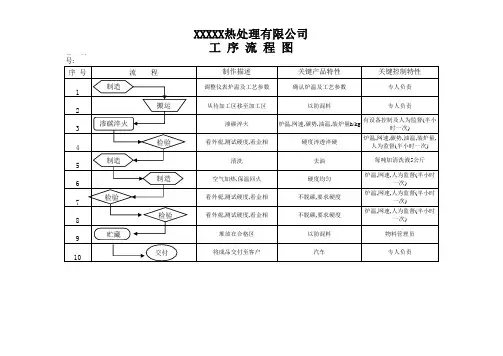
热成型工艺流程图范例1
- 格式:xlsx
- 大小:32.29 KB
- 文档页数:2
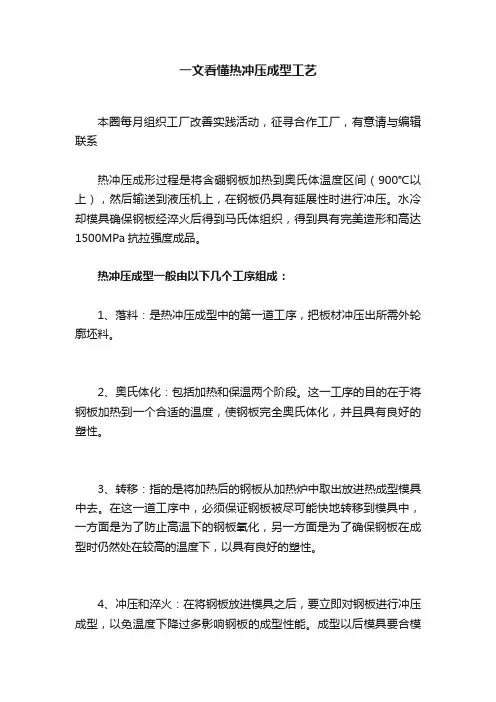
一文看懂热冲压成型工艺本圈每月组织工厂改善实践活动,征寻合作工厂,有意请与编辑联系热冲压成形过程是将含硼钢板加热到奥氏体温度区间(900℃以上),然后输送到液压机上,在钢板仍具有延展性时进行冲压。
水冷却模具确保钢板经淬火后得到马氏体组织,得到具有完美造形和高达1500MPa抗拉强度成品。
热冲压成型一般由以下几个工序组成:1、落料:是热冲压成型中的第一道工序,把板材冲压出所需外轮廓坯料。
2、奥氏体化:包括加热和保温两个阶段。
这一工序的目的在于将钢板加热到一个合适的温度,使钢板完全奥氏体化,并且具有良好的塑性。
3、转移:指的是将加热后的钢板从加热炉中取出放进热成型模具中去。
在这一道工序中,必须保证钢板被尽可能快地转移到模具中,一方面是为了防止高温下的钢板氧化,另一方面是为了确保钢板在成型时仍然处在较高的温度下,以具有良好的塑性。
4、冲压和淬火:在将钢板放进模具之后,要立即对钢板进行冲压成型,以免温度下降过多影响钢板的成型性能。
成型以后模具要合模保压一段时间,一方面是为了控制零件的形状,另一方面是利用模具中设置的冷却装置对钢板进行淬火,使零件形成均匀的马氏体组织,获得良好的尺寸精度和机械性能。
5、后续处理:在成型件从模具中取出以后,还需要对其进行一些后续的处理,如利用酸洗或喷丸的方式去除零件表面的氧化皮,以及对零件进行切边和钻孔。
热冲压件由于强度太高,不能用传统的手段对其进行切边及钻孔加工,而必须用激光技术来完成。
热成形技术的应用是汽车行业发展的潮流与趋势,合理使用热成形技术可以带来高性能的产品,提升整车品质。
文章来源于直观学机械、盖世汽车社区,制造业生态圈搜集,转载请说明出处。
本圈已建精益群、机床群、生态圈群、机械加工群、自动化群,欲加入的朋友请加主编微信;。
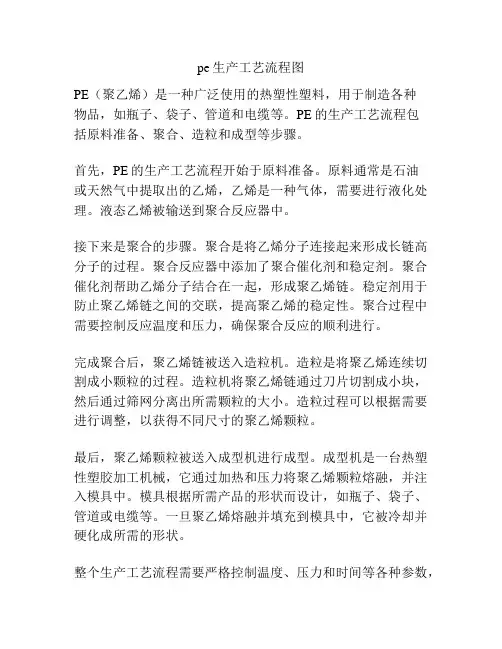
pe生产工艺流程图PE(聚乙烯)是一种广泛使用的热塑性塑料,用于制造各种物品,如瓶子、袋子、管道和电缆等。
PE的生产工艺流程包括原料准备、聚合、造粒和成型等步骤。
首先,PE的生产工艺流程开始于原料准备。
原料通常是石油或天然气中提取出的乙烯,乙烯是一种气体,需要进行液化处理。
液态乙烯被输送到聚合反应器中。
接下来是聚合的步骤。
聚合是将乙烯分子连接起来形成长链高分子的过程。
聚合反应器中添加了聚合催化剂和稳定剂。
聚合催化剂帮助乙烯分子结合在一起,形成聚乙烯链。
稳定剂用于防止聚乙烯链之间的交联,提高聚乙烯的稳定性。
聚合过程中需要控制反应温度和压力,确保聚合反应的顺利进行。
完成聚合后,聚乙烯链被送入造粒机。
造粒是将聚乙烯连续切割成小颗粒的过程。
造粒机将聚乙烯链通过刀片切割成小块,然后通过筛网分离出所需颗粒的大小。
