北京发那科培训讲义_设计篇(2)PMC编程
- 格式:pdf
- 大小:2.66 MB
- 文档页数:105
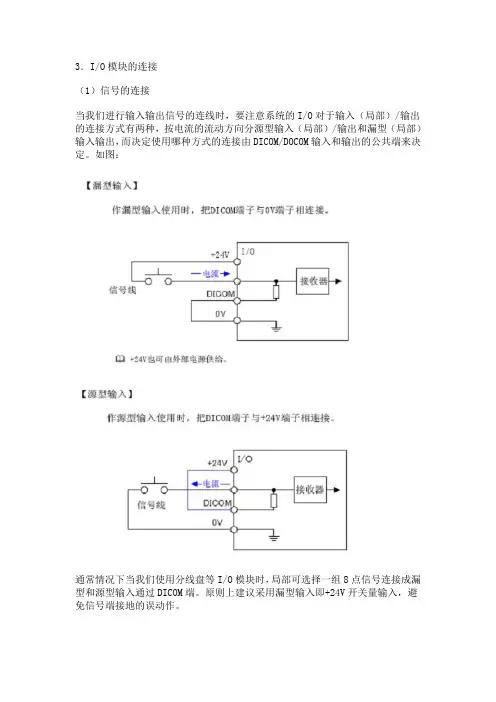
3.I/O模块的连接(1)信号的连接当我们进行输入输出信号的连线时,要注意系统的I/O对于输入(局部)/输出的连接方式有两种,按电流的流动方向分源型输入(局部)/输出和漏型(局部)输入输出,而决定使用哪种方式的连接由DICOM/DOCOM输入和输出的公共端来决定。
如图:通常情况下当我们使用分线盘等I/O模块时,局部可选择一组8点信号连接成漏型和源型输入通过DICOM端。
原则上建议采用漏型输入即+24V开关量输入,避免信号端接地的误动作。
当使用分线盘等I/O模块时,输出方式可全部采用源型和漏型输出通过DOCOM 端,安全起见推荐使用源型输出即+24V输出,同时在连接时注意续流二极管的极性,以免造成输出短路。
第四节 FANUC-PMC编制的相关信号,参数和地址1.机床的保护信号机床设计人员在设计调试机床PMC的第一步应事先处理机床的保护信号,如急停、复位、垂直轴的刹车、行程限位等,以防在调试过程中出现紧急情况下可以进行中断系统的运行。
注:在以下所介绍的信号中标有*标记的点表示低电平有效急停信号:*X8.4:作为系统的高速输入信号而不经过PMC的处理而直接相应*G8.4:PMC输入到NC的急停信号只要当以上两个信号中的任意一个信号为低电平,则系统就会产生急停报警。
复位信号系统的复位信号分两类,一类是内部复位信号,一类是外部复位信号。
F1.1:当系统的MDI键盘上的RESET键按下时,系统执行内部复位操作中断当前系统的操作,同时输出此信号给PMC,用来中断机床其它的辅助动作。
G8.7:外部复位信号。
当此信号为1时,系统中断当前的操作。
可以作为M02、M30的输出。
G8.6:外部复位信号。
但此信号为1时,系统中断当前的操作的同时执行倒带动作返回程序的开头。
行程限位信号G114/G116:对于机床的行程保护来说一般有三级保护,第一级软限位保护,可通过参数进行设定,第二级硬限位保护即通过外部限位开关接通G114/G116,最后一级为机床死档铁,这是机床的机械限位。

FANUCPMC设计与编程第三节PMC画面和操作56
四、PMC配置菜单功能介绍
1、标头画面
定义顺序程序的名称、PMC的版本号、相关的机械厂家信息。
2、PMC设定总画面
在PMC设定总画面上,设定PMC功能使用条件的参数。
3、PMC状态画面
警告:在机械运行过程中,如果停止顺序程序的运行,机械就可能发生无法预料的动作。
停止顺序程序时,确认机械附近没有人,并请在确认刀具和工件、机械不冲撞之后再进行。
这些操作发生错误时,可能导致使用者死亡或负重伤。
