发那科培训讲义第一章教学资料
- 格式:ppt
- 大小:61.29 MB
- 文档页数:117
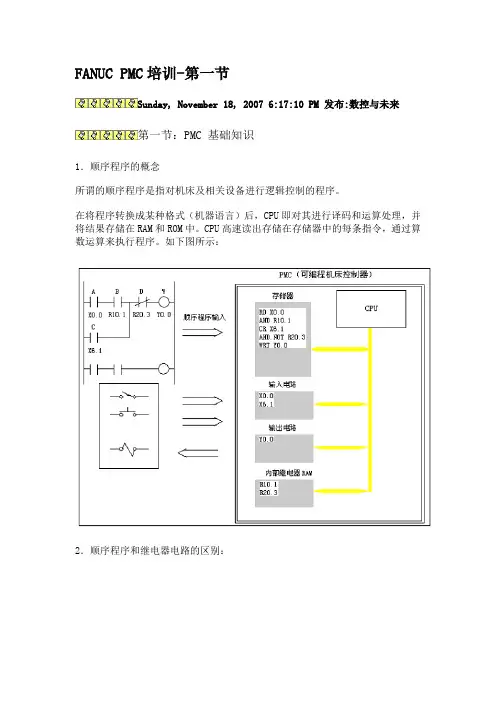
FANUC PMC培训-第一节Sunday, November 18, 2007 6:17:10 PM 发布:数控与未来第一节:PMC 基础知识1.顺序程序的概念所谓的顺序程序是指对机床及相关设备进行逻辑控制的程序。
在将程序转换成某种格式(机器语言)后,CPU即对其进行译码和运算处理,并将结果存储在RAM和ROM中。
CPU高速读出存储在存储器中的每条指令,通过算数运算来执行程序。
如下图所示:2.顺序程序和继电器电路的区别:上图所示:继电器回路(A)和(B)的动作相同。
接通A(按钮开关)后线圈B和C中有电流通过,C接通后B断开。
PMC程序 A中,和继电器回路一样,A通后B、C接通,经过一个扫描周期后B 关断。
但在B中,A(按钮开关)接通后C接通,但B并不接通。
所以通过以上图例我们可以明白PMC顺序扫描顺序执行的原理。
3.PMC的程序结构对于FANUC的PMC来说,其程序结构如下:第一级程序—第二级程序—第三级程序(视PMC的种类不同而定)—子程序—结束如图:在PMC执行扫描过程中第一级程序每8ms 执行一次,而第二级程序在向CNC的调试RAM中传送时,第二级程序根据程序的长短被自动分割成n等分,每8ms 中扫描完第一级程序后,再依次扫描第二级程序,所以整个PMC的执行周期是n*8ms。
因此如果第一级程序过长导致每8ms扫描的第二级程序过少的话,则相对于第二级PMC所分隔的数量n就多,整个扫描周期相应延长。
而子程序是位于第二级程序之后,其是否执行扫描受一二级程序的控制,所以对一些控制较复杂的PMC程序,建议用子程序来编写,以减少PMC的扫描周期。
输入输出信号的处理:一级程序对于信号的处理:如上图可以看出在CNC内部的输入和输出信号经过其内部的输入输出存储器每8MS 由第一级程序所直接读取和输出。
而对于外部的输入输出经过PMC内部的机床侧输入输出存储器每2MS由第一级程序直接读取和输出。
二级程序对于信号的处理:而第二级程序所读取的内部和机床侧的信号还需要经过第二级程序同步输入信号存储器锁存,在第二级程序执行过程中其内部的输入信号是不变化的。

Fanuc_Robot_Basic_Trning FANUC培训教材(基本) Fanuc_Robot_Basic_Trning FANUC培训教材(基本)
第一章: 介绍
1.1 FANUC的背景和发展历史
1.2 FANUC的应用领域
1.3 FANUC的工作原理和基本组成
第二章: 安全
2.1 安全标准和规定
2.2 安全防护装置的使用和维护
第三章: 控制系统
3.1 控制系统的组成
3.2 控制器的操作和编程
3.3 编程语言的基本语法和常用指令
第四章: 运动学
4.1 的坐标系和姿态表示
4.2 的运动学原理和运动控制
第五章: 传感器和视觉
5.1 传感器的种类和功能
5.2 视觉系统的原理和应用第六章: 操作与维护
6.1 操作界面和操作流程
6.2 的日常维护和故障排除6.3 的保养和维修
第七章: 编程实例
7.1 基本动作的编程实例
7.2 应用案例分析
第八章: 安全操作规程
8.1 操作安全规程和注意事项8.2 事故的预防和应急处理附件:
1.FANUC操作手册
2.FANUC编程实例
3.FANUC故障排除手册
法律名词及注释:
1.安全标准和规定:指相关法律法规中对于安全的要求和规范。
2.控制器:控制系统中的核心部件,用于控制的动作和运行。
3.编程语言:用于编写控制程序的计算机语言,包括指令和语法规则。
