发那科培训讲义第一章
- 格式:ppt
- 大小:61.84 MB
- 文档页数:15

机床 CNC 基础知识北京发那科机电有限公司 王玉琪20061此文是本人对 GM(中国厂)培训时的讲义。
目的是对初学者对 CNC 有基本的综合概念。
以便于更深入地学习诸如:加工编程, PMC 和系统维修等课程。
2机床 CNC 基础知识一. CNC 机床与 CNC 系统 CNC 的含义是计算机数值控制。
1. CNC 机床 ⑴.金属切削用 孔加工、攻丝、镗削、铣削、车削、切螺纹、切平面、轮廓加工、平面磨削、外圆磨 削、内圆磨削等。
⑵.线电极切割机。
⑶.冲床、步冲、冲压、金属成型、弯管等机床。
⑷.产业机器人。
⑸.注塑机。
⑹.检测、测量机。
⑺.木工机械。
⑻.特殊材料加工机械:如加工石材、玻璃、发射性矿料等。
⑼.特种加工机械 激光加工机、气体切割机、焊接机、制图机、印刷机等。
随着电子技术和计算机技术以及 IT 技术的发展,目前,这些机床与加工设备都可用数值计算 机用数值数据进行控制,称为 CNC 控制。
下图是一台金属加工机床------立式加工中心的一般结构。
32. CNC 系统 CNC 系统的含义是计算机数值控制系统。
下图是一台 CNC 系统的基本配置图。
FANUC LTDSeries 0i-C以太网 10 base T/100 base TX系统配置Internet 7.2 “ LCD/MDI(单色) 8.4 “ LCD /MDI(彩色) 系统在LCD后面 PC αi 伺服放大器FSSBαi 主轴电机FANUC I/O Link DI/DO 1024/1024αis 伺服电机操作面板I/O 模块I/O 单元βis 伺服电机 I/O Link βi 伺服放大器FS0 i - 6CNC 系统的基本配置 机床的 CNC 控制是集成多学科的综合控制技术。
上图是一台典型的 CNC 控制系统。
从图中可见,一台 CNC 系统包括:⑴.CNC 控制单元(数 值控制器部分) 。
⑵.伺服驱动单元和进给伺服电动机。

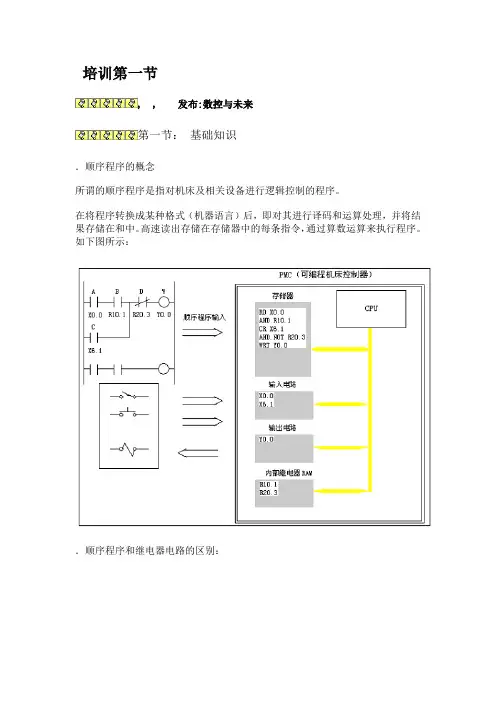
培训第一节, , 发布:数控与未来第一节:基础知识.顺序程序的概念所谓的顺序程序是指对机床及相关设备进行逻辑控制的程序。
在将程序转换成某种格式(机器语言)后,即对其进行译码和运算处理,并将结果存储在和中。
高速读出存储在存储器中的每条指令,通过算数运算来执行程序。
如下图所示:.顺序程序和继电器电路的区别:上图所示:继电器回路()和()的动作相同。
接通(按钮开关)后线圈和中有电流通过,接通后断开。
程序中,和继电器回路一样,通后、接通,经过一个扫描周期后关断。
但在中,(按钮开关)接通后接通,但并不接通。
所以通过以上图例我们可以明白顺序扫描顺序执行的原理。
.的程序结构对于的来说,其程序结构如下:第一级程序—第二级程序—第三级程序(视的种类不同而定)—子程序—结束如图:在执行扫描过程中第一级程序每执行一次,而第二级程序在向的调试中传送时,第二级程序根据程序的长短被自动分割成等分,每中扫描完第一级程序后,再依次扫描第二级程序,所以整个的执行周期是*。
因此如果第一级程序过长导致每扫描的第二级程序过少的话,则相对于第二级所分隔的数量就多,整个扫描周期相应延长。
而子程序是位于第二级程序之后,其是否执行扫描受一二级程序的控制,所以对一些控制较复杂的程序,建议用子程序来编写,以减少的扫描周期。
