏差过大,精度和响应速度下降。
2. 积分时间(TI)积分时间是指误差累积对输出的影响时间,是衡量电机回归能力的重要参数。
当电机输出大于误差时,积分时间越长,电机响应越大,误差越小。
相反,积分时间过短会导致电机无法稳定工作。
3. 微分时间(TD)微分时间是误差变化速率对电机输出的影响时间,可以调节电机的“智能度”。
在实际应用中,微分时间通常为0.1倍的积分时间。
当微分时间过大时,将导致电机响应迟缓和不稳定。
二、伺服电机参数的调节方法1. 比例增益(KP)参数调节方法(1)先将积分时间和微分时间调节到最小。
(2)逐渐增加比例增益,直到电机出现震荡或不稳定。
此时再将比例增益减小到震荡停止或不稳定的状态。
(3)再次逐渐增加比例增益,直到电机产生震荡或不稳定,并将比例增益减小到震荡停止或不稳定的状态。
(4)重复步骤(3)直到电机稳定工作。
2. 积分时间(TI)参数调节方法(1)先将比例增益和微分时间调节到最小。
(2)逐渐增加积分时间,直到电机达到最佳位置控制。
(3)增加积分时间将导致大的调节误差,如果电机无法达到最佳位置控制,则缩短积分时间。
(4)重复步骤(3)直到电机达到最佳位置控制。
3. 微分时间(TD)参数调节方法(1)先将比例增益和积分时间调节到最小。
(2)逐渐增加微分时间,直到电机达到最佳位置控制。
(3)如果微分时间太长,则会导致电机对小的误差变化过于敏感,从而降低稳定性。
(4)重复步骤(3)直到电机达到最佳位置控制。
1.手动调整增益参数调整速度比例增益KVP值。
当伺服系统安装完后,必须调整参数,使系统稳定旋转。
首先调整速度比例增益KVP值.调整之前必须把积分增益KVI及微分增益KVD调整至零,然后将KVP值渐渐加大;同时观察伺服电机停止时足否产生振荡,并且以手动方式调整KVP参数,观察旋转速度是否明显忽快忽慢.KVP 值加大到产生以上现象时,必须将KVP值往回调小,使振荡消除、旋转速度稳定。
此时的KVP值即初步确定的参数值。
如有必要,经KⅥ和KVD调整后,可再作反复修正以达到理想值。
调整积分增益KⅥ值。
将积分增益KVI值渐渐加大,使积分效应渐渐产生。
由前述对积分控制的介绍可看出,KVP值配合积分效应增加到临界值后将产生振荡而不稳定,如同KVP值一样,将KVI值往回调小,使振荡消除、旋转速度稳定。
此时的KVI值即初步确定的参数值。
调整微分增益KVD值。
微分增益主要目的是使速度旋转平稳,降低超调量。
因此,将KVD值渐渐加大可改善速度稳定性。
调整位置比例增益KPP值。
如果KPP值调整过大,伺服电机定位时将发生电机定位超调量过大,造成不稳定现象。
此时,必须调小KPP值,降低超调量及避开不稳定区;但也不能调整太小,使定位效率降低。
因此,调整时应小心配合。
2.自动调整增益参数现代伺服驱动器均已微计算机化,大部分提供自动增益调整(autotuning)的功能,可应付多数负载状况。
在参数调整时,可先使用自动参数调整功能,必要时再手动调整。
事实上,自动增益调整也有选项设置,一般将控制响应分为几个等级,如高响应、中响应、低响应,用户可依据实际需求进行设置。
数控机床伺服参数调整方法数控机床是一种通过控制系统控制的机床,它的精度和稳定性取决于伺服系统的参数调整。
伺服系统是控制电机转速和位置的关键部件,正确调整伺服系统的参数可以提高机床的加工精度和生产效率。
本文将介绍一种数控机床伺服参数调整方法。
一、伺服系统的参数数控机床的伺服系统有许多参数,常见的有比例增益、积分时间、微分时间和滤波时间等。
比例增益决定了伺服系统的响应速度和稳定性,积分时间和微分时间分别控制了伺服系统的积分和微分作用,滤波时间用于减小伺服系统的噪声。
不同的机床对参数的要求可能不同,因此需要根据具体机床的要求进行调整。
二、参数调整方法1. 比例增益的调整比例增益是伺服系统的一个重要参数,它决定了伺服系统的响应速度和稳定性。
一般来说,较大的比例增益可以提高系统的动态性能,但过大的比例增益会导致系统震荡和不稳定。
调整比例增益需要在性能和稳定性之间取得平衡。
具体的调整方法如下:(1)增加比例增益,观察系统的响应速度和稳定性,如果出现震荡现象或者系统变得不稳定,说明比例增益过大,需要适当降低。
2. 积分时间的调整(1)增加积分时间,观察系统的稳态误差,如果稳态误差减小,但超调量增大,说明积分时间过大,需要适当减小。
(1)增加滤波时间,观察系统的响应速度和抖动情况,如果系统的响应速度变慢,说明滤波时间过大,需要适当减小。
三、结论通过调整伺服系统的参数,可以有效提高数控机床的加工精度和生产效率。
在进行参数调整时,需要在性能和稳定性之间取得平衡,根据具体机床的要求进行调整。
调整伺服系统参数需要进行逐步试验,观察系统的响应速度和稳定性,在实际加工中进行实验验证,以获得最佳的参数设置。
伺服系统的参数设定与调整方法伺服系统是一种常见的控制系统,广泛应用于各种机械设备中。
