焊剂
- 格式:ppt
- 大小:302.00 KB
- 文档页数:16
焊剂的名词解释在金属焊接工艺中,焊剂是一个不可或缺的元素。
焊剂是指在焊接过程中添加到焊缝处的材料,它能够在金属表面产生化学、物理上的反应,以提高焊接质量和可靠性。
一、焊剂的种类焊剂通常可分为两大类:一种是酸性焊剂,另一种是碱性焊剂。
酸性焊剂主要含有氯化剂,如锌、氢氟酸,它们能与氧化物反应,清除氧化物层以保证焊接质量。
碱性焊剂则含有氢氧化剂,如钠、钾、钙,能与氧化物反应生成易溶解的物质,起到清洁金属表面的作用。
二、焊剂的成分焊剂主要由络合剂、活性剂和助焊剂等组成。
络合剂能够与金属表面的氧化物结合,形成稳定的络合物,防止金属起氧化反应。
活性剂能够与金属表面形成金属盐类,降低金属表面的表面张力,使焊剂更容易润湿金属。
助焊剂能够提高焊接过程中的导电性能和热导性能,提高焊接接头的稳定性。
三、焊剂的作用焊剂在焊接过程中起到多种作用。
首先,焊剂能够清除金属表面的氧化物层,保护金属不受到氧化。
其次,焊剂能够提高焊接接头的可靠性和强度,减少焊接缺陷的产生。
此外,焊剂还能够降低焊接接头的电阻,提高导电性能和热导性能。
最重要的是,焊剂还能够改善焊接工艺的稳定性和可操作性,使焊接过程更加简化和高效。
四、焊剂的使用注意事项在使用焊剂时需要注意以下几点。
首先,焊剂应根据具体金属材料和焊接要求进行选择,以确保其适应性和可靠性。
其次,焊剂使用前应进行适当的清洁和储存,以防止不洁净物质的污染。
另外,焊剂的使用量应控制在适当范围内,过多或过少都可能影响焊接接头的质量。
最后,焊剂使用后应及时清除残留物,以保持金属表面的干净和光滑。
综上所述,焊剂在金属焊接工艺中发挥着重要的作用。
通过清洁金属表面、增强焊接连接和提高接头性能,焊剂能够提高焊接质量和可靠性。
因此,在焊接过程中,正确选择和使用适当的焊剂至关重要,它不仅能够保证焊接接头的质量,还能提高生产效率和降低生产成本。
焊剂的作用焊剂是焊接工艺中不可或缺的一部分,它的作用是在焊接过程中起到清洁金属表面,防止氧化、脱氧化、增湿润、除气体、保护焊缝等作用。
焊剂通常是由活性剂、助焊剂、稀料等组成。
首先,焊剂可以清洁金属表面。
在金属表面存在氧化物、脏污等杂质时,焊接质量会受到影响。
焊剂中的活性剂能够与金属表面的氧化物反应,将其去除,使金属表面得到清洁,为焊接打下良好的基础。
其次,焊剂能防止氧化。
焊接过程中,热量会使金属表面暴露在空气中,容易被氧化。
焊剂中的助焊剂能够与空气中的氧气反应,形成稳定的氧化物层,防止金属再次被氧化,保持焊接时的良好状态。
此外,焊剂还能进行脱氧化处理。
金属中的杂质和氧化物会影响焊接接头的质量和强度,焊剂中的助焊剂能与这些杂质发生反应,将其转化成易挥发的低熔点物质,从而减少杂质对焊接接头的影响。
焊剂还能增加金属与焊接材料的润湿性。
在焊接过程中,为了使焊接材料能够充分润湿在金属表面,提高焊接强度,焊剂中常加入一些增湿剂,能够降低焊接材料与金属表面的表面张力,使其更容易润湿在金属表面。
另外,焊剂中还能够有效地除去气体。
焊接过程中会产生气孔和气泡,影响焊缝的质量和强度。
