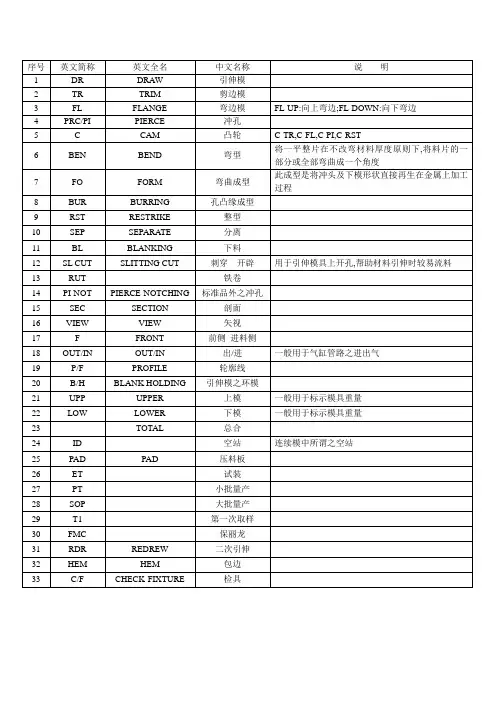
冲压工艺流程图+PFMEA+CP范例(中英文)
- 格式:xls
- 大小:398.50 KB
- 文档页数:3
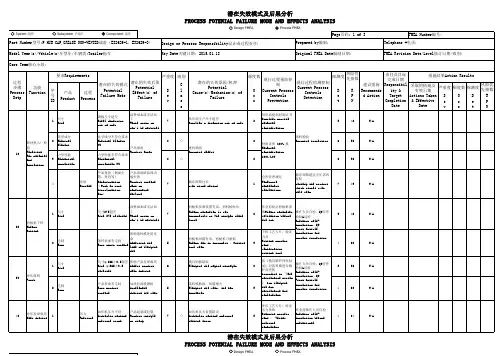


机械加⼯PFMEA范例(中英⽂)过程责任Process Responsibility ⽇期(修订)Revised date关键⽇期Orignal Production Date编制者 Prepared By零件程序编号 /版本号Part Program No./Rev.核⼼⼩组Core Team零件名称 /客户图号 /版本:Part Name /Drawing No. / Rev.FMEA ⽇期(原始)Date (Orig.)203.Brilling Hole镗孔(32,42)20°5Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA (19)Φ5.9±0.15Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA (15)14.5+0.26Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA204 Reameringhole铰孔(21)Φ5.5 +0.02/-0.00581.Determine the toolmaterial and enactmenttool life2.Determine theprocess parameters onthe machine3.SPC control1.确定⼑具材质和设定⼑具使⽤寿命2.确定过程参数3.SPC控制TechnologyDepartment技术部ProductionDepartment⽣产部11-171.Tool materialand tool lifeweredetermined.2.PPK≥1.67.1.⼑具材质和⼑具寿命已经确定2.PPK≥1.6782464205. Dilling hole钻孔Φ104Tools wear⼑具磨损23#REF!NA NA NA NA NA NA NA 206. Boring hole镗孔(18)Φ12.2+0.04/08Tools wear⼑具磨损44#REF!1.Determine the toolmaterial and enactmenttool life2.Determine theprocess parameters onthe machine2.确定过程参数3.SPC控制TechnologyDepartment技术部ProductionDepartment⽣产部11-171.Tool materialand tool lifeweredetermined.2.PPK≥1.67.1.⼑具材质和⼑具寿命已经确定2.PPK≥1.6782464(16)17.5 +0.02/-0.036Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA Impact assembly 影响客户装配Impact machining影响后续加⼯Impact assembly影响客户装配Customer dissatisfaction客户不满意1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, changetools periodically2.Correct the tooling parameters2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Customer dissatisfaction客户不满意Customer dissatisfaction客户不满意Dimension out oftolerance尺⼨超差Dimension out oftolerance尺⼨超差Dimension out oftolerance尺⼨超差Dimension out oftolerancetolerance尺⼨超差Dimension out oftolerance尺⼨超差Dimension out oftolerance尺⼨超差Customer dissatisfaction客户不满意1.Estimate the tool