准确的参数设定和调整对于伺服系统的性能和稳定性至关重要。
本文将介绍伺服系统参数设定和调整的方法。
一、伺服系统参数设定方法伺服系统的参数设定是指根据实际需求,确定控制系统中的参数数值。
常见的参数包括比例增益、积分时间和微分时间等。
以下是一些常用的伺服系统参数设定的方法:1. 衰减法:通过衰减法可以较为准确地估计参数。
首先将伺服系统给予一个较大的幅值输入信号,观察输出信号的衰减情况。
通过分析衰减的速度和振荡周期等参数,可以确定系统的阻尼比和固有频率,从而设定PID控制器的参数。
2. 格里德法:格里德法是一种基于试错原理的参数设定方法。
系统首先设定一个较小的比例增益值,然后逐渐增大这个值,观察系统的响应。
如果系统出现振荡,则减小比例增益值;如果系统响应较慢,则增大比例增益值。
通过不断试错和调整,最终确定合适的比例增益。
3. 找根法:找根法是一种通过根轨迹的方法来确定参数的设定值。
通过分析系统的特征方程,可以画出系统的根轨迹。
根轨迹的形状和分布可以反映系统的稳定性和灵敏性。
根据根轨迹的情况,可以调整PID控制器的参数。
二、伺服系统参数调整方法伺服系统参数调整是指根据实际的运行效果和性能要求,微调参数的数值。
以下是几种常用的伺服系统参数调整的方法:1. 自适应控制:自适应控制是指根据系统的实时响应和状态,自动调整参数的数值。
自适应控制可以根据实际需求动态地修改参数,以提高系统的性能和稳定性。
2. 批量调整法:批量调整法是指通过实验和试验,对整个参数集进行调整。
可以通过设定不同的比例增益、积分时间和微分时间等参数来进行实验,观察系统的响应和性能指标,最终找到最佳的参数组合。
3. 样本跟踪法:样本跟踪法是指通过跟踪样本轨迹来调整参数。
首先设定一个样本轨迹,然后通过观察系统对样本轨迹的响应,逐渐调整参数,直到系统响应与样本轨迹一致。
伺服驱动器脉冲监控调节方法调试方法:1、富士W功能一览表;2、富士SMART:3、松下A4系列::4、松下A5系列5、台达系列:通电后伺服器上直接显示数值为P0-02:00为电机反馈脉冲数。
(P0-02中00:为反馈脉冲数、02为指令脉冲数)通电按MODE键进入P0-00界面按2下∧键进入P0-02界面按SET键1秒以上进入P0-02参数按2下∧键将该参数设为2按SET键1秒以上后数值保存且伺服器自动到反馈界面名词解释:反馈脉冲数:是指伺服电机执行的驱动器的脉冲数反馈,即伺服驱动器发送给伺服电机执行的脉冲总数量;指令脉冲数:是指PLC发送给驱动器的脉冲总数量;两数值比较:正常运行的情况下,以上两者数值相同,相差不超过1~2个数值,否则伺服系统存在执行误差。
同一数值不同循环间的比较:指令脉冲数每个循环之间比较,数值相同则接收正常,即PLC发送正常,否则可能为PLC 发送异常或伺服器接收异常,两者必有其一;若指令脉冲每模均相同,而执行脉冲数不同,则伺服系统存在执行异常。
伺服驱动器增益(刚性)调节方法适用情况:什么情况下要调节,即什么表现时需要调节,如电机跳动,电机异响等1、富士W型:SMART型:06 负荷惯量比PA1-14 负载惯性力矩比40 位置调节增益PA1 -55 位置环路增益141速度应达PA1-56 速度环路增益142 速度调节器积分时间PA1-57 速度环路积分时间常数12、松下A4:松下A5Pr20 惯量比实时自动增益的刚性选择Pr22 实时自动增益的刚性选择惯量比Pr10 第1位置环增益第1位置环增益Pr11第1速度环增益第1速度环增益Pr12第1速度积分时间常数第1速度积分时间常数3、台达:P1-37 负载惯量比P2-00 位置控件比例增益P2-02 位置控制前馈增益P2-04 速度控制增益KM3-600~1000 KM3-1200~1600 KM3-2200~3000 KM5-W富士W型单轴400W 引拔上下引拔上下引拔上下引拔上下Pn1-01 64 8192 8192 8192 8192 16384 16384 8192 8192Pn1-02 1 125 125 125/175 125/175 375 375 125/175 125/175 Pn1-03 0 0 0 0 0 0 0 0 0Pn1-04 0 0/1 0/1 0/1 0/1 0/1 0/1 0/1 0/1Pn1-05 2 2 2 2 2 2 2 2 2Pn1-06 6 6 6 6 6 6 6 6 6Pn1-15 4Pn1-18 11 11 11 11Pn1-40 35 35 35 35 35 35 35 35 35Pn1-41 35 35 35 35 35 35 35 35 35Pn1-42 150 150 150 150 150 150 150 150 150Pn1-43 12 12 12 12 12 12 12 12 12 单轴400W KM3-1000~1500 KM5-W富士S型横行引拔上下引拔上下PA1-03 0 0 0 0 0PA1-04 0/1PA1-05 2000 