而且刀具、工件和机械可能发生破损。
4、符号画面
通过设定地址的符号和注释,在观察顺序程序和信号诊断时,了解地址的含义,便于分析程序。
符号:显示PMC地址中设定的符号。
当是相对于子程序的局部符号时,以“程序名.符号”的形式显示。
注释:显示PMC地址中设定的注释。
1个地址中设定了多个注释时,能够使用软件切换显示。
5、信息画面
在信息数据显示画面,能通过功能指令DISPB确认输出NC画面的外部信息数据的内容。
6、在线设置
7、在线调试
FANUC Ladder-Ⅲ 有离线方式和在线方式两种:
将 CNC 与 PC 连接起来,可以在线进行基于 FANUC LADDER-Ⅲ 的梯图程序维护。
FANUC 0i-D 系列中的 0i-MD / 0i-TD 系统都标准装配有支持 100Mbps 的内嵌式以太网,而 0i-Mate MD 和 0i-Mate TD 只标配PCMCIA 网卡,PCMCIA 网卡和内嵌式以太网相比,功能接近,只是不支持 FANUC 程序传输软件。
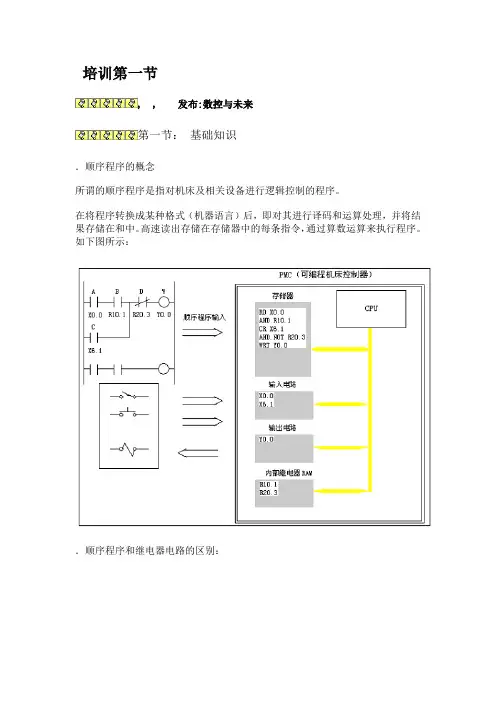
培训第一节, , 发布:数控与未来第一节:基础知识.顺序程序的概念所谓的顺序程序是指对机床及相关设备进行逻辑控制的程序。
在将程序转换成某种格式(机器语言)后,即对其进行译码和运算处理,并将结果存储在和中。
高速读出存储在存储器中的每条指令,通过算数运算来执行程序。
如下图所示:.顺序程序和继电器电路的区别:上图所示:继电器回路()和()的动作相同。
接通(按钮开关)后线圈和中有电流通过,接通后断开。
程序中,和继电器回路一样,通后、接通,经过一个扫描周期后关断。
但在中,(按钮开关)接通后接通,但并不接通。
所以通过以上图例我们可以明白顺序扫描顺序执行的原理。
.的程序结构对于的来说,其程序结构如下:第一级程序—第二级程序—第三级程序(视的种类不同而定)—子程序—结束如图:在执行扫描过程中第一级程序每执行一次,而第二级程序在向的调试中传送时,第二级程序根据程序的长短被自动分割成等分,每中扫描完第一级程序后,再依次扫描第二级程序,所以整个的执行周期是*。
因此如果第一级程序过长导致每扫描的第二级程序过少的话,则相对于第二级所分隔的数量就多,整个扫描周期相应延长。
而子程序是位于第二级程序之后,其是否执行扫描受一二级程序的控制,所以对一些控制较复杂的程序,建议用子程序来编写,以减少的扫描周期。
输入输出信号的处理:一级程序对于信号的处理:如上图可以看出在内部的输入和输出信号经过其内部的输入输出存储器每由第一级程序所直接读取和输出。
而对于外部的输入输出经过内部的机床侧输入输出存储器每由第一级程序直接读取和输出。
