北京发那科培训讲义_-PMC的编程
- 格式:ppt
- 大小:6.16 MB
- 文档页数:107

⼲货发那科FANUCPMC编程步骤精编版(图⽂并茂)⽬录⼀、PMC顺序程序1.顺序程序编制流程由PMC控制的数控机床,其顺序程序的编制流程图如图1所⽰。
请按图1的流程进⾏编制,步骤简述如下。
1.1PMC规格PMC的规格列于表1.1中不同规格的PMC,其程序容量,处理速度,功能指令数,⾮易失性储存区地址不同。
注:⼀个信号名称和注释所占⽤的储存空间是各1KB⼀条信息所占⽤的储存空间是0.1KB⼀个信号名称和注释所能占⽤的最⼤储存空间是各64KB注:⼀个信号名称和注释所占⽤的储存空间是各32KB⼀条信息所占⽤的储存空间是2.1KB⼀个信号名称和注释所能占⽤的最⼤储存空间是各64KB表中标有(*)标记的值,在版本较早的编程⼿册中标注为基本指令的平均处理时间,但在本⼿册中标注为每步的执⾏时间,各规格对应的实际运⾏性能(速度)并未改变。
1.2梯形图程序概要注:1.在以源程序格式输出后,可通过再次输⼊来变换2.不提供系统参数设定项IGNORE DEVIDE CODE3.⽤DISPB(SUB4)指令替代(SUB9)和JMP(SUB10)指令的范围不能⽤线圈数制定,⽽是⽤COME(SUB20)和JMPE(SUB30)指令制定。
1.3顺序程序的概念1.4分配接⼝(步骤1~3)1.5编制梯形图(步骤4)1.6编码编码是将梯形图所表⽰的控制内容转换成相应的PMC指令,在使⽤计算机软件或梯形图编辑卡时,顺序程序以简单的梯形图图形式输⼊,因此没有必要编码。
只有在将顺序程序穿孔输出到纸带或由纸带输⼊时才执⾏编码。
图1.6为梯形图和相应的代码程序实例。
……。


PMC讲义一:顺序程序的概念所谓的顺序程序是指对机床及相关设备进行逻辑控制的程序。
在将程序转换成某种格式(机器语言)后,CPU即对其进行译码和运算处理,并将结果存储在RAM 和ROM中。
CPU高速读出存储在存储器中的每条指令,通过算数运算来执行程序。
二:顺序程序的执行过程:上图所示:继电器回路(A)和(B)的动作相同。
接通A(按钮开关)后线圈B和C中有电流通过,C接通后B断开。
PMC程序A中,和继电器回路一样,A通后B、C接通,经过一个扫描周期后B关断。
但在B 中,A(按钮开关)接通后C接通,但B并不接通。
三:PMC执行的优先顺序(第一级,第二级,子程序)第一级程序每8ms 执行一次,而第二级程序在向CNC的调试RAM中传送时,第二级程序被自动分割成n等分,每8ms中扫描完第一级程序后,再依次扫描第二级程序。
因此如果第一级程序过长导致每8ms扫描的第二级程序过少的话,则整个扫描周期相应延长。
所以对一些控制较复杂的PMC程序,建议用子程序来编写,以减少PMC的扫描周期。
四:输入/输出信号的处理:来自CNC侧的输入信号(NC的应答信号,M代码,T代码等)和机床侧的输入信号(操作面板,辅助设备的开关等)传送至PMC中处理。
作为PMC的输出信号,有向CNC侧输出的信号(操作模式,进给方向等)和向机床侧的输出信号(刀架旋转,主轴停止等)。
这些信号与PMC之间的关系如下图所示。
输入信号的处理:(1)CNC侧的输入存储器来自CNC侧的输入信号存放于CNC的输入存储器中,每隔8ms传送至PMC中,第一级程序直接引用这些信号的状态,执行相应的处理。
(2)来自机床的输入信号(DI/DO卡)来自机床侧输入的输入信号自输入电路传送到输入信号存储器中。
第一级程序中处理的信号取自此存储器。
(3)输入信号存储器输入信号存储器每隔2ms扫描和存储机床侧的输入信号,PMC第一级程序中处理的信号取自此存储器。
因此输入信号存储器中的信号状态与第一级的信号状态是同步的。