2000 2800 2000 2800PA1-13 12 12 12 10 10PA1-14 15 14 14 4 4PA1-56 40PA1-57 30PA1-70 0PA1-71 110PA1-72 6PA1-73 2PA1-74 95PA1-75 6PA1-76 2PA2-65 2 2/1 2/1PA3-52 14 14KM3-1900、2000 KM5-800 KM5-1000~1400松下A4 引拔引拔上下引拔上下Pr.1a 999 999 999 5000 0 0 0 00 01/0 0/1 0/1 0/1 0/13 0 0 0 056 97 56/80 12610 10000 5 5/16384 5/163843 80004 4/125 4/125 Pr.4c 3Pr.6c 1 1KM3-1600~2000 KM5-1200松下A5 引拔上下引拔上下0 0 0 00 00 0 0 0250 10800 00 0 0 00 3 0 02000 3000 8000 8000126 126 80 1260 0 0 1台达横走引拔上下台达横走P0-06 1 P2-24 1P0-08 17 P2-31 34P0-13 21E P2-50 1P0-14 306 P3-00(永宏) 2P1-00 0/2永宏0/2永宏P3-01 5P1-01 1/101 P3-02 7 P1-34 300/200 P3-05 2P1-44 5 25/5永P1-45 1/4永宏1/4永宏P1-46 10056 10097 10126永100441005610080P1-47 0213P1-48 50P1-49 5P1-54 300P2-00 16 16 16 P2-02 3000 3000 3000 P2-04 2500 2500 2500 P2-06 40P2-11 124P2-12 104P2-15 122 122 P2-16 123 123 P2-17 121 121 P2-19 108 P2-24 1P2-31 34P2-50 1P3-00(永宏) 2P3-01 5P3-02 7 P3-05 2。
伺服电机增益调整的原理及方法伺服电机控制系统是现代自动化领域中常用的一种控制方式,可以实现精确的位置、速度和力矩控制。
在使用伺服电机时,通过调整其增益参数可以提高系统的性能和稳定性。
增益调整原理:伺服电机的增益调整是通过调整PID控制器的参数来实现的。
PID控制器是由比例(P)、积分(I)和微分(D)三个部分组成的,通过对这三个参数的调整,可以达到对伺服电机的控制精度和稳定性的要求。
1.比例控制(P):比例控制参数决定输出信号与输入信号的线性关系,若比例增益过大,则会导致输出信号波动较大,系统不稳定;若比例增益过小,则会导致输出信号不能快速响应输入信号的变化。
2.积分控制(I):积分控制参数用来消除系统存在的稳态误差,积分增益越大,稳态误差越小;但是积分增益过大会导致系统产生过冲和震荡。
3.微分控制(D):微分控制参数用于预测系统的未来状态,从而减小输出的超调量。
当微分增益较大时,系统对输入信号的快速变化会产生较大的干扰,导致输出信号不稳定。
增益调整方法:1.手动方法:在实际应用中,可以通过手动调整增益参数的方法进行调试。
首先选择一个适当的比例增益值,然后增加积分增益值以消除系统的稳态误差,最后适当增加微分增益值来提高系统的稳定性。
2. Ziegler-Nichols方法:这是一种经典的自整定方法,通过试探法来选择合适的增益参数。
首先将所有增益参数设为0,然后逐步增加比例增益,当系统发生震荡时记录比例增益的值,然后根据震荡周期计算出积分增益和微分增益。
这种方法相对简单,但需要进行多次试验来得到准确的结果。
3. 频域方法:通过对伺服电机系统进行频域分析,可以得到系统的频率响应曲线。
根据曲线的特性,可以选择合适的增益参数。
常用的频域分析方法有Bode图法、Nyquist图法和根轨迹法等。
这些方法需要较强的数学基础和系统理论知识。
总结:伺服电机增益调整是一个相对复杂的过程,需要根据实际应用情况和系统需求来进行选择。
伺服电机增益调整的原理及方法实际上私服电机的电流,速度,位置三环控制,其中的每一个环节基本上控制原则都可以采用PID控制,或是其他的控制算法,我不是很清楚你的增益调整指的是什么,一般来说对于PID里面来讲,增益应该就是P的作用,就是一个简单的比例控制环节,结合积分和微分,从而实现PID的整定.按理说如果能够调整好PID的三个参数,那么你的控制系统一定就可以稳定工作了.我有个总结:PID的基本作用如下:比例(P)控制比例控制是一种最简单的控制方式.其控制器的输出与输入误差信号成比例关系.当仅有比例控制时系统输出存在稳态误差(Steady-state error). 积分(I)控制在积分控制中,控制器的输出与输入误差信号的积分成正比关系.