二级程序对于信号的处理:而第二级程序所读取的内部和机床侧的信号还需要经过第二级程序同步输入信号存储器锁存,在第二级程序执行过程中其内部的输入信号是不变化的。
而输出信号的输出周期决定于二级程序的执行周期。
所以由上图可以看出第一级程序对于输入信号的读取和相应的输入信号存储器中信号的状态是同步的,而输出是以为周期进行输出。
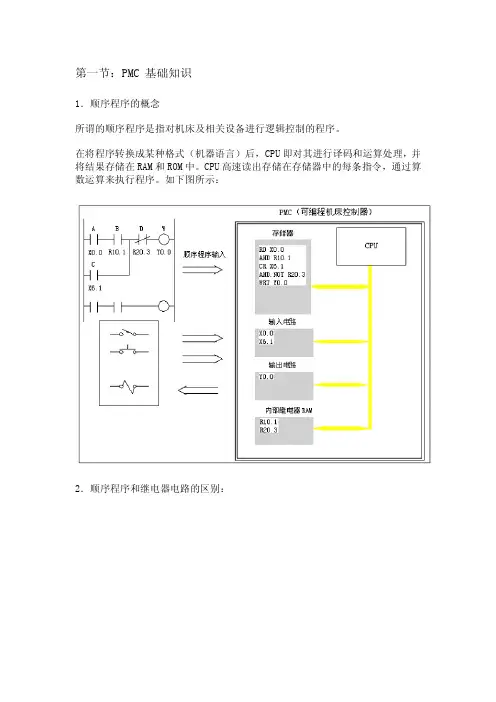
第一节:PMC基础知识1.顺序程序的概念所谓的顺序程序是指对机床及相关设备进行逻辑控制的程序。
在将程序转换成某种格式(机器语言)后,CPU即对其进行译码和运算处理,并将结果存储在RAM和ROM中。
CPU高速读出存储在存储器中的每条指令,通过算数运算来执行程序。
如下图所示:2.顺序程序和继电器电路的区别:上图所示:继电器回路(A)和(B)的动作相同。
接通A(按钮开关)后线圈B和C中有电流通过,C接通后B断开。
PMC程序A中,和继电器回路一样,A通后B、C接通,经过一个扫描周期后B 关断。
但在B中,A(按钮开关)接通后C接通,但B并不接通。
所以通过以上图例我们可以明白PMC顺序扫描顺序执行的原理。
3.PMC的程序结构对于FANUC的PMC来说,其程序结构如下:第一级程序—第二级程序—第三级程序(视PMC的种类不同而定)—子程序—结束如图:在PMC执行扫描过程中第一级程序每8ms执行一次,而第二级程序在向CNC的调试RAM中传送时,第二级程序根据程序的长短被自动分割成n等分,每8ms 中扫描完第一级程序后,再依次扫描第二级程序,所以整个PMC的执行周期是n*8ms。
因此如果第一级程序过长导致每8ms扫描的第二级程序过少的话,则相对于第二级PMC所分隔的数量n就多,整个扫描周期相应延长。
而子程序是位于第二级程序之后,其是否执行扫描受一二级程序的控制,所以对一些控制较复杂的PMC程序,建议用子程序来编写,以减少PMC的扫描周期。
输入输出信号的处理:一级程序对于信号的处理:如上图可以看出在CNC内部的输入和输出信号经过其内部的输入输出存储器每8MS由第一级程序所直接读取和输出。
而对于外部的输入输出经过PMC内部的机床侧输入输出存储器每2MS由第一级程序直接读取和输出。
二级程序对于信号的处理:而第二级程序所读取的内部和机床侧的信号还需要经过第二级程序同步输入信号存储器锁存,在第二级程序执行过程中其内部的输入信号是不变化的。
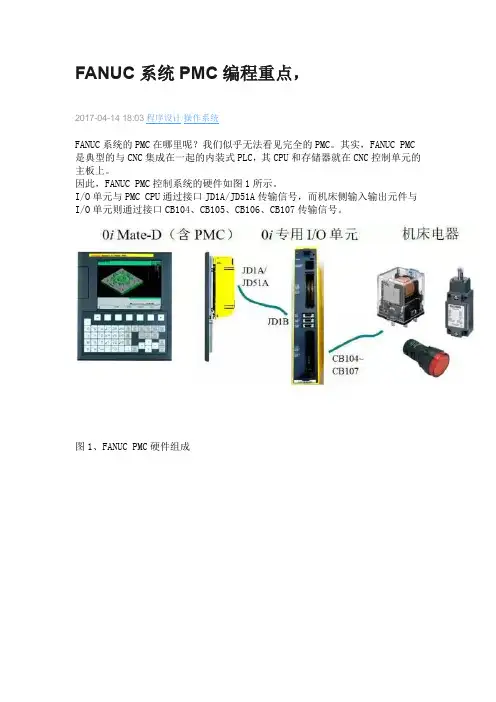
FANUC系统PMC编程重点,2017-04-14 18:03程序设计/操作系统FANUC系统的PMC在哪里呢?我们似乎无法看见完全的PMC。
其实,FANUC PMC 是典型的与CNC集成在一起的内装式PLC,其CPU和存储器就在CNC控制单元的主板上。