焊剂中的助焊剂能与气体发生反应,将气体吸附和排出,从而有效地减少气孔和气泡的发生,保证焊缝的质量。
最后,焊剂还能保护焊缝。
焊接过程中,焊缝会受到氧化、腐蚀、污染等影响。
焊剂中的稀料能够形成气体保护层,对焊缝进行保护,避免外界空气对焊缝的腐蚀和污染。
总之,焊剂在焊接过程中起到至关重要的作用。
它能够清洁金属表面、防止氧化、脱氧化、增湿润、除气体、保护焊缝等,保证焊接质量和焊缝的强度。
因此,在进行焊接工艺时,选择适当的焊剂是至关重要的。
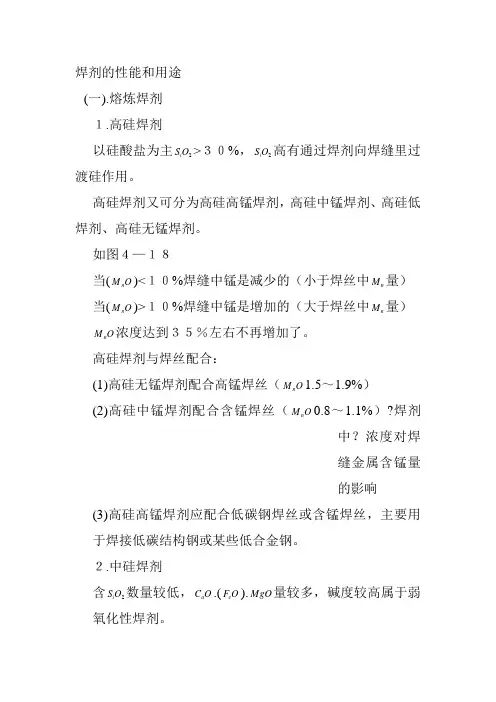
焊剂的性能和用途(一).熔炼焊剂1.高硅焊剂以硅酸盐为主2O S i >30%,2O S i 高有通过焊剂向焊缝里过渡硅作用。
高硅焊剂又可分为高硅高锰焊剂,高硅中锰焊剂、高硅低焊剂、高硅无锰焊剂。
如图4—18当(O M n )<10%焊缝中锰是减少的(小于焊丝中n M 量)当(O M n )>10%焊缝中锰是增加的(大于焊丝中n M 量)O M n 浓度达到35%左右不再增加了。
高硅焊剂与焊丝配合:(1)高硅无锰焊剂配合高锰焊丝(O M n 1.5~1.9%)(2)高硅中锰焊剂配合含锰焊丝(O M n 0.8~1.1%)?焊剂中?浓度对焊缝金属含锰量的影响(3)高硅高锰焊剂应配合低碳钢焊丝或含锰焊丝,主要用于焊接低碳结构钢或某些低合金钢。
2.中硅焊剂含2O S i 数量较低,O C a .(O F e ).MgO 量较多,碱度较高属于弱氧化性焊剂。
中硅焊剂配合适当焊丝焊接合金结构钢,弱氧化性中硅焊剂,焊缝金属含H量高,抗冷裂纹能力弱。
在中硅焊剂中加相当数量OFe,氧化性↑H↓这种焊剂为中硅氧化性焊剂,焊缝金属中又具有相当高的韧性,用于焊接高强钢。
3.低硅焊剂焊剂由OCa ..32OAl MgO.2FCa组成,焊剂对基本金属元氧化作用,配合相应焊丝焊接高合金钢如不锈钢等。
(二).陶质焊剂陶质焊剂与熔炼焊剂相比具有下列优、缺点。
1.陶质焊剂中加脱氧剂、脱氧充分、熔炼焊剂中则不能加脱氧剂。
2.加合金剂、合金化强。
3.抗气孔能力比熔炼焊剂强。
4.对焊接参数变动敏感,会引起焊缝化学成分不均匀。
5.吸湿性大,易增加焊缝含氢量,必须焊前烘干。
6.生产成本低、节能、生产效率高。
目前有五种类型型号SJ⨯⨯⨯后三位数表示主要组成成分分类的代码SJ 101氟碱型IIWSJ 301硅钙型 FB %502>+++F C O M MgO O C a n aSJ 401硅锰型 CS %602>++O S MgO O C i aSJ 501铝钛型 MS %502>+O S O M i nSJ 502铝钛型 AR %45232>+O T O Al i。
埋弧焊焊剂种类埋弧焊是一种常用的焊接方法,广泛应用于制造业和建筑领域。
在埋弧焊过程中,焊剂的选择对焊接质量和效率起着重要作用。
不同种类的焊剂具有不同的特点和应用范围。
下面将介绍几种常见的埋弧焊焊剂种类。
1. 碱性焊剂碱性焊剂是一种常用的焊剂,具有良好的焊接效果和成本效益。
它的主要成分是钙化合物和钠化合物,具有较高的碱度。