造粒过程可以根据需要进行调整,以获得不同尺寸的聚乙烯颗粒。
最后,聚乙烯颗粒被送入成型机进行成型。
成型机是一台热塑性塑胶加工机械,它通过加热和压力将聚乙烯颗粒熔融,并注入模具中。
模具根据所需产品的形状而设计,如瓶子、袋子、管道或电缆等。
一旦聚乙烯熔融并填充到模具中,它被冷却并硬化成所需的形状。
整个生产工艺流程需要严格控制温度、压力和时间等各种参数,以确保聚乙烯产品的质量。
在生产过程中,需要定期检查聚乙烯的密度、拉伸强度和耐热性等物理性能。
产品质量经过检验合格后,可以进行包装和出货。
总结起来,PE的生产工艺流程包括原料准备、聚合、造粒和成型等步骤。
这个工艺流程旨在将乙烯分子连接起来,形成聚乙烯链,并通过切割和成型,最终制造出各种聚乙烯产品。
这个流程中需要严格控制各种参数以确保产品质量。

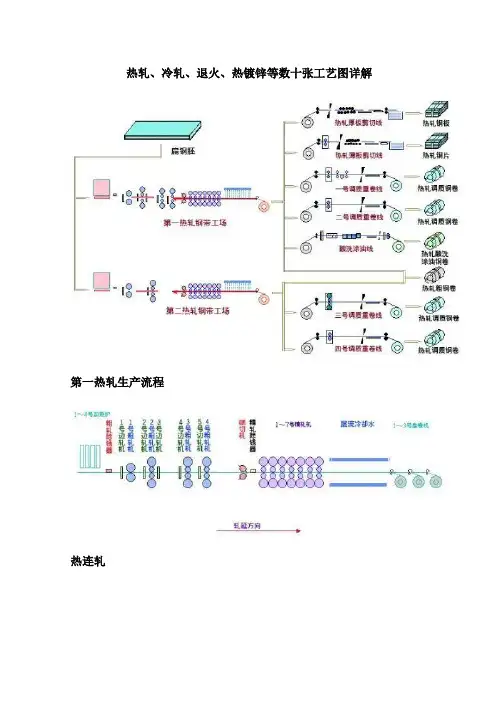
热轧、冷轧、退火、热镀锌等数十张工艺图详解第一热轧生产流程热连轧热轧生产流程>第一热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
开平剪切热轧生产流程>热轧板剪切线布置图:主要功能为将原料钢卷上线解卷、切边、切片、整平、堆叠、及包装为成品钢板叠(HR PLATE)。
调质卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
调质热轧生产流程>二号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
酸洗涂油卷、焊接、整平、酸洗、调质轧延、切边、涂油、分切及包装为成品酸洗钢卷。
第二热轧生产流程热连轧热轧生产流程>第二热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
调质卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
调质热轧生产流程>四号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
冷轧酸洗冷轧第一酸洗冷轧线:第一酸洗冷轧线接收热轧钢卷,经过解卷、焊接、整平、盐酸酸洗、裁边之后,再经由串列式冷轧机轧延成厚度较薄之冷轧钢卷。
酸洗冷轧第二酸洗冷轧线:第二酸洗冷轧线是利用张力整平机及酸洗去除热轧钢卷锈皮,清洗、烘干去除钢带表面残酸,由裁边机将钢带裁至下游产线所需宽度及经四站六重式轧延机将热轧钢卷轧至客户所需厚度,并藉自动板形控制器来改善钢带板形,是一连续式酸洗冷轧制程产线。
热浸镀锌连续热浸镀锌线:热浸镀锌线是一条连续性生产线,酸洗冷轧后钢卷送入本产线经过焊接、表面清洗及退火之后进入锌槽镀锌(GI材)或再加热产生锌铁合金(GA材),接着再经过调质轧延及张力整平,最后再依不同需求实施后处理或涂油作业。
注塑成型工艺流程图一、注塑成型的基本原理:注塑机利用塑胶加热到一定温度后,能熔融成液体的性质,把熔融液体用高压注射到密闭的模腔内,经过冷却定型,开模后顶出得到所需的塑体产品。