life, changetools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正Checking dimensions on line在线检查尺⼨206. Boring hole镗孔(37)61,Tools wear⼑具磨损2,The machine centerline offset机床中⼼线偏移33#REF!NA NA NA NA NA NA NA207. Turning OutsideDiameter车外圆(4)Φ14.035Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA(5)Φ12.6±0.035Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA(1)Φ16.18 0/-0.046Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA (25)45.6°±5°⼑具磨损33#REF!NA NA NA NA NA NA NA208.Groovin g 割槽(2)Ф 14+0.057Tools wear⼑具磨损44#REF!1.Determine the toolmaterial and enactmenttool life2.Determine theprocess parameters onthe machine3.SPC control1.确定⼑具材质和设定⼑具使⽤寿命2.确定过程参数3.SPC控制TechnologyDepartment技术部ProductionDepartment⽣产部11-171.Tool materialand tool lifeweredetermined.2.PPK≥1.67.1.⼑具材质和⼑具寿命已经确定2.PPK≥1.6772456(11)2.2 +0.2/06Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA(26)R0.1 +0.1(2X)5Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA Customer dissatisfaction 客户不满意Customer dissatisfaction客户不满意Impact functionality影响使⽤性能Customer dissatisfaction客户不满意Customer dissatisfaction客户不满意Customer dissatisfaction客户不满意Impact assembly影响客户装配1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically3,Setup the machine center line periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正3.定期调整机床中⼼1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Dimension out oftolerance尺⼨超差1.Dimension out oftolerance2.Surface is rough1.尺⼨超差2.表⾯粗糙Dimension out oftolerance尺⼨超差Dimension out oftolerance尺⼨超差Dimension out oftolerance尺⼨超差Dimension out oftolerance尺⼨超差1.Dimension out oftolerance2.Surface is roughDimension out of tolerance尺⼨超差。

方
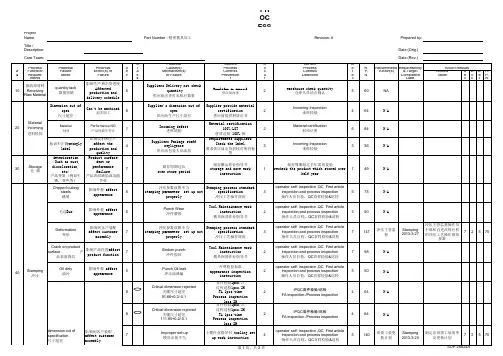
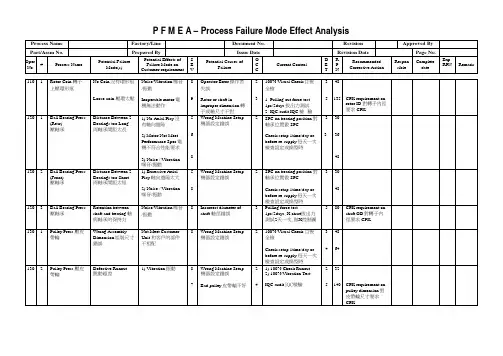
控制计划
评审意见:
1 每页控制计划中,组织代码是B吗?组织代码被理解为是顾客给我们的供方代号(在供方处备案的)。
有应该写上,
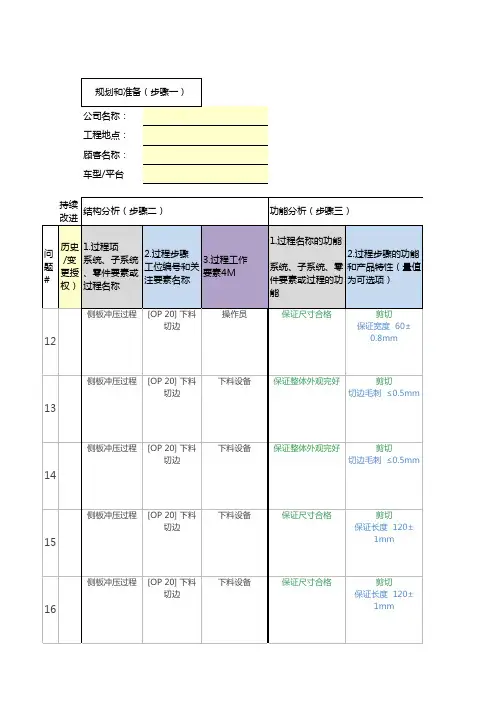
2 落料工序控制计划建议增加两个过程特性控制(见文件),即频度O是3及以上的均加以控制;如果不,则建议在过程度O由3改为2。
3 说明:过程FMEA、控制计划中,红色为建议的去除或需要调整完善,蓝色为建议的修改内容。