碱性焊剂适用于焊接低合金钢和不锈钢等材料,焊接接头强度高,焊缝形态美观。
然而,碱性焊剂的缺点是对焊接设备和环境要求较高,易受潮湿和气候变化的影响。
2. 钙钛酸焊剂钙钛酸焊剂是一种常用的低氢焊剂,适用于焊接高强度低合金钢和耐热钢等材料。
钙钛酸焊剂具有较低的氢含量,可以有效降低氢致裂纹的风险,提高焊接接头的可靠性。
此外,钙钛酸焊剂还具有良好的抗裂性能和抗气孔性能,焊接接头表面光洁度高。
3. 碱钾焊剂碱钾焊剂是一种常用的焊剂,适用于焊接铜和铜合金等材料。
碱钾焊剂具有良好的润湿性和流动性,能够在较低的温度下形成均匀的焊缝。
焊接接头的强度高,气孔率低。
然而,碱钾焊剂在焊接过程中需要控制焊接温度和焊接速度,以避免产生气孔和焊缝不良。
4. 低温焊剂低温焊剂是一种特殊的焊剂,适用于焊接对温度敏感的材料,如铝和铝合金。
低温焊剂具有较低的熔点和较低的熔化温度,可以在较低的温度下进行焊接,减少材料的变形和热影响区域。
此外,低温焊剂还具有良好的润湿性和流动性,焊接接头强度高。
5. 铝钠焊剂铝钠焊剂是一种专门用于焊接铝和铝合金的焊剂。
铝钠焊剂具有良好的润湿性和流动性,可以在较低的温度下形成均匀的焊缝。
焊接接头强度高,气孔率低。
然而,铝钠焊剂在焊接过程中需要控制焊接温度和焊接速度,以避免产生气孔和焊缝不良。
总结起来,埋弧焊焊剂种类繁多,每种焊剂都有其适用的材料和特点。
在选择焊剂时,需要考虑焊接材料、焊接质量要求和工艺条件等因素。
正确选择和使用焊剂可以提高焊接接头的质量和效率,确保焊接工艺的顺利进行。
焊剂生产工艺过程
焊剂是电焊工艺中常用的辅助材料,具有增强焊接质量、提高焊接效率、保护焊接件等作用。
下面将介绍焊剂的生产工艺过程。
焊剂的生产工艺过程主要包括原材料准备、配料、混合、干燥和包装等步骤。
首先,焊剂的原材料一般包括胶凝材料、流动调整剂、活化剂和填充材料等。
这些原材料的选择要根据焊接材料的特性、要求和使用环境等进行合理搭配。
其次,原材料准备完成后,需要进行配料工作。
根据焊剂的配方比例,将各种原材料按照一定比例称量,并进行记录,确保生产过程的准确性和稳定性。
配料完成后,将各种原材料进行混合。
混合工作一般采用机械搅拌的方式,确保各种原材料均匀混合。
在混合过程中,还可以根据需要添加一些辅助剂,以提高焊剂的性能和稳定性。
混合完成后,焊剂还需要进行干燥处理。
目的是去除焊剂中的水分,以提高焊剂的使用效果和粘附力。
焊剂的干燥一般采用烘箱或其他热源进行加热,控制温度和时间,达到所需的干燥效果。
最后,焊剂经过干燥后,还需要进行包装。
焊剂的包装一般选择密封包装,以避免其受潮或受污染。
常见的包装形式包括塑
料袋、塑料瓶、桶装等。
在包装过程中,还需要对包装进行标识,以便于使用者辨认和使用。
综上所述,焊剂的生产工艺过程主要包括原材料准备、配料、混合、干燥和包装等步骤。
通过科学合理的工艺过程,可以生产出质量稳定、性能优良的焊剂,为电焊工艺提供保障。
(完整版)焊剂的型号与牌号焊剂的型号与牌号焊剂的型号是依据国家标准的规定进⾏划分的,焊剂的牌号是由⽣产部门依据⼀定的规则来编排的,同⼀型号可以包括多种焊剂牌号。