二、注塑成型的四大要素:1.塑胶模具2.注塑机3.塑胶原料4.成型条件三、塑胶模具大部份使用二板模、三板模,也有部份带滑块的行位模。
基本结构: 1.公模(下模)公模固定板、公模辅助板、顶针板、公模板。
2.母模(上模) 母模板、母模固定板、进胶圈、定位圈。
3.衡温系统冷却.稳(衡)定模具温度。
四、注塑机主要由塑化、注射装置,合模装置和传动机构组成;电气带动电机,电机带动油泵,油泵产生油压,油压带动活塞,活塞带动机械,机械产生动作;1、依注射方式可分为:1.卧式注塑机2.立式注塑机3.角式注塑机4.多色注塑机2、依锁模方式可分为:1.直压式注塑机2.曲轴式注塑机3.直压、曲轴复合式3、依加料方式可分为:1.柱塞式注塑机2.单程螺杆注塑机3.往复式螺杆注塑机4、注塑机四大系统:1.射出系统a.多段化、搅拌性及耐腐蚀性。
b.射速、射出、保压、背压、螺杆转速分段控制。
c.搅拌性、寿命长的螺杆装置。
d.料管互换性,自动清洗。
e.油泵之平衡、稳定性。
2.锁模系统a.高速度、高钢性。
b.自动调模、换模装置。
c.自动润滑系统。
d.平衡、稳定性。
3.油压系统a.全电子式回馈控制。
b.动作平顺、高稳定性、封闭性。
c.快速、节能性。
d.液压油冷却,自滤系统。
4.电控系统a.多段化、具记忆、扩充性之微电脑控制。
b.闭环式电路、回路。
c.SSR(比例、积分、微分)温度控制。
d.自我诊断.警报功能。
e.自动生产品质管制、记录。
5、国内注塑机现有的品牌:1.国外品牌:巴顿德马格三菱日钢东芝等等;2.港台品牌:震雄全力发富强鑫舜展台中精机亿利达综纬丰铁百塑今机德润等等;3.国外品牌:海天海星海达海太海涛海地三元通用双马永泰王牌等等;五、塑胶材料塑胶材料可分为热固性和热塑性两种: 1.热固性塑胶:指不能重复使用之塑胶,其分子最终成体型结构。
热转印
热转印是一项新兴的印刷工艺,由国外传入不过10多年的时间。
该工艺印刷方式分为转印膜印和转印加工两大部分,转印膜印刷采用网点印刷(分辨率达300dpi),将图案预先印在薄膜表面,印刷的图案层次丰富、色彩鲜艳,千变万化,色差小,再现性好,能达到设计图案者的要求效果,并且适合大批量生产;转印加工通过热转印机一次加工(加热加压)将转印膜上精美的图案转印在产品表面,成型后油墨层与产品表面溶为一体,逼真漂亮,大大提高产品的档次。
但由于该工艺技术含量较高,许多材料均需进口。
热转印工艺应用于各种ABS、PP、塑胶、木材、有涂层金属等产品表面。
可根据客户的要求设计生产热转印膜,通过热压将图案转印到工件表面,提高产品档次。
热转印工艺广泛用于塑胶、化妆品、玩具、电器、建材、礼品、食品包装、文具等行业。
热转技术的优越性:
图片精美,用普通烫印机、热转印机即可完成。
柯色图案一次成型,无需套色。
操作简单,印工精致,生产成本低。
产品损耗小,附加值高,工艺装饰性强。
高遮盖力,附着力强。
符合绿色环保印刷标准,无环境污染。
热转印产品图片
热转印流程图
热转印机器热转印机器。