4.传感器:用于获取周围环境信息的装置,如力传感器和视觉传感器。
5.操作界面:用于人机交互和操作的界面,通常包括触摸屏和按键等设备。




课程名称程序员课程名称:程序员A2015-10-11上海发那科机器人有限公司第一章安全1第五章程序的管理5目录第二章机器人单元2第六章指令6第三章零点复归3第七章备份备份//加载7第四章坐标系设置4第八章基本保养8第九章机器人易耗品介绍9第一章安全1安全操作规程1.示教和手动机器人1)请不要带着手套操作示教盒和操作面板。
2)在点动操作机器人时要采用较低的速度倍率以增加对机器人的控制机会。
3)在按下示教盒上的点动键之前要考虑到机器人的运动趋势。
4)要预先考虑好避让机器人的运动轨迹,并确认该线路不受干涉。
5)机器人周围区域必须清洁、无油、水及杂质等。
安全操作规程2.生产运行1)在开机运行前,必须知道机器人根据所编程序将要执行的全部任务。
2)必须知道所有会左右机器人移动的开关、传感器和控制信号的位置和状态。
3)必须知道机器人控制器和外围控制设备上的紧急停止按钮的位置,准备在紧急情况下必知道机人控制和外控制设备的紧急停按钮的位准备在紧急情使用这些按钮。
4)永远不要认为机器人没有移动其程序就已经完成。
因为这时机器人很有可能是在等待让它继续移动的输入信号。
第二章机器人单元2系统软件机人控制柜机器人周边设备机器人1、机器人的概论一、机器人绝对值脉交流伺电机冲编码器服电机抱闸单元弧焊点焊搬运涂胶喷漆去毛刺切割激光焊接测量等2、机器人的应用弧焊、点焊、搬运、涂胶、喷漆、去毛刺、切割、激光焊接、测量等3、机器人的规型号常机器人型号包括本体型号和控制柜型号。
本体型号位于机器人J3轴手臂上,如下图:FANUCRobotR-2000i B210F如:R ‐2000iB/210F控制柜型号位于控制柜门右上角。
目前在用的主要型号有:R-J3i B、R-J3i C、R-30i A、R-30i B等。
R-30如:R30i B4、机器人的主要参数¾手部负重¾运动轴数¾2,3轴负重23轴负重¾运动范围¾安装方式¾重复定位精度¾最大运动速度在线编程:5、机器人的编程方式z在线编程:围栏内围栏外z 离线编程:6、机器人的安装环境环境温度:0-45摄氏度;环境湿度:普通: ≤75%RH(无露水、霜冻);环境湿度:普通:≤75%RH(无露水、霜冻);短时间:95%(一个月之内);不应有结露现象不应有结露现象;振动:≤0.5G(4.9M/s2) ;7、机器人的特色功能¾High sensitive collision detector高性能碰撞检测机能,机器人无须外加传感器,各种场合均适用¾Soft float软浮动功能用于机床工件的安装和取出,有弹性的机械手¾Remote TCP8、机器人的运动¾机器人根据TP示教或程序中的动作指令进行移动。

FANUC系统修理培训beijing-fanuc技术部2021.9/01ed第一节 fanuc cnc系统共性故障的分析1、资料输入输出介面(rs232)不能正常工作。
对于fanuc系统,当资料输入输出介面不能正常,且报警时,有两个系列的报警号。
①3/6/0/16/18/20/power-mate,当发生报警时,显示85~87报警。
②10/11/12/15,当发生报警时,显示820~823报警当资料输出介面不能正常工作时,一般有以下几个缘由: 1)假如做输入出资料操作时,系统没有反应。
①请检查系统工作方式对不对,请把系统工作方式置于edit方式且开启程式爱护键,或者在输入引数时,也可以置于急停状态。
②请按fanuc出厂时资料单,重新输入功能选择引数。
③检查系统是否处于reset状态。
2)假如做输入输出资料操作时,系统发生了报警。