1 焊剂的型号⽬前我国有关焊剂型号的国家标准主要有GB/T 5293—1999《埋弧焊⽤碳钢焊丝和焊剂》、GB 12470—90《低合⾦钢埋弧焊⽤焊剂》和GB/T 17854—1999《埋弧焊⽤不锈钢焊丝和焊剂》等。
(1)碳素钢埋弧焊⽤焊剂的型号1)GB/T 5293—1999《埋弧焊⽤碳钢焊丝和焊剂》中关于焊剂型号的编制国标GB/T 5293—1999第⼀次将焊剂与焊丝在同⼀个标准中编写,从⽽可以供使⽤单位更加全⾯地理解焊丝、焊剂与熔敷⾦属⼒学性能的关系。
标准中的型号是根据焊丝-焊剂组合的熔敷⾦属⼒学性能、热处理状态进⾏划分。
完整的焊丝-焊剂型号举例:焊丝-焊剂组合的型号编制⽅法规定如下。
a、字母“F”表⽰焊剂。
b、第⼀位数字表⽰焊丝-焊剂组合的熔敷⾦属抗拉强度的最⼩值,见表1。
焊剂型号抗拉强度 / MPa 屈服强度 / MPa 伸长率 / %F4××-H×××F5××-H×××415~550480~650≥330≥400≥22≥22c、第⼆位字母表⽰试件的热处理状态,“A”表⽰焊态,“P”表⽰焊后热处理状态。
焊后热处理按以下⼯艺参数进⾏:试件装炉时炉温不得⾼于300℃,然后以不⼤于200℃/h的升温速度加热到620℃±℃保温1h,保温后以不⼤于190℃/h的冷却速度炉冷⾄320℃,然后炉冷或空冷⾄室温。
也可根据供需双⽅协议,采⽤其他热处理规范。
d、第三位数字表⽰熔敷⾦属冲击吸收功不⼤于27J时的最低试试验温度,见表2。
焊剂型号冲击功/J 试验温度/℃F××0-H×××≥27 0F××2-H×××20 F××3-H×××30 F××4-H×××40F××5-H×××50F××6-H×××60e、“-”后⾯表⽰焊丝的牌号,焊丝的牌号按GB/T 14957,其中“H”表⽰焊丝,字母后⾯的两位数字表⽰焊丝中平均碳含量,如有其他化学成分,在字母的后⾯⽤元素符号表⽰,牌号最后的A、E、C 分别表⽰S、P杂质含量的等级。
埋弧焊焊剂种类埋弧焊是一种常用的焊接方法,它能够高效地将金属工件连接在一起。
而在进行埋弧焊时,焊剂的选择也是非常重要的。
不同的焊剂种类在焊接过程中具有不同的特性和应用范围。
本文将介绍一些常见的埋弧焊焊剂种类及其特点。
1. 碱性焊剂碱性焊剂是一种常见的埋弧焊焊剂,它的主要成分是碳酸钠和碳酸钙。
碱性焊剂具有良好的脱硫、脱氧和清洁作用,能够有效地减少焊接过程中的气孔和夹杂物。
此外,碱性焊剂还具有较高的焊缝抗裂性和耐高温性能,适用于焊接低合金钢和碳钢等材料。
2. 钙钛型焊剂钙钛型焊剂是一种含有钙钛化合物的焊剂,其主要成分为钙钛矿和钙石灰。
钙钛型焊剂具有良好的熔化性能和润湿性,能够使焊接过程中的熔池更加稳定。
此外,钙钛型焊剂还具有较高的焊接速度和较低的溅渣量,适用于焊接低碳钢和不锈钢等材料。
3. 碱钾型焊剂碱钾型焊剂是一种含有碱金属和钾金属的焊剂,其主要成分为氢氧化钠和氯化钾。
碱钾型焊剂具有较高的气孔抑制能力和焊缝成形性能,能够有效地减少焊接过程中的气孔和夹杂物。
此外,碱钾型焊剂还具有较好的抗氧化性和耐高温性能,适用于焊接高强度钢和低合金钢等材料。