对一个自动控制系统,如果在进入稳态后存在稳态误差,则称这个控制系统是有稳态误差的或简称有差系统(System with Steady-state Error).为了消除稳态误差,在控制器中必须引入“积分项”.积分项对误差取决于时间的积分,随着时间的增加,积分项会增大.这样,即便误差很小,积分项也会随着时间的增加而加大,它推动控制器的输出增大使态误差进一步减小,直到等于零.因此,比例+积分(PI)控制器,可以使系统在进入稳态后无稳态误差. 微分(D)控制在微分控制中,控制器的输出与输入误差信号的微分(即误差的变化率)成正比关系. 自动控制系统在克服误差的调节过程中可能会出现振荡甚至失稳.其原因是由于存在有较大惯性组件(环节)或有滞后(delay)组件,具有抑制误差的作用,其变化总是落后于误差的变化.解决的办法是使抑制误差的作用的变化“超前”,即在误差接近零时,抑制误差的作用就应该是零.这就是说,在控制器中仅引入“比例”项往往是不够的,比例项的作用仅是放大误差的幅值,而目前需要增加的是“微分项”,它能预测误差变化的趋势,这样,具有比例+微分的控制器,就能够提前使抑制误差的控制作用等于零,甚至为负值,从而避免了被控量的严重超调.所以对有较大惯性或滞后的被控对象,比例+微分(PD)控制器能改善系统在调节过程中的动态特性.最后,在结合各种先进的控制算法,比如遗传算法GA,模拟退火算法SA,禁忌搜索算法TS,神经网络ANN等等,从而实现各种控制方案,不过工程上面的还是以PID为主,容易实现,而且效果明显.自动增益调整(pr21设置为1)下,刚性是通过调节pr22参数来提高响应性的,而且pr20惯量比也是自行整定的,但由于大部分机械机构不是很合理会导致整定出来的惯量比很高,刚性就加不上去.所以如果自动增益调整不行的话,还是手动增益调整(pr21=0)来调节,通过调节pr10,11,12,14,运动伺服一般都是三环控制系统,从内到外依次是电流环速度环位置环.1、首先电流环:电流环的输入是速度环PID调节后的那个输出,我们称为“电流环给定”吧,然后呢就是电流环的这个给定和“电流环的反馈”值进行比较后的差值在电流环内做PID调节输出给电机,“电流环的输出”就是电机的每相的相电流,“电流环的反馈”不是编码器的反馈而是在驱动器内部安装在每相的霍尔元件(磁场感应变为电流电压信号)反馈给电流环的.2、速度环:速度环的输入就是位置环PID调节后的输出以及位置设定的前馈值,我们称为“速度设定”,这个“速度设定”和“速度环反馈”值进行比较后的差值在速度环做PID调节(主要是比例增益和积分处理)后输出就是上面讲到的“电流环的给定”.速度环的反馈来自于编码器的反馈后的值经过“速度运算器”得到的.3、位置环:位置环的输入就是外部的脉冲(通常情况下,直接写数据到驱动器地址的伺服例外),外部的脉冲经过平滑滤波处理和电子齿轮计算后作为“位置环的设定”,设定和来自编码器反馈的脉冲信号经过偏差计数器的计算后的数值在经过位置环的PID调节(比例增益调节,无积分微分环节)后输出和位置给定的前馈信号的合值就构成了上面讲的速度环的给定.位置环的反馈也来自于编码器.编码器安装于伺服电机尾部,它和电流环没有任何联系,他采样来自于电机的转动而不是电机电流,和电流环的输入、输出、反馈没有任何联系.而电流环是在驱动器内部形成的,即使没有电机,只要在每相上安装模拟负载(例如电灯泡)电流环就能形成反馈工作.谈谈PID各自对差值调节对系统的影响:1、单独的P(比例)就是将差值进行成比例的运算,它的显着特点就是有差调节,有差的意义就是调节过程结束后,被调量不可能与设定值准确相等,它们之间一定有残差,残差具体值您可以通过比例关系计算出...增加比例将会有效减小残差并增加系统响应,但容易导致系统激烈震荡甚至不稳定...2、单独的I(积分)就是使调节器的输出信号的变化速度与差值信号成正比,大家不难理解,如果差值大,则积分环节的变化速度大,这个环节的正比常数的比例倒数我们在伺服系统里通常叫它为积分时间常数,积分时间常数越小意味着系统的变化速度越快,所以同样如果增大积分速度(也就是减小积分时间常数)将会降低控制系统的稳定程度,直到最后出现发散的震荡过程,...这个环节最大的好处就是被调量最后是没有残差的...3、PI(比例积分)就是综合P和I的优点,利用P调节快速抵消干扰的影响,同时利用I调节消除残差...4、单独的D(微分)就是根据差值的方向和大小进行调节的,调节器的输出与差值对于时间的导数成正比,微分环节只能起到辅助的调节作用,它可以与其他调节结合成PD和PID调节...它的好处是可以根据被调节量(差值)的变化速度来进行调节,而不要等到出现了很大的偏差后才开始动作,其实就是赋予了调节器以某种程度上的预见性,可以增加系统对微小变化的响应特性...伺服的电流环的PID常数一般都是在驱动器内部设定好的,操作使用者不需要更改...速度环主要进行PI(比例和积分),比例就是增益,所以我们要对速度增益和速度积分时间常数进行合适的调节才能达到理想效果...