4 按意见修改后,可以打印输出,并且控制计划需要金经理在批准栏(2011.07.25栏)签字。
其它销售量大的在产汽车做,建立过程FMEA、控制计划。
其它认为不错。
有疑问可再沟通。
另祝:圣诞快乐,预祝新年快乐。
张善诲
的均加以控制;如果不,则建议在过程FMEA中毛刺失效将频议的修改内容。
(在供方处备案的)。
有应该写上,若没有,可不写。
x
栏)签字。
其它销售量大的在产汽车冲压件,也可以考虑如此。
PFMEA作业指导书1 PURPOSE(目的)The purpose of this work instruction is to provide a method for continuous improvement through the use of PFMEAs.此作业指导书的目的是为运用制程失效模式及效果分析达到持续改善目的提供方法。
2 SCOUPE(范围)This work instruction applies to any manufacturing process that has a customer requirement for failure mode effect analysis or any process at FLEX (Doumen) where management requires a PFMEA.适用于客户要求或管理要求而需要做失效模式及效果分析的所有制程。
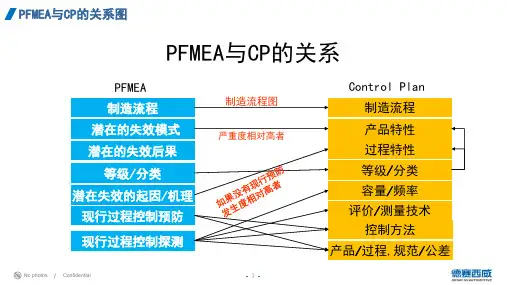
3 DEFINITIONS(定义)3.1 PFMEA: Process Failure Mode and Effect Analysis. It should describe all thepotential failure modes which may occur in process and their corresponding failure effects; evaluate and rank the severity, occurrence and detection of the failures. It should also describe the current control method, recommend corrective action, person responsible responsibility and due date.PFMEA--制程失效模式及效果分析。
PFMEA作业指导书1PURPOSE (目的)The purpose of this work instruction is to provide a method for continuous improvement through the use of PFMEAs.此作业指导书的目的是为运用制程失效模式及效果分析达到持续改善目的提供方法。
2SC0UPE (范围)This work instruetion applies to any memufacturing process that has a customer requirement for fai lure mode effec t an al ysis or any process at FLEX (Doume n) where management requires a PFMEA.适用于客户耍求或管理耍求而需要做失效模式及效果分析的所冇制程。
3DEFINITIONS (定义)3.1 PFMEA: Process Failure Mode and Effect Analysis. It should describe all thep otential failure modes which may occur in process and their correspondin£ failureeffects; evaluatc and rank the severity, occurrence and detection of the failures.It should also describe the current control method, recommend corrcctivc action,person responsible responsibility and due date.PFMEA―制程失效模式及效果分析。