4. 硅钙钛型焊剂硅钙钛型焊剂是一种含有硅、钙和钛元素的焊剂,其主要成分为硅酸钙、钛酸钙和硅酸钠。
硅钙钛型焊剂具有良好的熔化性能和润湿性,能够使焊接过程中的熔池更加稳定。
此外,硅钙钛型焊剂还具有较好的抗氧化性和耐高温性能,适用于焊接高强度钢和不锈钢等材料。
5. 钙钛硼型焊剂钙钛硼型焊剂是一种含有钙、钛和硼元素的焊剂,其主要成分为钙钛矿、硼酸钠和钡硅酸钙。
钙钛硼型焊剂具有较高的熔化性能和润湿性,能够使焊接过程中的熔池更加稳定。
此外,钙钛硼型焊剂还具有良好的抗氧化性和耐高温性能,适用于焊接高强度钢和低合金钢等材料。
总结起来,埋弧焊焊剂种类繁多,每种焊剂都具有不同的特点和应用范围。
在选择焊剂时,需要根据焊接材料的类型和要求来进行合理的选择。
通过正确选择焊剂,可以提高焊接质量,确保焊接接头的强度和密封性。
焊剂类型内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.焊剂(welding flux)焊接时,能够熔化形成熔渣和气体,对熔化金属起保护和冶金处理作用的一种物质。
用于埋弧焊的为埋弧焊剂。
用于针焊时有:硬钎焊钎剂和软钎焊钎剂。
焊剂也叫钎剂,定义应该很广泛,包括熔盐、有机物、活性气体、金属蒸汽等,即除去母材和钎料外,泛指第三种用来降低母材和钎料界面张力的所有物质。
钎料与母材的湿润能力与钎料的本性固然有很大关系,但与钎剂的作用相比则次要多了。
焊剂的功能部分可分为三个:1、去除焊接面的氧化物,降低焊料熔点和表面张力,尽快达到钎焊温度。
2、保护焊缝金属在液态时不受周围大气中有害气体影响。
3、使液态钎料有合适流动速度以填满钎缝。
钎剂的熔点应该低于钎料熔点10-30摄氏度,特殊情况下也可使钎剂的熔点高于钎料。
钎剂的熔点若过低于钎料则过早熔化使钎剂成分由于蒸发、与母材作用等原因使钎料熔化时钎剂已经失去活性。
钎剂的选择通常视氧化膜的性质而定。
偏碱性的氧化膜例如:Fe、Ni、Cu等的氧化物常使用酸性的含硼酸酐(B2O3)的钎剂,偏酸性的氧化膜例如对付铸铁含高SiO2的氧化膜常用含碱性Na2CO3的钎剂使得生成易熔的Na2SiO3而进入熔渣。
一些氟化物的气体也常用作钎剂,它们反应均匀,焊后不留残渣。
BF3常和N2混合使用在高温下钎焊不锈钢。
在450摄氏度以下钎焊用的钎剂成为软钎剂。
软钎剂分为两种,一是水溶性的通常是盐酸盐和磷酸盐的单个或索格盐的水溶液构成,活性高,腐蚀性强,焊后需要清洗。
林一种是不溶于水的有机物钎剂,通常以松香或人工树脂为基,加入有机酸、有机胺或其HCL或HBr 的盐,以提高去膜能力和活性。
按焊剂的制造方法可分为熔炼焊剂、烧结焊剂和粘结焊剂三大类。
102焊剂成分简介焊剂是在焊接过程中使用的一种辅助材料,用于清洁、保护和改善焊接接头的性能。
焊剂的成分对焊接质量和效果起着重要的影响。
本文将介绍102焊剂的成分,包括主要成分和辅助成分,并解释它们在焊接过程中的作用。
102焊剂的主要成分102焊剂的主要成分包括:1.钎剂:钎剂是焊剂的主要成分之一,它是一种含有金属粉末的粘性物质。