输入输出信号的处理:一级程序对于信号的处理:如上图可以看出在内部的输入和输出信号经过其内部的输入输出存储器每由第一级程序所直接读取和输出。
而对于外部的输入输出经过内部的机床侧输入输出存储器每由第一级程序直接读取和输出。
二级程序对于信号的处理:而第二级程序所读取的内部和机床侧的信号还需要经过第二级程序同步输入信号存储器锁存,在第二级程序执行过程中其内部的输入信号是不变化的。
而输出信号的输出周期决定于二级程序的执行周期。
所以由上图可以看出第一级程序对于输入信号的读取和相应的输入信号存储器中信号的状态是同步的,而输出是以为周期进行输出。

Fanuc_Robot_Basic_Trning FANUC培训教材(基本) Fanuc_Robot_Basic_Trning FANUC培训教材(基本)
第一章: 介绍
1.1 FANUC的背景和发展历史
1.2 FANUC的应用领域
1.3 FANUC的工作原理和基本组成
第二章: 安全
2.1 安全标准和规定
2.2 安全防护装置的使用和维护
第三章: 控制系统
3.1 控制系统的组成
3.2 控制器的操作和编程
3.3 编程语言的基本语法和常用指令
第四章: 运动学
4.1 的坐标系和姿态表示
4.2 的运动学原理和运动控制
第五章: 传感器和视觉
5.1 传感器的种类和功能
5.2 视觉系统的原理和应用第六章: 操作与维护
6.1 操作界面和操作流程
6.2 的日常维护和故障排除6.3 的保养和维修
第七章: 编程实例
7.1 基本动作的编程实例
7.2 应用案例分析
第八章: 安全操作规程
8.1 操作安全规程和注意事项8.2 事故的预防和应急处理附件:
1.FANUC操作手册
2.FANUC编程实例
3.FANUC故障排除手册
法律名词及注释:
1.安全标准和规定:指相关法律法规中对于安全的要求和规范。
2.控制器:控制系统中的核心部件,用于控制的动作和运行。
3.编程语言:用于编写控制程序的计算机语言,包括指令和语法规则。
4.传感器:用于获取周围环境信息的装置,如力传感器和视觉传感器。
5.操作界面:用于人机交互和操作的界面,通常包括触摸屏和按键等设备。



课程名称程序员课程名称:程序员A2015-10-11上海发那科机器人有限公司第一章安全1第五章程序的管理5目录第二章机器人单元2第六章指令6第三章零点复归3第七章备份备份//加载7第四章坐标系设置4第八章基本保养8第九章机器人易耗品介绍9第一章安全1安全操作规程1.示教和手动机器人1)请不要带着手套操作示教盒和操作面板。
2)在点动操作机器人时要采用较低的速度倍率以增加对机器人的控制机会。
3)在按下示教盒上的点动键之前要考虑到机器人的运动趋势。
4)要预先考虑好避让机器人的运动轨迹,并确认该线路不受干涉。
5)机器人周围区域必须清洁、无油、水及杂质等。
安全操作规程2.生产运行1)在开机运行前,必须知道机器人根据所编程序将要执行的全部任务。
2)必须知道所有会左右机器人移动的开关、传感器和控制信号的位置和状态。
3)必须知道机器人控制器和外围控制设备上的紧急停止按钮的位置,准备在紧急情况下必知道机人控制和外控制设备的紧急停按钮的位准备在紧急情使用这些按钮。
4)永远不要认为机器人没有移动其程序就已经完成。
因为这时机器人很有可能是在等待让它继续移动的输入信号。
