装配工艺流程图
- 格式:doc
- 大小:44.00 KB
- 文档页数:1
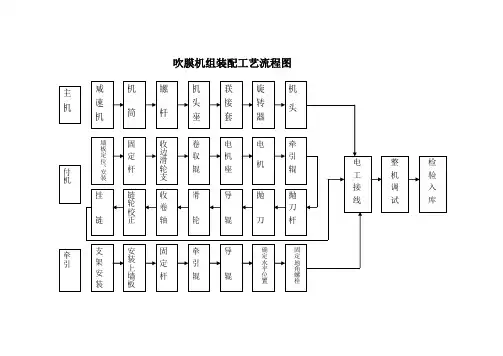
吹膜机组装配工艺流程图吹膜机组主要由四个主要部分组成:主机部分、付机部分、牵引部分、电气部分。
主机部分组装过程:减速机→机筒→螺杆→机头座→联接套→旋转器→机头付机部分组装过程:墙板定位、安装→固定杆→收边滑轮支板→卷取辊→电机座→电机→牵引辊→抛刀杆→抛刀→导辊→滑轮→收卷轴→链轮校正→挂链牵引部分组装过程:支架安装→安装上墙板→固定杆→牵引辊→导辊→确定水平位置→固定地角螺栓电气部分:其它三部分组装完成后,由电工接线。
主要部件工艺流程:机头:毛坯→粗车→调质→精车→钻眼→电镀→安装辊:毛坯→下料→镶法兰→焊接→粗车→调整动平衡→磨光(挂胶)→精车编制/日期:吴庆斌/2002/3/1 校对/日期:廉万春/2002/3/1 批准/日期:廉杏春/2002/3/10编制/日期:吴庆斌/2002/3/1 校对/日期:廉万春/2002/3/1 批准/日期:廉杏春/2002/3/10编制/日期:吴庆斌/2002/3/1校对/日期:廉万春/2002/3/1批准/日期:廉杏春/2002/3/1编制/日期:吴庆斌/2002/3/1校对/日期:廉万春/2002/3/1批准/日期:廉杏春/2002/3/1编制/日期:吴庆斌/2002/3/1校对/日期:廉万春/2002/3/1批准/日期:廉杏春/2002/3/1编制/日期:吴庆斌/2002/3/1 校对/日期:廉万春/2002/3/1 批准/日期:廉杏春/2002/3/10编制/日期:吴庆斌/2002/3/1 校对/日期:廉万春/2002/3/1 批准/日期:廉杏春/2002/3/10编制/日期:吴庆斌/2002/3/1校对/日期:廉万春/2002/3/1批准/日期:廉杏春/2002/3/1编制/日期:吴庆斌/2002/3/1校对/日期:廉万春/2002/3/1批准/日期:廉杏春/2002/3/1编制/日期:吴庆斌/2002/3/1校对/日期:廉万春/2002/3/1批准/日期:廉杏春/2002/3/1。
电子产品装配工艺流程图电子产品的装配工艺流程图是指通过图形化的方式展示电子产品的装配过程。
它可以清晰地展示每个步骤的顺序和关联,帮助人们更好地理解和掌握电子产品的装配流程。
本文将以电子产品装配工艺流程图为题,介绍电子产品装配的基本流程。
一、准备工作在开始电子产品的装配之前,需要进行一系列的准备工作。
首先是准备所需的零部件和工具,包括电子元件、电路板、焊接工具、螺丝刀等。
其次是准备工作场所,确保工作环境整洁、安全,并配备必要的防静电设备。
最后是准备装配所需的技术文档和说明书,包括电路图、装配图、操作手册等。
二、电路板组装电路板组装是电子产品装配的核心环节。
首先,将电子元件按照电路图的要求,逐个焊接到电路板上。
焊接时要注意控制焊接温度和时间,以免损坏电子元件。
接下来,对焊接完成的电路板进行检测,确保焊接质量良好。
最后,将检测通过的电路板进行清洁处理,去除焊接过程中产生的污染物。
三、外壳组装外壳组装是电子产品装配的外观环节。