钎剂的成分通常包括银、铜、锌等金属粉末,这些金属粉末可以提供焊接接头所需的强度和导电性。
2.活性剂:活性剂是焊剂中的另一重要成分,它可以提高焊剂的润湿性和可焊性。
常见的活性剂成分包括氯化亚锡、氯化铵等。
活性剂能够降低金属表面的表面张力,使得焊剂更容易润湿焊接材料,从而提高焊接质量和强度。
3.助焊剂:助焊剂是一种辅助成分,用于改善焊接过程中的热传导性能和润湿性。
助焊剂通常由树脂、酒精、酯类等成分组成。
助焊剂可以提高焊接接头的热传导性能,使得焊接过程更加稳定和均匀。
102焊剂的辅助成分除了主要成分外,102焊剂还包含一些辅助成分,用于改善焊接过程中的性能和效果。
这些辅助成分包括:1.清洁剂:清洁剂是一种用于清洁焊接接头和焊接材料表面的成分。
它可以去除焊接过程中产生的氧化物、污垢和杂质,从而提高焊接接头的质量和可靠性。
2.稳定剂:稳定剂是一种用于提高焊剂稳定性的成分。
它可以防止焊剂在长期储存或使用过程中发生分解或变质,从而确保焊剂的性能和效果。
3.抗氧化剂:抗氧化剂是一种用于防止焊剂在高温下氧化的成分。
它可以延长焊剂的使用寿命,提高焊接接头的质量和可靠性。
102焊剂成分的作用102焊剂的成分在焊接过程中起着重要的作用,包括:1.提供强度和导电性:钎剂中的金属粉末可以提供焊接接头所需的强度和导电性,确保焊接接头的连接牢固和电流传导良好。
2.提高润湿性和可焊性:活性剂可以降低焊接材料表面的表面张力,使得焊剂更容易润湿焊接材料,从而提高焊接质量和强度。
3.改善热传导性能:助焊剂可以提高焊接接头的热传导性能,使得焊接过程更加稳定和均匀,减少焊接缺陷的产生。
按照埋弧焊焊剂化学分类
按照埋弧焊焊剂的化学分类,可以分为以下几类:
1. 碱性焊剂:碱性焊剂中的主要成分是钙钠化合物,如钙碳酸钠、硅酸钠等。
碱性焊剂具有良好的流动性和湿润性,能够润湿焊接材料表面,提供良好的电弧稳定性和焊接质量。
但是,碱性焊剂在焊接过程中生成的氢气含量较高,容易导致气孔和裂纹的产生。
2. 酸性焊剂:酸性焊剂中的主要成分是硼酸、溴化物等,具有较强的腐蚀性。
酸性焊剂主要用于焊接不锈钢和高合金钢等特殊材料,可以提供较高的焊接强度和耐腐蚀性。
3. 中性焊剂:中性焊剂中的主要成分是钙钠化合物、硅酸钠等,以及氟化物等添加剂。
中性焊剂具有较好的化学稳定性和湿润性,能够满足大多数焊接工艺要求。
中性焊剂产生的氢气含量相对较低,也较少造成焊接缺陷。
4. 氧化焊剂:氧化焊剂中的主要成分是铝氧化物和硅酸钠等。
氧化焊剂具有较高的抗氧化性能,能够提供稳定的焊接电弧和尺寸精度。
此外,氧化焊剂还具有良好的除氧能力,可以降低焊缝中的气孔和夹杂物等缺陷。
需要注意的是,不同焊接材料和工艺要求对焊剂的化学性质和成分有所差异,选择适合的焊剂是确保焊接质量的重要因素之一。
因此,在实际应用中,需要根据具体焊接需求和要求来选择合适的焊剂类型。
助焊剂三类助焊剂是一种常见的焊接辅助材料,用于提高焊接质量和效率。
根据其成分和用途的不同,助焊剂可以分为三类:焊剂剂型、焊剂成分型和焊剂用途型。
一、焊剂剂型1. 固体焊剂剂型固体焊剂剂型通常以粉末或丸剂形式存在。