因此,FANUC PMC控制系统的硬件如图1所示。
I/O单元与PMC CPU通过接口JD1A/JD51A传输信号,而机床侧输入输出元件与I/O单元则通过接口CB104、CB105、CB106、CB107传输信号。
图1、FANUC PMC硬件组成1、外部标准输入/输出信号FANUC机床侧标准输入/输出信号接入电路如图2所示。
输出信号电路中中间继电器线圈上要并联二极管,以便当线圈断电时,为感应电流提供放电回路,否则极易损坏驱动电路。
这个二极管称为续流二极管。
图2FANUC外部标准输入/输出信号2、PMC地址及信号种类(1)地址表示每个PMC输入/输出接口(interface)信号用地址(address)来区别。
所谓地址是指与机床侧的输入/输出信号、与CNC之间的输入/输出信号、内部继电器、计数器、保持型继电器、数据表等各信号的存在场所的号码。
PMC地址由字节组成,即一个地址可以表示8个信号。
地址由地址号和位号组成,地址号的前面必须要有一个字母,它表示信号的种类。
如图3所示。
图3、PMC地址表示某一个信号可以采用助记符(symbol)来方便记忆,如X9.3这个地址表示第4轴回参考点时的减速信号,*DEC4(通常是英文简写)就是其助记符;G8.4是紧停信号,*ESP就是其助记符。
(2)地址种类FANUC PMC地址种类(address type)主要有X、Y、G、F等,如图4所示。
CNC 与PMC之间的G、F 信号及地址是由FANUC公司确定的,PMC编程者只可使用不能改变。
而CNC与MT之间的X、Y信号及地址是由PMC 编程者自行定义。
图4、PMC信号种类及关系另外,PMC 本身还存在imaginary address,这些地址无法用仪器测量到,而只能通过PMC诊断监控其状态变化。
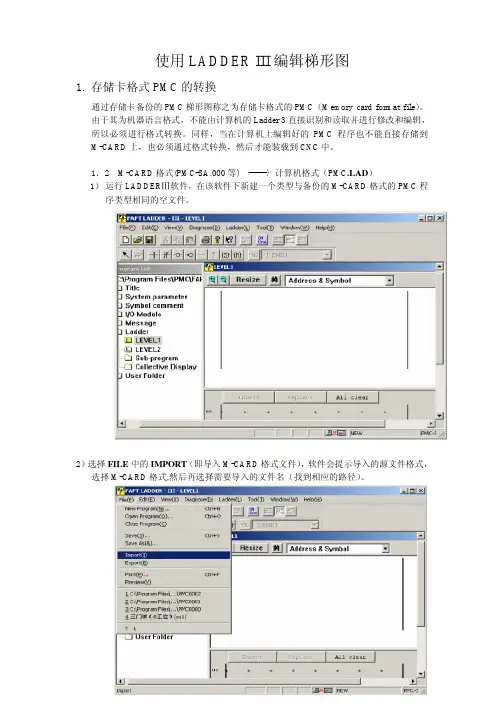
使用LADDER III编辑梯形图1. 存储卡格式PMC的转换通过存储卡备份的PMC梯形图称之为存储卡格式的PMC(Memory card format file)。
由于其为机器语言格式,不能由计算机的Ladder 3直接识别和读取并进行修改和编辑,所以必须进行格式转换。
同样,当在计算机上编辑好的PMC程序也不能直接存储到M-CARD上,也必须通过格式转换,然后才能装载到CNC中。
1.2 M-CARD格式(PMC-SA.000等)------〉计算机格式(D)1)运行LADDERⅢ软件,在该软件下新建一个类型与备份的M-CARD格式的PMC程序类型相同的空文件。
2)选择FILE中的IMPORT(即导入M-CARD格式文件),软件会提示导入的源文件格式,选择M-CARD格式,然后再选择需要导入的文件名(找到相应的路径)。