第二章机器人单元2系统软件机人控制柜机器人周边设备机器人1、机器人的概论一、机器人绝对值脉交流伺电机冲编码器服电机抱闸单元弧焊点焊搬运涂胶喷漆去毛刺切割激光焊接测量等2、机器人的应用弧焊、点焊、搬运、涂胶、喷漆、去毛刺、切割、激光焊接、测量等3、机器人的规型号常机器人型号包括本体型号和控制柜型号。
本体型号位于机器人J3轴手臂上,如下图:FANUCRobotR-2000i B210F如:R ‐2000iB/210F控制柜型号位于控制柜门右上角。
目前在用的主要型号有:R-J3i B、R-J3i C、R-30i A、R-30i B等。
R-30如:R30i B4、机器人的主要参数¾手部负重¾运动轴数¾2,3轴负重23轴负重¾运动范围¾安装方式¾重复定位精度¾最大运动速度在线编程:5、机器人的编程方式z在线编程:围栏内围栏外z 离线编程:6、机器人的安装环境环境温度:0-45摄氏度;环境湿度:普通: ≤75%RH(无露水、霜冻);环境湿度:普通:≤75%RH(无露水、霜冻);短时间:95%(一个月之内);不应有结露现象不应有结露现象;振动:≤0.5G(4.9M/s2) ;7、机器人的特色功能¾High sensitive collision detector高性能碰撞检测机能,机器人无须外加传感器,各种场合均适用¾Soft float软浮动功能用于机床工件的安装和取出,有弹性的机械手¾Remote TCP8、机器人的运动¾机器人根据TP示教或程序中的动作指令进行移动。

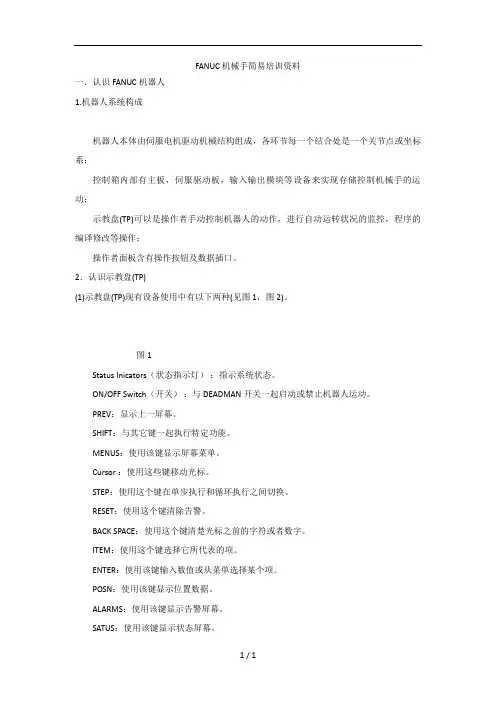
FANUC机械手简易培训资料一.认识FANUC机器人1.机器人系统构成机器人本体由伺服电机驱动机械结构组成,各环节每一个结合处是一个关节点或坐标系;控制箱内部有主板,伺服驱动板,输入输出模块等设备来实现存储控制机械手的运动;示教盘(TP)可以是操作者手动控制机器人的动作,进行自动运转状况的监控,程序的编译修改等操作;操作者面板含有操作按钮及数据插口。
2.认识示教盘(TP)(1)示教盘(TP)现有设备使用中有以下两种(见图1,图2)。
图1Status Inicators(状态指示灯):指示系统状态。
ON/OFF Switch(开关):与DEADMAN开关一起启动或禁止机器人运动。
PREV:显示上一屏幕。
SHIFT:与其它键一起执行特定功能。
MENUS:使用该键显示屏幕菜单。
Cursor :使用这些键移动光标。
STEP:使用这个键在单步执行和循环执行之间切换。
RESET:使用这个键清除告警。
BACK SPACE:使用这个键清楚光标之前的字符或者数字。
ITEM:使用这个键选择它所代表的项。
ENTER:使用该键输入数值或从菜单选择某个项。
POSN:使用该键显示位置数据。
ALARMS:使用该键显示告警屏幕。
SATUS:使用该键显示状态屏幕。
Jog Speed:使用这些键来调节机器人的手动操作速度。
COORD:使用该键来选择手动操作坐标系。
Jog:使用这些键来手动手动操作机器人。
BWD:使用该键从后向前地运行程序。
FWD:使用该键从前至后地运行程序。
HOLD:使用该键停止机器人。
Program keys(程序键):使用这些键选择菜单项。
FCTN:使用该键显示附加菜单。
Emergency Stop Button(紧急停止按钮):使用该键停止正在运行的程序,关闭机器人伺服系统的驱动电源,并对机器人实施制动。