位置环主要进行P(比例)调节...对此我们只要设定位置环的比例增益就好了...位置环、速度环的参数调节没有什么固定的数值,要根据外部负载的机械传动连接方式、负载的运动方式、负载惯量、对速度、加速度要求以及电机本身的转子惯量和输出惯量等等很多条件来决定,调节的简单方法是在根据外部负载的情况进行大体经验的范围内将增益参数从小往大调,积分时间常数从大往小调,以不出现震动超调的稳态值为最佳值进行设定...当进行位置模式需要调节位置环时,最好先调节速度环(此时位置环的比例增益设定在经验值的最小值),调节速度环稳定后,在调节位置环增益,适量逐步增加,位置环的响应最好比速度环慢一点,不然也容易出现速度震荡.一般伺服都有三种控制方式:速度控制方式,转矩控制方式,位置控制方式 .1、转矩控制:转矩控制方式是通过外部模拟量的输入或直接的地址的赋值来设定电机轴对外的输出转矩的大小,具体表现为例如10V对应5Nm的话,当外部模拟量设定为5V时电机轴输出为:如果电机轴负载低于时电机正转,外部负载等于时电机不转,大于时电机反转(通常在有重力负载情况下产生).可以通过即时的改变模拟量的设定来改变设定的力矩大小,也可通过通讯方式改变对应的地址的数值来实现.应用主要在对材质的受力有严格要求的缠绕和放卷的装置中,例如饶线装置或拉光纤设备,转矩的设定要根据缠绕的半径的变化随时更改以确保材质的受力不会随着缠绕半径的变化而改变.2、位置控制:位置控制模式一般是通过外部输入的脉冲的频率来确定转动速度的大小,通过脉冲的个数来确定转动的角度,也有些伺服可以通过通讯方式直接对速度和位移进行赋值.由于位置模式可以对速度和位置都有很严格的控制,所以一般应用于定位装置.3、速度模式:通过模拟量的输入或脉冲的频率都可以进行转动速度的控制,在有上位控制装置的外环PID 控制时速度模式也可以进行定位,但必须把电机的位置信号或直接负载的位置信号给上位反馈以做运算用.位置模式也支持直接负载外环检测位置信号,此时的电机轴端的编码器只检测电机转速,位置信号就由直接的最终负载端的检测装置来提供了,这样的优点在于可以减少中间传动过程中的误差,增加整个系统的定位精度.4、谈谈3环,伺服电机一般为三个环控制,所谓三环就是3个闭环负反馈PID调节系统.最内的PID环就是电流环,此环完全在伺服驱动器内部进行,通过霍尔装置检测驱动器给电机的各相的输出电流,负反馈给电流的设定进行PID调节,从而达到输出电流尽量接近等于设定电流,电流环就是控制电机转矩的,所以在转矩模式下驱动器的运算最小,动态响应最快.第2环是速度环,通过检测的电机编码器的信号来进行负反馈PID调节,它的环内PID输出直接就是电流环的设定,所以速度环控制时就包含了速度环和电流环,换句话说任何模式都必须使用电流环,电流环是控制的根本,在速度和位置控制的同时系统实际也在进行电流(转矩)的控制以达到对速度和位置的相应控制.第3环是位置环,它是最外环,可以在驱动器和电机编码器间构建也可以在外部控制器和电机编码器或最终负载间构建,要根据实际情况来定.由于位置控制环内部输出就是速度环的设定,位置控制模式下系统进行了所有3个环的运算,此时的系统运算量最大,动态响应速度也最慢.。
伺服参数调整方法伺服参数调整是指对伺服系统中的参数进行修正和调整,以达到更好的控制效果和性能。
伺服系统是一种能够精确控制机械位置和速度的调节系统,通过对其参数进行调整,可以实现更准确、更稳定的运动控制。
下面是关于伺服参数调整的一些建议和方法。
首先,了解伺服系统的结构和工作原理非常重要。
伺服系统由控制器、伺服驱动器和电机组成。
控制器根据输入信号生成相应的控制指令,伺服驱动器则根据控制指令控制电机进行运动。
了解伺服系统的结构和工作原理,可以更好地进行参数调整。
其次,根据实际需求选择合适的伺服参数。
伺服参数通常包括增益、速度限制、加速度限制等。
增益是指伺服系统的输出响应与输入信号之间的比例关系。
合适的增益可以使伺服系统的输出更准确、更稳定。
速度限制和加速度限制可以控制伺服系统的最大速度和最大加速度,防止系统过载和损坏。
根据实际需求和控制要求,选择合适的伺服参数非常重要。
然后,进行伺服参数的初步调整。
伺服参数的初步调整可以采用手动调整的方式,也可以利用伺服驱动器提供的自动调整功能。
手动调整时,可以通过调整增益、速度限制和加速度限制等参数,逐步接近最佳参数设置。
自动调整时,可以通过驱动器的自动参数整定功能,自动优化伺服参数。
初步调整可以得到一个较好的初始参数设置,为后续的精确调整打下基础。
接下来,进行伺服参数的精确调整。
伺服参数的精确调整可以通过实验和试运行来完成。
在试运行过程中,通过观察机械的运动状态和响应性能,调整伺服参数,以达到最佳的运动控制效果。
观察机械的运动轨迹、振动情况和静态误差等,可判断是否需要进一步调整参数。
此外,注意保存和备份参数设置。
伺服参数调整的过程是一个不断试错的过程,可能需要多次调整和尝试。