请检查系统引数下面是各系统的有关输入/输出介面的参数列电缆接线下图是fanuc系统到机床面板的连线中继终端cnc侧机床面板的连线中继终端介面和电脑连线线:1.25芯(机床25芯(i/0装置) 2. 25芯(终端)9芯(i/0)电脑3)外部输入输出装置的设定错误或硬体故障外部输入输出装置有fanuc纸带穿孔机,手持磁碟盒,, fanuc p-g,计算机等装置。
在进行传输时,要确认:a、电源是否开启b、波特率与停止位是否与fanuc系统的资料输入输出引数设定匹配。
c、硬体有何故障。
d、传输的资料据格式是否为iso/eia。
e、资料位设定是否正确,一般为7位。
4)cnc系统与通讯有关的印刷板下表是各系统与通讯介面有关的印刷板6)当fanuc系统与计算机进行通讯时,要留意:a.计算机的外壳与cnc系统同时接地。
b.不要在通电的状况下拔连线电缆。
c.不要在有雷雨时进行通讯作业。
d.通讯电缆不能太长。
5)假如发生85,86,87号报警 ,请按以下步骤查询: 2、电源单元不能开启fanuc系统的电源上有两个指示灯,一个是电源指示灯,是绿色的;一个是电源报警灯,是红色的,这里说的电源单元,包括电源输入单元和电源把握部分。
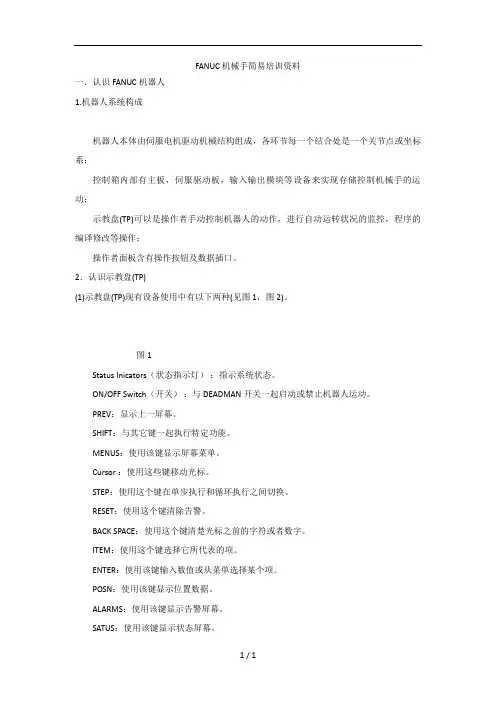
FANUC机械手简易培训资料一.认识FANUC机器人1.机器人系统构成机器人本体由伺服电机驱动机械结构组成,各环节每一个结合处是一个关节点或坐标系;控制箱内部有主板,伺服驱动板,输入输出模块等设备来实现存储控制机械手的运动;示教盘(TP)可以是操作者手动控制机器人的动作,进行自动运转状况的监控,程序的编译修改等操作;操作者面板含有操作按钮及数据插口。
2.认识示教盘(TP)(1)示教盘(TP)现有设备使用中有以下两种(见图1,图2)。
图1Status Inicators(状态指示灯):指示系统状态。
ON/OFF Switch(开关):与DEADMAN开关一起启动或禁止机器人运动。
PREV:显示上一屏幕。
SHIFT:与其它键一起执行特定功能。
MENUS:使用该键显示屏幕菜单。
Cursor :使用这些键移动光标。
STEP:使用这个键在单步执行和循环执行之间切换。
RESET:使用这个键清除告警。
BACK SPACE:使用这个键清楚光标之前的字符或者数字。
ITEM:使用这个键选择它所代表的项。
ENTER:使用该键输入数值或从菜单选择某个项。
POSN:使用该键显示位置数据。
ALARMS:使用该键显示告警屏幕。
SATUS:使用该键显示状态屏幕。
Jog Speed:使用这些键来调节机器人的手动操作速度。
COORD:使用该键来选择手动操作坐标系。
Jog:使用这些键来手动手动操作机器人。
BWD:使用该键从后向前地运行程序。
FWD:使用该键从前至后地运行程序。
HOLD:使用该键停止机器人。
Program keys(程序键):使用这些键选择菜单项。
FCTN:使用该键显示附加菜单。
Emergency Stop Button(紧急停止按钮):使用该键停止正在运行的程序,关闭机器人伺服系统的驱动电源,并对机器人实施制动。
图2(2)TP上的开关①TP开关:此开关控制TP有效/无效,当TP无效时,示教、编程、手动运行不能被使用。
FANUC培训教材(基本)
FANUC培训教材(基本)
一、前言
本教材旨在帮助读者了解和掌握FANUC的基本知识和操作技巧。
通过阅读本教材,您将能够理解的基本原理,进行简单的编程和操作。
二、概述
2.1 的定义和分类
2.1.1 定义介绍
2.1.2 分类介绍
2.2 FANUC的特点和应用领域
2.2.1 FANUC特点