图2(2)TP上的开关①TP开关:此开关控制TP有效/无效,当TP无效时,示教、编程、手动运行不能被使用。
课程名称程序员课程名称:程序员A2015-10-11上海发那科机器人有限公司第一章安全1第五章程序的管理5目录第二章机器人单元2第六章指令6第三章零点复归3第七章备份备份//加载7第四章坐标系设置4第八章基本保养8第九章机器人易耗品介绍9第一章安全1安全操作规程1.示教和手动机器人1)请不要带着手套操作示教盒和操作面板。
2)在点动操作机器人时要采用较低的速度倍率以增加对机器人的控制机会。
3)在按下示教盒上的点动键之前要考虑到机器人的运动趋势。
4)要预先考虑好避让机器人的运动轨迹,并确认该线路不受干涉。
5)机器人周围区域必须清洁、无油、水及杂质等。
安全操作规程2.生产运行1)在开机运行前,必须知道机器人根据所编程序将要执行的全部任务。
2)必须知道所有会左右机器人移动的开关、传感器和控制信号的位置和状态。
3)必须知道机器人控制器和外围控制设备上的紧急停止按钮的位置,准备在紧急情况下必知道机人控制和外控制设备的紧急停按钮的位准备在紧急情使用这些按钮。
4)永远不要认为机器人没有移动其程序就已经完成。
因为这时机器人很有可能是在等待让它继续移动的输入信号。
第二章机器人单元2系统软件机人控制柜机器人周边设备机器人1、机器人的概论一、机器人绝对值脉交流伺电机冲编码器服电机抱闸单元弧焊点焊搬运涂胶喷漆去毛刺切割激光焊接测量等2、机器人的应用弧焊、点焊、搬运、涂胶、喷漆、去毛刺、切割、激光焊接、测量等3、机器人的规型号常机器人型号包括本体型号和控制柜型号。
本体型号位于机器人J3轴手臂上,如下图:FANUCRobotR-2000i B210F如:R ‐2000iB/210F控制柜型号位于控制柜门右上角。
目前在用的主要型号有:R-J3i B、R-J3i C、R-30i A、R-30i B等。
R-30如:R30i B4、机器人的主要参数¾手部负重¾运动轴数¾2,3轴负重23轴负重¾运动范围¾安装方式¾重复定位精度¾最大运动速度在线编程:5、机器人的编程方式z在线编程:围栏内围栏外z 离线编程:6、机器人的安装环境环境温度:0-45摄氏度;环境湿度:普通: ≤75%RH(无露水、霜冻);环境湿度:普通:≤75%RH(无露水、霜冻);短时间:95%(一个月之内);不应有结露现象不应有结露现象;振动:≤0.5G(4.9M/s2) ;7、机器人的特色功能¾High sensitive collision detector高性能碰撞检测机能,机器人无须外加传感器,各种场合均适用¾Soft float软浮动功能用于机床工件的安装和取出,有弹性的机械手¾Remote TCP8、机器人的运动¾机器人根据TP示教或程序中的动作指令进行移动。
FANUCPMC培训FANUC PMC培训-第一节第一节:PMC 基础知识1.顺序程序的概念所谓的顺序程序是指对机床及相关设备进行逻辑控制的程序。
在将程序转换成某种格式(机器语言)后,CPU即对其进行译码和运算处理,并将结果存储在RAM和ROM中。
CPU高速读出存储在存储器中的每条指令,通过算数运算来执行程序。
如下图所示:2.顺序程序和继电器电路的区别:上图所示:继电器回路(A)和(B)的动作相同。
接通A(按钮开关)后线圈B和C中有电流通过,C接通后B断开。