正确保存和备份参数设置可以避免参数丢失和重新调整的麻烦。
最后,随着时间的推移,伺服系统的性能可能会发生变化,因此需要进行定期的参数检查和调整。
定期检查伺服参数可以保持系统的优化性能,避免性能下降和故障发生。
伺服电机的控制模式及增益调整第一部分:伺服电机的控制模式详解1. 转矩控制:转矩控制方式是通过外部模拟量的输入或直接的地址的赋值来设定电机轴对外的输出转矩的大小,具体表现为例如10V 对应 5Nm 的话,当外部模拟量设定为 5V 时电机轴输出为2.5Nm:如果电机轴负载低于 2.5Nm 时电机正转,外部负载等于 2.5Nm 时电机不转,大于 2.5Nm 时电机反转(通常在有重力负载情况下产生)。
可以通过即时的改变模拟量的设定来改变设定的力矩大小,也可通过通讯方式改变对应的地址的数值来实现。
应用主要在对材质的受力有严格要求的缠绕和放卷的装置中,例如饶线装置或拉光纤设备,转矩的设定要根据缠绕的半径的变化随时更改以确保材质的受力不会随着缠绕半径的变化而改变。
2. 位置控制:位置控制模式一般是通过外部输入的脉冲的频率来确定转动速度的大小,通过脉冲的个数来确定转动的角度,也有些伺服可以通过通讯方式直接对速度和位移进行赋值。
由于位置模式可以对速度和位置都有很严格的控制,所以一般应用于定位装置。
3. 速度模式:通过模拟量的输入或脉冲的频率都可以进行转动速度的控制,在有上位控制装置的外环PID 控制时速度模式也可以进行定位,但必须把电机的位置信号或直接负载的位置信号给上位反馈以做运算用。
位置模式也支持直接负载外环检测位置信号,此时的电机轴端的编码器只检测电机转速,位置信号就由直接的最终负载端的检测装置来提供了,这样的优点在于可以减少中间传动过程中的误差,增加整个系统的定位精度。
4. 全闭环控制模式:全闭环控制是相对于半闭环控制而言的。
首先我们来了解下半闭环控制,半闭环是指数控系统或PLC发出速脉冲指令。
伺服接受指令,然后执行,在执行的过程中,伺服本身的编码器进行位置反馈给伺服,伺服自己进行偏差修正,伺服本身误差可避免,但是机械误差无法避免,因为控制系统不知道实际的位置。
而全闭环是指伺服接受上位控制器发出速度可控的脉冲指令,伺服接受信号执行,执行的过程中,在机械装置上有位置反馈的装置,直接反馈给控制系统,控制系统通过比较,判断出与实际偏差,给伺服指令,进行偏差修正,这样控制系统通过频率可控的脉冲信号完成伺服的速度环控制,然后又通过位置传感器(光栅尺、编码器)完成伺服的位置环控制,这种把伺服电机、运动控制器、位置传感器三者有机的结合在一起的控制模式称之为全闭环控制。
伺服系统的参数调节方法伺服系统是一种通过控制输出来保持输出与输入一致的控制系统。
在实际应用中,为了保持伺服系统的性能,需要对伺服系统的参数进行调节。
本文将介绍一些常用的伺服系统参数调节方法。
一、比例控制器调节法在伺服控制系统中,比例控制器是一个非常重要的组成部分。
比例控制器是由一个比例增益、一个积分增益和一个微分增益组成的。
比例控制器的主要作用是将误差信号转换为控制信号。
比例控制器调节法是一种简单有效的方法。
首先,将伺服系统的比例增益调整到最大值。
然后,逐步减小比例增益,直到出现振荡。
此时,将比例增益调整到振荡的前一级,即可获得一个稳定的伺服系统。
通常情况下,比例控制器的积分增益和微分增益不需要进行调整。
二、峰值法峰值法是一种通过调整伺服系统的参数,使系统的性能达到最佳的方法。
这种方法的基本思想是,在负载变化时,系统会振荡,振荡的周期取决于系统的惯性和弹性,所以如果能够控制振荡周期,则可以控制系统的性能。
具体实施方法是:首先,在初始条件下,设定伺服系统的参数,并进行一次试验。
然后,记录振荡周期和振荡幅度的变化情况。
接下来,根据振荡周期和振荡幅度的变化规律,调整伺服系统的参数,使其达到峰值。
这时,伺服系统的性能就达到了最佳。
三、根轨迹法根轨迹法是一种基于系统根轨迹的调节方法。
系统根轨迹是系统开环传递函数极点和零点随控制参数变化而形成的轨迹。
通过对系统根轨迹的分析,可以得到系统的稳定性和动态响应性能。
具体实施方法是:首先,对伺服系统的传递函数进行分析,得出伺服系统的根轨迹。
然后,通过根轨迹的分析,得出伺服系统的稳定域和性能范围。
最后,根据性能范围和目标要求,调整伺服系统的参数,使其满足要求。
如果需要更高的性能,可以通过观察根轨迹的变化,得到更优化的调整方法。
四、频率法频率法是一种基于系统频率响应的调节方法。
通过对系统的频率响应进行分析,可以得到伺服系统的稳定性和动态响应性能。
具体实施方法是:首先,对伺服系统进行一次频率响应试验,得到系统的频率响应曲线。
伺服增益调整方法嘿,咱今儿就来聊聊伺服增益调整这档子事儿。
你可别小瞧这伺服增益调整,它就像是给机器注入了灵魂一样重要呢!想象一下,这伺服系统就好比是一辆赛车,而增益调整就是在给这辆赛车进行精细的调校。