首先,根据产品的设计要求,选择合适的外壳材料和外壳结构。
然后,将电路板和其他组件安装到外壳内部,并进行固定。
接下来,安装产品的按键、显示屏、接口等外部部件。
最后,对外壳进行整理和清洁,确保产品外观整洁、无划痕。
四、功能测试功能测试是电子产品装配的重要环节。
在进行功能测试之前,需要确保电子产品的电源供应正常。
然后,按照产品的功能要求,逐个测试各个功能模块的正常工作。
测试过程中要注意记录测试结果,并及时修复测试中发现的问题。
最后,对整个产品进行综合测试,确保产品的功能完备、稳定。
五、质量检验质量检验是电子产品装配的最后一道工序。
在质量检验中,需要对装配完成的产品进行外观检查、功能检查和性能检查。
外观检查主要是检查产品的外观是否符合设计要求、是否有划痕、变形等问题。
功能检查主要是检查产品各个功能模块是否正常工作。
性能检查主要是检查产品的性能参数是否符合规定标准。
六、包装和出厂在通过质量检验后,电子产品需要进行包装和出厂准备。
批准:
审核
编制:
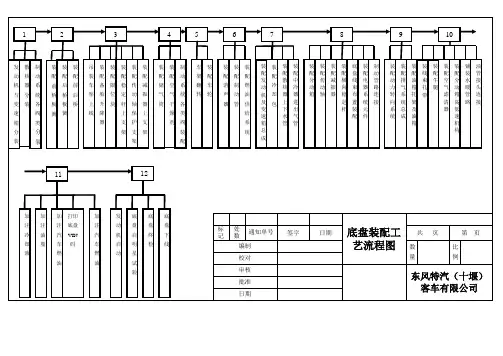
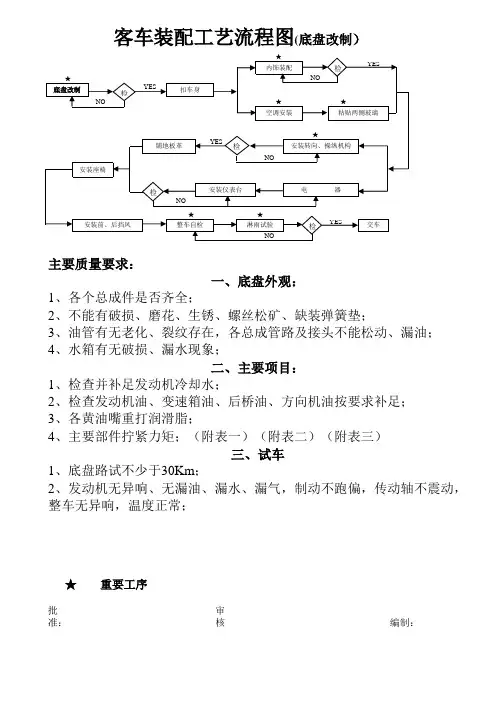
客车装配工艺流程图(底盘改制)
3、油管有无老化、裂纹存在,各总成管路及接头不能松动、漏油;
4、水箱有无破损、漏水现象;
二、主要项目:
1、检查并补足发动机冷却水;
主要质量要求:
一、底盘外观:
1、各个总成件是否齐全;
2、不能有破损、磨花、生锈、螺丝松矿、缺装弹簧垫;
1、底盘路试不少于30Km ;
2、发动机无异响、无漏油、漏水、漏气,制动不跑偏,传动轴不震动,整车无异响,温度正常;
2、检查发动机油、变速箱油、后桥油、方向机油按要求补足;
3、各黄油嘴重打润滑脂;
4、主要部件拧紧力矩;(附表一)(附表二)(附表三)
三、试车
★ 重要工序。
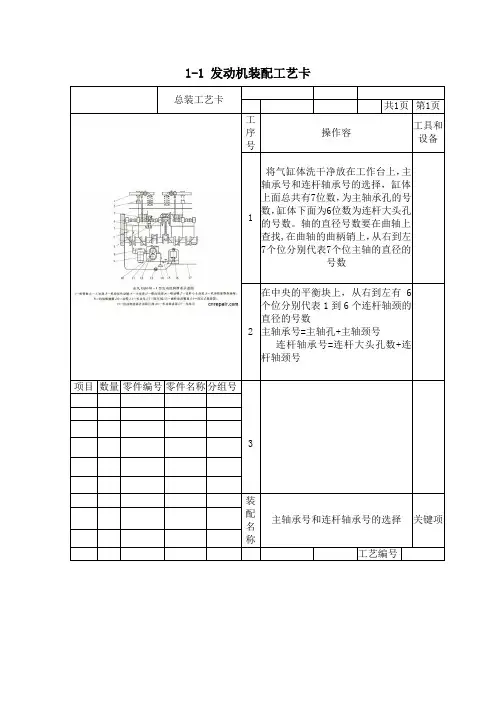
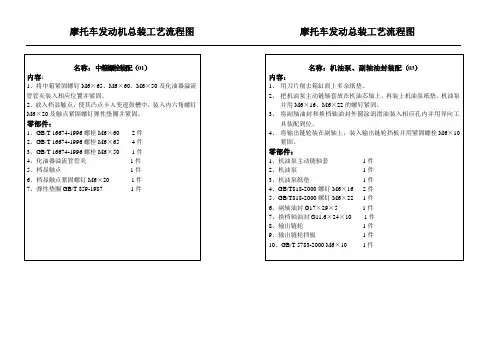
总装工艺卡共1页第1页工序号操作容工具和设备1将气缸体洗干净放在工作台上,主轴承号和连杆轴承号的选择,缸体上面总共有7位数,为主轴承孔的号数,缸体下面为6位数为连杆大头孔的号数。
轴的直径号数要在曲轴上查找,在曲轴的曲柄销上,从右到左7个位分别代表7个位主轴的直径的号数2 在中央的平衡块上,从右到左有6个位分别代表1到6个连杆轴颈的直径的号数主轴承号=主轴孔+主轴颈号连杆轴承号=连杆大头孔数+连杆轴颈号项目数量零件编号零件名称分组号3装配名称主轴承号和连杆轴承号的选择关键项工艺编号总装工艺卡共1页第1页工序号操作容工具和设备1安装之前要清洗油孔和螺丝孔(用压缩空气)。
把缸体正直平放。
安装主轴承,有油槽并且带油孔的安装轴承必须安装在轴承座孔中,主轴承必须正确安装,如果安装错误,可能堵住油孔,造成曲轴烧坏。
轴承安装好后,在每个轴承上涂一层机油。
2装曲轴,主轴承安装好,把曲轴放在缸体上,安放时应小心谨慎,接下来安装止推轴承,油槽面的方向,在前面的朝前方,在后面的止推轴承油槽面朝后方。