PMC程序A中,和继电器回路一样,A通后B、C接通,经过一个扫描周期后B 关断。
但在B中,A(按钮开关)接通后C接通,但B并不接通。
所以通过以上图例我们可以明白PMC顺序扫描顺序执行的原理。
3.PMC的程序结构对于FANUC的PMC来说,其程序结构如下:第一级程序—第二级程序—第三级程序(视PMC的种类不同而定)—子程序—结束如图:在PMC执行扫描过程中第一级程序每8ms 执行一次,而第二级程序在向CNC的调试RAM中传送时,第二级程序根据程序的长短被自动分割成n等分,每8ms 中扫描完第一级程序后,再依次扫描第二级程序,所以整个PMC的执行周期是n*8ms。
因此如果第一级程序过长导致每8ms扫描的第二级程序过少的话,则相对于第二级PMC所分隔的数量n就多,整个扫描周期相应延长。
而子程序是位于第二级程序之后,其是否执行扫描受一二级程序的控制,所以对一些控制较复杂的PMC程序,建议用子程序来编写,以减少PMC的扫描周期。
输入输出信号的处理:一级程序对于信号的处理:如上图可以看出在CNC内部的输入和输出信号经过其内部的输入输出存储器每8MS 由第一级程序所直接读取和输出。
而对于外部的输入输出经过PMC内部的机床侧输入输出存储器每2MS由第一级程序直接读取和输出。
二级程序对于信号的处理:而第二级程序所读取的内部和机床侧的信号还需要经过第二级程序同步输入信号存储器锁存,在第二级程序执行过程中其内部的输入信号是不变化的。
FANUC机器人程序员教材--第一章:安全注意事项第一章安全注意事项一、注意事项1. FANUC 机器人所有者、操作者必须对自己的安全负责。
FANUC 不对机器使用的安全问题负责。
FANUC 提醒用户在使用FANUC 机器人时必须使用安全设备,必须遵守安全条款。
2. FANUC 机器人程序的设计者、机器人系统的设计和调试者、安装者必须熟悉FANUC 机器人的编程方式和系统应用及安装。
3. FANUC 机器人和其他设备有很大的不同,不同点在于机器人可以以很高的速度移动很大的距离。
在关闭安全栅栏时,务必在确认在机器人各个方向没有人员后再进行操作。
二、不可使用机器人的场合1. 燃烧的环境2. 有爆炸可能的环境3. 无线电干扰的环境4. 水中或其他液体中5. 运送人或动物6. 不可攀附7. 其他三、安全操作规程1.示教和手动机器人1)请不要带着手套操作示教盒和操作面板。
2)在点动操作机器人时要采用较低的速度倍率以增加对机器人的控制机会。
3)在按下示教盒上的点动键之前要考虑到机器人的运动趋势。
4)要预先考虑好避让机器人的运动轨迹,并确认该线路不受干涉。
5)机器人周围区域必须清洁、无油、水及杂质等。
2.生产运行1)在开机运行前,必须知道机器人根据所编程序将要执行的全部任务。
2)必须知道所有会左右机器人移动的开关、传感器和控制信号的位置和状态。
3)必须知道机器人控制器和外围控制设备上的紧急停止按钮的位置,准备在紧急情况下使用这些按钮。
4)永远不要认为机器人没有移动其程序就已经完成。
因为这时机器人很有可能是在等待让它继续移动的输入信号。
操作者,是指在日常运转中对机器人系统的电源进行ON/OFF 操作,或通过操作面板等执行机器人程序的启动操作的人员。
操作者无法在安全栅栏内进行作业。
(1)不需要操作机器人时,应断开机器人控制装置的电源,或者在按下急停按钮的状态下进行作业。
(2)应在机器人的动作区域外进行机器人系统的操作。