如果调整得恰到好处,那这“赛车”就能在赛道上飞速而稳定地奔跑;要是没调好,那可就麻烦啦,要么跑得磕磕绊绊,要么干脆就跑不起来。
那怎么调整这伺服增益呢?首先啊,咱得了解这伺服系统的特性。
就像了解一个人的脾气性格一样,知道了它的特点,才能更好地和它打交道嘛。
然后呢,通过一些专门的工具和方法,来一点点地调整那些参数。
比如说,咱可以先从比例增益开始。
这就像是给赛车的油门加力,比例增益调高了,系统的响应速度就会变快,但也别调得太高啦,不然就容易变得不稳定,就像赛车会失控一样。
那怎么知道调得合不合适呢?这就得靠咱的经验和感觉啦,多试试,多观察,总能找到那个最佳的点。
还有积分增益呢,这就像是给赛车加上了一个稳定器。
积分增益可以消除系统的稳态误差,但要是调得不好,也会带来一些问题哦,比如系统会变得反应迟钝。
微分增益呢,则像是给赛车加上了一个敏锐的传感器,可以让系统对变化更加敏感。
但同样地,也不能过度啦,不然就会变得过于敏感,稍有风吹草动就大惊小怪的。
在调整的过程中,咱可不能心急,得慢慢来。
就像给一件艺术品雕琢一样,需要耐心和细心。
每调整一点,都要看看系统的反应,是不是变得更好啦?有没有出现新的问题呀?而且,不同的应用场景对伺服增益的要求也不一样呢。
比如在一些高精度的加工场合,那对增益的调整就要非常精细;而在一些对速度要求比较高的场合,可能就更注重响应速度啦。
你说,这伺服增益调整是不是很有意思呀?就像是在和一个聪明的机器伙伴交流,通过我们的努力,让它变得更加完美,更好地为我们服务。
总之呢,伺服增益调整可不是一件简单的事儿,但只要我们认真对待,多尝试,多学习,就一定能掌握其中的诀窍,让我们的机器伙伴变得更加强大!这就是我对伺服增益调整的一些看法和经验,希望对大家有所帮助呀!。
伺服驱动器参数设置方法-CAL-FENGHAI.-(YICAI)-Company One1伺服驱动器参数设置方法在自动化设备中,经常用到伺服电机,特别是位置控制,大部分品牌的伺服电机都有位置控制功能,通过控制器发出脉冲来控制伺服电机运行,脉冲数对应转的角度,脉冲频率对应速度(与电子齿轮设定有关),当一个新的系统,参数不能工作时,首先设定位置增益,确保电机无噪音情况下,尽量设大些,转动惯量比也非常重要,可通过自学习设定的数来参考,然后设定速度增益和速度积分时间,确保在低速运行时连续,位置精度受控即可。
1.位置比例增益:设定位置环调节器的比例增益。
设置值越大,增益越高,刚度越大,相同频率指令脉冲条件下,位置滞后量越小。
但数值太大可能会引起振荡或超调。
参数数值由具体的伺服系统型号和负载情况确定。
2.位置前馈增益:设定位置环的前馈增益。
设定值越大时,表示在任何频率的指令脉冲下,位置滞后量越小位置环的前馈增益大,控制系统的高速响应特性提高,但会使系统的位置不稳定,容易产生振荡。
不需要很高的响应特性时,本参数通常设为0表示范围:0~100%3.速度比例增益:设定速度调节器的比例增益。
设置值越大,增益越高,刚度越大。
参数数值根据具体的伺服驱动系统型号和负载值情况确定。
一般情况下,负载惯量越大,设定值越大。
在系统不产生振荡的条件下,尽量设定较大的值。
4.速度积分时间常数:设定速度调节器的积分时间常数。
设置值越小,积分速度越快。
参数数值根据具体的伺服驱动系统型号和负载情况确定。
一般情况下,负载惯量越大,设定值越大。
在系统不产生振荡的条件下,尽量设定较小的值。
5.速度反馈滤波因子:设定速度反馈低通滤波器特性。
数值越大,截止频率越低,电机产生的噪音越小。
如果负载惯量很大,可以适当减小设定值。
数值太大,造成响应变慢,可能会引起振荡。
数值越小,截止频率越高,速度反馈响应越快。
如果需要较高的速度响应,可以适当减小设定值。
6.最大输出转矩设置:设置伺服驱动器的内部转矩限制值。
伺服驱动器脉冲监控调节方法
调试方法:
1、富士W功能一览表;
2、富士SMART:
3、松下A4系列::
4、松下A5系列
5、台达系列:
通电后伺服器上直接显示数值为P0-02:00为电机反馈脉冲数。
(P0-02中00:为反馈脉冲数、02为指令脉冲数) 通电
按MODE 键
进入P0-00界面
按2下∧键进入P0-02界面
按SET 键1秒以上进入
P0-02参数
按2下∧键将该参数设为2按SET 键1秒以上后数值保存且伺服器自动到反馈界面
界面上直接显示的数值为低位0000按∧键、∨键进行高低位切换。
名词解释:
反馈脉冲数:是指伺服电机执行的驱动器的脉冲数反馈,即伺服驱动器发送给伺服电机执行的脉冲总数量;
指令脉冲数:是指PLC发送给驱动器的脉冲总数量;
两数值比较:正常运行的情况下,以上两者数值相同,相差不超过1~2个数值,否则伺服系统存在执行误差。
同一数值不同循环间的比较:指令脉冲数每个循环之间比较,数值相同则接收正常,即PLC发送正常,否则可能为PLC 发送异常或伺服器接收异常,两者必有其一;若指令脉冲每模均相同,而执行脉冲数不同,则伺服系统存在执行异常。
伺服驱动器增益(刚性)调节方法