项目数量零件编号零件名称分组号安装时应根据主轴承盖上原来所到的记号,按照1到7 的顺序装好,并保证主轴承盖上向前的记号,朝向发动机前方,然后按照双中间到两边的原则,分两次到三次,将主轴承盖螺栓上紧到规定的扭矩。
3装配名称曲轴的安装过程关键项工艺编号总装工艺卡共1页第1页工序号操作容工具和设备1先把衬套用压力机压在连杆小头然后将活塞和连杆置于油中加热60~80摄氏度,取出后迅速擦净座孔,在衬套涂上一层润滑油,把连杆小头放入到活塞,把活塞销插入活塞,并用橡胶锤轻轻的敲击,直至配合到位,再装入挡圈。
2 安装时注意活塞的向前记号和连杆的向前记号都指向发动机前方。
在安装活塞之前要确认活塞和气缸套筒之间的间歇,选择适当厚度的厚薄规,放入气缸筒里面,然后插入活塞,这时活塞感到略微有阻力,说明间歇比较恰当,接下来判断活塞环在安装状态时的开口间歇应在规定的围,将活塞环顶入气缸套筒,用厚薄规测量其开口端的间歇,确定符合规定。
工艺流程图产品名称产品图号LED显示屏电缆AAA-1信号线制作流程电源线加工流程旧底图总号更改标记数量更改单号签名日期签名日期第3页项宏红2013.10 拟制共7页底图总号项宏红2013.10 审核第1册魏纤2013.10 标准化共1册工艺流程图产品名称产品图号LED显示屏电装AAA-2LED显示屏电装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第 4 页项宏红2013.10 拟制共7 页底图总号项宏红2013.10 审核第 1 册魏纤2013.10 标准化共1 册装配工艺过程卡片产品名称LED显示屏名称电装-元件加工产品图号AAA-3 图号装入件及辅助材料工作地工序号工种工序(步)内容及要求设备及工装工时定额序号代号、名称、规格数量1 电容、发光二极管电装车间装配工发光二极管加工:H=T(印制板厚度)+L(1.5mm)=3.1±0.2mm,电容成型按《元器件预加工典型工艺》GLL.780.0001要求加工,成型后电容引脚应垂直,剪切口无毛刺。
LED自动剪脚机手工发光二极管发光二极管加工:H=T(印制板厚度)+L(1.5mm)=3.1±0.2mm电容:成型后电容引脚应垂直,剪切口无毛刺。
H=3.1±0.2mm 旧底图总号底图总号更改标记数量更改单号签名日期拟制项宏红魏纤2013.10 审核魏纤2013.10标准化第5页共7 页批准描图: 描校:H工艺流程图产品名称产品图号LED显示屏封装AAA-4LED显示屏封装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第6 页项宏红2013.10 拟制共7 页底图总号项宏红2013.10 审核第1 册魏纤标准化共1 册工艺流程图产品名称产品图号LED显示屏组装AAA-5LED显示屏组装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第7 页项宏红2013.10 拟制刘凯2013.10共7 页底图总号项宏红2013.10 审核郭东超2013.10第 1 册魏纤2013.10 标准化共 1 册。