2.2.2 FANUC应用领域
三、结构与组成
3.1 主要结构组成
3.1.1 的机械臂
3.1.2 的控制系统
3.2 FANUC的结构介绍
3.2.1 FANUC机械臂特点
3.2.2 FANUC控制系统介绍
3.2.3 FANUC传感器系统介绍
四、编程基础
4.1 编程语言介绍
4.1.1 编程语言概述
4.1.2 常用编程语言介绍
4.2 FANUC编程基础
4.2.1 FANUC编程语言概述 4.2.2 FANUC编程指令详解 4.3 编程实例演练
4.3.1 实例一、简单移动
4.3.2 实例二、挑选物体
五、操作与维护
5.1 系统启动与关机
5.1.2 系统关机步骤
5.2 操作基本技巧
5.2.1 运动控制
5.2.2 示教操作
5.3 常见故障及排除方法
5.3.1 故障代码解读
5.3.2 故障排除方法
六、附件
本文档涉及的附件可在FANUC官方网站。
法律名词及注释:
1、著作权法:指对作品依法享有的权益进行保护的法律。
2、商标法:指对商标依法享有的权益进行保护的法律。
3、专利法:指对发明、实用新型和外观设计依法享有的权益进行保护的法律。
发那科培训资料1、各轴手动操作(1)选用手轮方式X轴:向”-”方向摇手轮时工作台向右方向移动向”+”方向摇手轮时工作台向左方向移动Y轴:省略(2)用快捷键操作按下“”快捷键后,键入“”input后,如需X轴到原点位置时,按X面板上的“X”键后,X轴快速回到原点位置;Y轴、Z轴省略2、刀库换刀方式(三种)(1)用MDI方式(2)用NC快捷方式(3)用面板上专用的快速换刀按键3、MDI使用按下MDI键,再按下程式键,用ABC按键输入需要的简单指令后,按下程式执行键就可以了。
MDI键输入了主轴旋转指令后,按reset 键时主轴不会停止,只有按下面板上的主轴正转键或把门打开时主轴停止;4、工件坐标系的使用(两种)第一种:和正常方式一样按下③finput 后,选择坐标系,当光标括在那里时,输入X0或Y0、Z0按“测量”键即可,或直接输入这一点的机械坐标值第二种:用“NC”快捷键选择“offset”,当光标移动在“G54-G59”任一键位置时,按下软键“AUTO SET”即可,再按“X”或“Y”执行软键5、刀长刀径的输入同样方式,同4一样6、程序编辑31i机床程序编辑时,在换刀指令前必须有“G40 G49 G80”指令,下一把刀方可执行换刀,没有程序运行到换刀指令时会停止,还有,必须有“G91 G28 Z0”指令,否则程序在执行到半路上时如果有按到“reset”键后,想从半路开始执行的话,没有该指令,程序不会执行,以及“在软键”“误操作”的设置里面须有部分设定误操作设定种类:(1)增量输入的确认(2)程序删除确认(3)全部数据删除确认,禁用软键【input】(4)刀偏,工件零点移动(5)工件坐标系(6)输入设定(7)状态更新信息的显示(8)轴状态显示(9)由程序段中间执行其他编辑类同7、调用程式(1)先按②+后页(2)按“目录”软键当黄色光标移动到哪个程式头前面,按“操作”再按“主程序”再按“input”该程序就为即将要执行的程序;再按“程序”软键,画面的显示就为全画面和半画面显示8、使用程式当某一程式已调出来时,把“自动”软键按下,再按下“单节”软键,再按“程式启动”按键,即可执行程式如果不能执行,请按“操作”软键,把后台编辑的程式须用结束“后台编结束”即可执行在使用程序时,程序里面在换刀动作前需有以下指令G91 G28 Z0;G49 G40 G80;M06 TXX;9, 修改程序按下“编辑|”软键,调出需修改的程序,修改完后需用面板下的软键“保存”,否则程序没有修改。