执行下一步找到要进行转换的M-CARD格式文件,按照软件提示的默认操作一步步执行即可将M-CARD格式的PMC程序转换成计算即可直接识别的.LAD格式文件,这样就可以在计算机上进行修改和编辑操作了。
1.2计算机格式(D)-----〉M-CARD格式当把计算机格式(D)的PMC转换成M-CARD格式的文件后,可以将其存储到M-CARD上,通过M-CARD装载到CNC中,而不用通过外部通讯工具(例如:RS-232-C或网线)进行传输。
1)在LADDERⅢ软件中打开要转换的PMC程序。
现在TOOL中选择COMPILE将该程序进行编译成机器语言,如果没有提示错误,则编译成功,如果提示有错误,要退出修改后重新编译,然后保存,再选择FILE中的EXPORT。
注意:如果要在梯形图中加密码,则在编译的选项中点击,再输入两遍密码就可以了。
2)在选择EXPORT后,软件提示选择输出的文件类型,选择M-CARD格式。
确定M-CARD格式后,选择下一步指定文件名,按照软件提示的默认操作即可得到转换了格式的PMC程序,注意该程序的图标是一个WINDOWS图标(即操作系统不能识别的文件格式,只有FANUC系统才能识别)。
3.I/O模块的连接(1)信号的连接当我们进行输入输出信号的连线时,要注意系统的I/O对于输入(局部)/输出的连接方式有两种,按电流的流动方向分源型输入(局部)/输出和漏型(局部)输入输出,而决定使用哪种方式的连接由DICOM/DOCOM输入和输出的公共端来决定。
如图:通常情况下当我们使用分线盘等I/O模块时,局部可选择一组8点信号连接成漏型和源型输入通过DICOM端。
原则上建议采用漏型输入即+24V开关量输入,避免信号端接地的误动作。
当使用分线盘等I/O模块时,输出方式可全部采用源型和漏型输出通过DOCOM 端,安全起见推荐使用源型输出即+24V输出,同时在连接时注意续流二极管的极性,以免造成输出短路。
第四节 FANUC-PMC编制的相关信号,参数和地址1.机床的保护信号机床设计人员在设计调试机床PMC的第一步应事先处理机床的保护信号,如急停、复位、垂直轴的刹车、行程限位等,以防在调试过程中出现紧急情况下可以进行中断系统的运行。
注:在以下所介绍的信号中标有*标记的点表示低电平有效急停信号:*X8.4:作为系统的高速输入信号而不经过PMC的处理而直接相应*G8.4:PMC输入到NC的急停信号只要当以上两个信号中的任意一个信号为低电平,则系统就会产生急停报警。
复位信号系统的复位信号分两类,一类是内部复位信号,一类是外部复位信号。
F1.1:当系统的MDI键盘上的RESET键按下时,系统执行内部复位操作中断当前系统的操作,同时输出此信号给PMC,用来中断机床其它的辅助动作。