适用情况:什么情况下要调节,即什么表现时需要调节,如电机跳动,电机异响等
1、富士W型:SMART型:
06 负荷惯量比PA1-14 负载惯性力矩比
40 位置调节增益PA1 -55 位置环路增益1
41速度应达PA1-56 速度环路增益1
42 速度调节器积分时间PA1-57 速度环路积分时间常数1
2、松下A4:松下A5
Pr20 惯量比Pr0.03实时自动增益的刚性选择
Pr22 实时自动增益的刚性选择Pr0.04惯量比
Pr10 第1位置环增益Pr1.00第1位置环增益
Pr11第1速度环增益Pr1.01第1速度环增益
Pr12第1速度积分时间常数Pr1.02第1速度积分时间常数
3、台达:
P1-37 负载惯量比
P2-00 位置控件比例增益
P2-02 位置控制前馈增益
P2-04 速度控制增益
KM3-600~1000 KM3-1200~1600 KM3-2200~3000 KM5-W
富士W 型单轴
400W 引拔上下引拔上下引拔上下引拔上下
Pn1-01 64 8192 8192 8192 8192 16384 16384 8192 8192 Pn1-02 1 125 125 125/175 125/175 375 375 125/175 125/175 Pn1-03 0 0 0 0 0 0 0 0 0
Pn1-04 0 0/1 0/1 0/1 0/1 0/1 0/1 0/1 0/1
Pn1-05 2 2 2 2 2 2 2 2 2
Pn1-06 6 6 6 6 6 6 6 6 6
Pn1-15 4
Pn1-18 11 11 11 11
Pn1-40 35 35 35 35 35 35 35 35 35
Pn1-41 35 35 35 35 35 35 35 35 35
Pn1-42 150 150 150 150 150 150 150 150 150
Pn1-43 12 12 12 12 12 12 12 12 12 单轴
400W KM3-1000~1500 KM5-W
富士S型横行引拔上下引拔上下
PA1-03 0 0 0 0 0
PA1-04 0/1
PA1-05 2000 2000 2800 2000 2800
PA1-13 12 12 12 10 10
PA1-14 15 14 14 4 4
PA1-51 380
PA1-53 1
PA1-55 45
PA1-56 40
PA1-57 30
PA1-70 0
PA1-71 110
PA1-72 6
PA1-73 2
PA1-74 95
PA1-75 6
PA1-76 2
PA2-65 2 2/1 2/1
PA3-52 14 14
KM3-1900、2000 KM5-800 KM5-1000~1400 松下A4 引拔引拔上下引拔上下Pr.1a 999 999 999 Pr.20 500
Pr.21 0 0 0 0 0 Pr.30 0 0
Pr.41 1/0 0/1 0/1 0/1 0/1 Pr.42 3 0 0 0 0 Pr.44 56 97 56/80 126
Pr.48 10 10000 5 5/16384 5/16384 Pr.4b 3 8000 4 4/125 4/125 Pr.4c 3
Pr.6c 1 1
KM3-1600~2000 KM5-1200
松下A5 引拔上下引拔上下
Pr0.00 0 0 0 0
Pr0.01 0 0
Pr0.02 0 0 0 0
Pr0.04 250 1080
Pr0.05 0 0
Pr0.06 0 0 0 0
Pr0.07 0 3 0 0
Pr0.08 2000 3000 8000 8000
Pr0.11 126 126 80 126
Pr0.16 0 0 0 1
台达横走引拔上下台达横走
P0-06 1 P2-24 1
P0-08 17 P2-31 34
P0-13 21E P2-50 1
P0-14 306 P3-00(永宏) 2
P1-00 0/2永
宏
0/2永
宏P3-01 5
P1-01 1/101 P3-02 7 P1-34 300/200 P3-05 2 P1-35 300/200
P1-36 500/800
P1-37 8
P1-38 200
P1-44 5 25/5永
P1-45 1/4永
宏
1/4永
宏
P1-46 10056
10097
10126
永
10044
10056
10080
P1-47 0213
P1-48 50
P1-49 5
P1-54 300
P2-00 16 16 16 P2-02 3000 3000 3000 P2-04 2500 2500 2500 P2-06 40
P2-11 124
P2-12 104
P2-15 122 122 P2-16 123 123 P2-17 121 121 P2-19 108 P2-24 1
P2-31 34
P2-50 1
P3-00(永
宏) 2
P3-01 5
P3-02 7 P3-05 2。