课程名称程序员课程名称:程序员A2015-10-11上海发那科机器人有限公司第一章安全1第五章程序的管理5目录第二章机器人单元2第六章指令6第三章零点复归3第七章备份备份//加载7第四章坐标系设置4第八章基本保养8第九章机器人易耗品介绍9第一章安全1安全操作规程1.示教和手动机器人1)请不要带着手套操作示教盒和操作面板。
2)在点动操作机器人时要采用较低的速度倍率以增加对机器人的控制机会。
3)在按下示教盒上的点动键之前要考虑到机器人的运动趋势。
4)要预先考虑好避让机器人的运动轨迹,并确认该线路不受干涉。
5)机器人周围区域必须清洁、无油、水及杂质等。
安全操作规程2.生产运行1)在开机运行前,必须知道机器人根据所编程序将要执行的全部任务。
2)必须知道所有会左右机器人移动的开关、传感器和控制信号的位置和状态。
3)必须知道机器人控制器和外围控制设备上的紧急停止按钮的位置,准备在紧急情况下必知道机人控制和外控制设备的紧急停按钮的位准备在紧急情使用这些按钮。
4)永远不要认为机器人没有移动其程序就已经完成。
因为这时机器人很有可能是在等待让它继续移动的输入信号。
第二章机器人单元2系统软件机人控制柜机器人周边设备机器人1、机器人的概论一、机器人绝对值脉交流伺电机冲编码器服电机抱闸单元弧焊点焊搬运涂胶喷漆去毛刺切割激光焊接测量等2、机器人的应用弧焊、点焊、搬运、涂胶、喷漆、去毛刺、切割、激光焊接、测量等3、机器人的规型号常机器人型号包括本体型号和控制柜型号。
本体型号位于机器人J3轴手臂上,如下图:FANUCRobotR-2000i B210F如:R ‐2000iB/210F控制柜型号位于控制柜门右上角。
目前在用的主要型号有:R-J3i B、R-J3i C、R-30i A、R-30i B等。
R-30如:R30i B4、机器人的主要参数¾手部负重¾运动轴数¾2,3轴负重23轴负重¾运动范围¾安装方式¾重复定位精度¾最大运动速度在线编程:5、机器人的编程方式z在线编程:围栏内围栏外z 离线编程:6、机器人的安装环境环境温度:0-45摄氏度;环境湿度:普通: ≤75%RH(无露水、霜冻);环境湿度:普通:≤75%RH(无露水、霜冻);短时间:95%(一个月之内);不应有结露现象不应有结露现象;振动:≤0.5G(4.9M/s2) ;7、机器人的特色功能¾High sensitive collision detector高性能碰撞检测机能,机器人无须外加传感器,各种场合均适用¾Soft float软浮动功能用于机床工件的安装和取出,有弹性的机械手¾Remote TCP8、机器人的运动¾机器人根据TP示教或程序中的动作指令进行移动。
第一页
1
1 FANUC系统培训教案
第一天上午:
当前数控系统主要由日本发那科系统(FANUC),德国西门子系统(SIEMENS),日本三菱等。
本次讲座我们主讲日本发那科系统。
我们主要讲系统构成和故障,主轴驱动系统,伺服进给系统,PMC 梯形图,存储卡使用等几个部分。
现在先介绍一下发那科数控系统的产品,使大家对发那科控制系一个大致的了解。
高性能数控系统为F15 F15i F15Oi 称15系列,有64位CPU,高
分辨率编码器,16~24轴联动,为高档产品,在
中国大陆不销售。
中档性能数控系统F16 F16i F16Oi F16Ois,有32位CPU,8轴6
联动。
标准中档性能数控系统F18 F18i F18Ois 比FS16系列略低,可实
现6轴4联动。
一般性能数控系统,0i系列为在F16i F18i 21i等小型数控基础开
发出的简化版系统,现在0i-A已经基本不用,
用得多0i-B及0i-C.
0系统也为一般性能数控系统,日本上世纪85年的产品。
现在一般
机床采用此数控系统大致寿命约10年,到了故
2 2。