G8.7:外部复位信号。
当此信号为1时,系统中断当前的操作。
可以作为M02、M30的输出。
G8.6:外部复位信号。
但此信号为1时,系统中断当前的操作的同时执行倒带动作返回程序的开头。
行程限位信号G114/G116:对于机床的行程保护来说一般有三级保护,第一级软限位保护,可通过参数进行设定,第二级硬限位保护即通过外部限位开关接通G114/G116,最后一级为机床死档铁,这是机床的机械限位。
加工中心机床圆盘式刀库发那科系统PMC的编程技术安庆长谷川数控机床有限公司 雷晓鹏北京发那科机电有限公司 胡 年自动换刀机构(ATC)是数控机床易发生故障的地方。
本文介绍PMC的编程思路和方法,供大家讨论。
此程序自2004年始已在数百台加工中心运用。
一、基本规则1、刀具在D0000到D0032登录。
D0000登录主轴刀具号,D0001到D0032登录刀套内刀具号,在此假定刀库容量为32把刀。
2、执行T码时,刀库中T码刀具旋转到换刀口位置,在刀库旋转过程中,程序自动加工运行不中断,称之为预选刀。
3、M6执行换刀过程,执行前,Z轴必须回第一参考点,即 G91 G28 Z0或 M19 G91 G28 Z0。
4、允许的大径刀(如面铣刀)直径不容许超过普通刀具(以下简称:小径刀)最大直径的二倍,否则大径刀之间随机交换会撞刀。
刀具重量不能超过刀库容许重量。
大径刀刀具号设定规则:大径刀的相临两侧刀套内必须为空,空刀套的刀具号自动设定为99(也可设定其他数字,PMC识别为空刀)。
D100内设定大径刀个数,小径刀刀具号必须大于大径刀个数乘2加1。
初始设定主轴刀具号D0000必须是小径刀刀具号。
5、大径刀具交换规则:小径刀可放进大径刀刀套内,大径刀不可放进小径刀刀套内。
主轴小径刀与刀库小径刀交换,一次性换刀;主轴大径刀与刀库大径刀交换,一次性换刀;主轴小径刀与刀库大径刀交换,一次性换刀,小径刀放进大径刀刀杯套内;主轴大径刀与刀库小径刀交换, 第一次将原大径刀刀套内的小径刀换到主轴上,第二次再进行小径刀之间的交换。
以上交换规则PMC自动识别换刀。
6、在刀库运行中发生停电等故障,具备中断点记忆和用按键操作恢复功能。
有完善的电机保护和报警操作提示。
7、以上自动刀具交换(ATC)动作本文介绍的都用PMC完成,读者也可用宏程序和PMC结合编程实现。
二、PMC程序框图三、详细介绍刀库盘旋转部分PMC程序和说明1、准备工作自动换刀部分反馈信号:R30.0=1 主轴抓刀反馈;R30.1=1 主轴松刀反馈,延迟0.2秒是消除信号反馈传感器安装误差,其它信号反馈延迟道理相同;R30.2=1 刀杯上(水平位置)信号反馈;R30.3=1 刀杯下(刀具垂直向下位置)信号反馈。