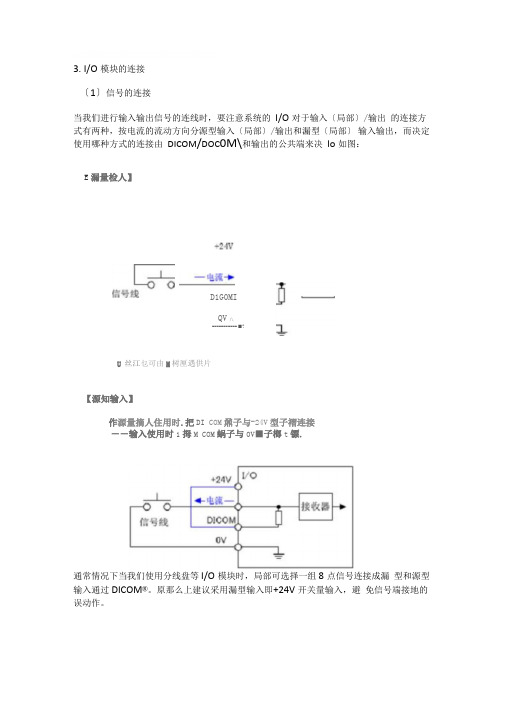
3. I/O模块的连接〔1〕信号的连接当我们进行输入输出信号的连线时,要注意系统的I/O对于输入〔局部〕/输出的连接方式有两种,按电流的流动方向分源型输入〔局部〕/输出和漏型〔局部〕输入输出,而决定使用哪种方式的连接由DICOM/DOC0M\和输出的公共端来决lo如图:E漏量检人】D1G0MIQV八----------- ■?U 丝江乜可由M树厘遇供片【源知输入】作源量摘人住用时.把DI COM鼐子与-24V型子褶连接――输入使用时1拇M COM蜗子与0V■子榔t镖.通常情况下当我们使用分线盘等I/O模块时,局部可选择一组8点信号连接成漏型和源型输入通过DICOM®。
原那么上建议采用漏型输入即+24V开关量输入,避免信号端接地的误动作。
[源型输出】把婆动负承的电源接在印刷柜的DOC0M±・〔因为电流总从口刷板上流出的.所以林为源电〕【漏型输出】PWC接通喻出但号CO时*印刷板内的驱动回施即动帘.输出瑞子交为。
丸!因为电源是流入口刷板的,所以称为漏里〕当使用分线盘等I/O模块时,输出方式可全部采用源型和漏型输出通过DOCOM 端,平安起见推荐使用源型输出即+24V输出,同时在连接时注意续流二极管的极性,以免造成输出短路。
第四节FANUC-PM编制的相关信号,参数和地址1.机床的保护信号机床设计人员在设计调试机床PMC勺第一步应事先处理机床的保护信号,如急停、复位、垂直轴的刹车、行程限位等,以防在调试过程中出现紧急情况下可以进行中断系统的运行。
注:在以下所介绍的信号中标有*标记的点表示低电平有效急停信号:*X8.4 :作为系统的高速输入信号而不经过PMC勺处理而直接相应*G8.4: PMC俞入至ij NC的急停信号只要当以上两个信号中的任意一个信号为低电平,那么系统就会产生急停报警。
复位信号系统的复位信号分两类,一类是内部复位信号,一类是外部复位信号。
F1.1:当系统的MDI键盘上的RESET!按下时,系统执行内部复位操作中断当前系统的操作,同时输出此信号给PMC用来中断机床其它的辅助动作。
加工中心机床圆盘式刀库发那科系统PMC的编程技术安庆长谷川数控机床有限公司 雷晓鹏北京发那科机电有限公司 胡 年自动换刀机构(ATC)是数控机床易发生故障的地方。
本文介绍PMC的编程思路和方法,供大家讨论。
此程序自2004年始已在数百台加工中心运用。
一、基本规则1、刀具在D0000到D0032登录。
D0000登录主轴刀具号,D0001到D0032登录刀套内刀具号,在此假定刀库容量为32把刀。
2、执行T码时,刀库中T码刀具旋转到换刀口位置,在刀库旋转过程中,程序自动加工运行不中断,称之为预选刀。
3、M6执行换刀过程,执行前,Z轴必须回第一参考点,即 G91 G28 Z0或 M19 G91 G28 Z0。
4、允许的大径刀(如面铣刀)直径不容许超过普通刀具(以下简称:小径刀)最大直径的二倍,否则大径刀之间随机交换会撞刀。
刀具重量不能超过刀库容许重量。
大径刀刀具号设定规则:大径刀的相临两侧刀套内必须为空,空刀套的刀具号自动设定为99(也可设定其他数字,PMC识别为空刀)。
D100内设定大径刀个数,小径刀刀具号必须大于大径刀个数乘2加1。
初始设定主轴刀具号D0000必须是小径刀刀具号。
5、大径刀具交换规则:小径刀可放进大径刀刀套内,大径刀不可放进小径刀刀套内。
主轴小径刀与刀库小径刀交换,一次性换刀;主轴大径刀与刀库大径刀交换,一次性换刀;主轴小径刀与刀库大径刀交换,一次性换刀,小径刀放进大径刀刀杯套内;主轴大径刀与刀库小径刀交换, 第一次将原大径刀刀套内的小径刀换到主轴上,第二次再进行小径刀之间的交换。
以上交换规则PMC自动识别换刀。
6、在刀库运行中发生停电等故障,具备中断点记忆和用按键操作恢复功能。
有完善的电机保护和报警操作提示。
7、以上自动刀具交换(ATC)动作本文介绍的都用PMC完成,读者也可用宏程序和PMC结合编程实现。
二、PMC程序框图三、详细介绍刀库盘旋转部分PMC程序和说明1、准备工作自动换刀部分反馈信号:R30.0=1 主轴抓刀反馈;R30.1=1 主轴松刀反馈,延迟0.2秒是消除信号反馈传感器安装误差,其它信号反馈延迟道理相同;R30.2=1 刀杯上(水平位置)信号反馈;R30.3=1 刀杯下(刀具垂直向下位置)信号反馈。