这类焊剂通常用于焊接过程中低温或高温区域的保护,以减少环境氧气对熔池的影响。
具体应用包括降低氧化金属界面的表面张力,改善润湿性以实现更好的焊接质量。
2. 液体焊剂剂型液体焊剂剂型以溶液或浆料形式存在,常见的有酒精溶液和胶状焊剂。
它们主要用于清洁焊接接头表面,以去除表面氧化物和杂质,提高焊接表面活性和润湿性。
液体焊剂还可以增加焊接接头的传热效率,促进熔池的流动和形成。
3. 气体焊剂剂型气体焊剂剂型通常以气体形式存在,常用的气体焊剂有惰性气体(如氩气)和活性气体(如氧气)。
惰性气体主要用于保护焊接区域,防止熔池与氧气反应产生氧化物,同时减少杂质的进入。
活性气体则可用于增加氧化焊剂的活性,促进熔池和钎焊融合。
二、焊剂成分型1. 酸性焊剂酸性焊剂主要由氯化物和酸性氧化物组成,其特点是腐蚀性较强。
酸性焊剂适用于铜、铸铁等焊接材料,能够起到清除氧化层和杂质的作用,提高焊接质量。
2. 碱性焊剂碱性焊剂通常由氟化物和碱性氧化物组成,具有较强的腐蚀性。
碱性焊剂适用于不锈钢、铬合金等材料的焊接,能够起到清洁表面和增加润湿性的作用,提高焊接效果。
3. 中性焊剂中性焊剂的成分与酸性焊剂和碱性焊剂相比,更加中性,腐蚀性较小。
中性焊剂适用于铝合金等材料的焊接,能够提供较好的润湿性和涂覆性,同时减少焊接气泡和氢气损失。
三、焊剂用途型1. 清洁型焊剂清洁型焊剂主要用于清除焊接接头表面的氧化层和杂质,以提高焊点间的润湿性和连接强度。
这种焊剂适用于各种材料的焊接,特别是对氧化性较强的金属焊接效果更佳。
2. 保护型焊剂保护型焊剂主要用于保护焊接区域,防止氧气进入焊接过程中的熔池,减少氧化反应和杂质的产生。
这种焊剂适用于对氧气敏感的材料和高温焊接过程。
焊剂的分类方法很多,有按照用途、制造方法、化学成分、焊接冶金性能等分类,也有按照焊剂的酸碱度、焊剂的颗粒度分类。
无论哪一种分类方法,都只是从某一方面反映焊剂的特性,不能包含焊剂的所有特点。
常用的分类方法有以下两种:一、按照焊剂中添加脱氧剂、合金剂分类,可分为中性焊剂、活性焊剂和合金焊剂,也是ASME标准里国外常用的分类方法。
1、中性焊剂中性焊剂是指在焊接后,熔敷金属化学成分与焊丝化学成分不产生明显变化的焊剂,中性焊剂用于多道焊,特别适用于焊接厚度大于25mm的母材。
中性焊剂有以下特点:a、焊剂里基本不含SiO2、MnO、FeO等氧化物。
b、焊剂对焊缝金属基本没有氧化作用。
c、焊接氧化严重的母材时,会产生气孔和焊道裂纹。
2、活性焊剂活性焊剂指加入少量的Mn、Si脱氧剂的焊剂。
能提高抗气孔能力和抗裂纹能力。
活性焊剂有以下特点:a、由于含有脱氧剂,熔敷金属中Mn、Si将随电弧电压的变化而变化。
由于Mn、Si增加将提高熔敷金属的强度、降低冲击韧性。
因此,多道焊时,应严格控制电弧电压。
b、活性焊剂具有较强的抗气孔能力。
3、合金焊剂合金焊剂中添加较多的合金成分,用于过渡合金元素,多数合金焊剂为烧结焊剂。
合金焊剂主要用于低合金钢和耐磨堆焊的焊接。
4、熔炼焊剂熔炼焊剂是将各种矿物的原料按照给定的比例混合后,加热到1300度以上,熔化搅拌均匀后出炉,再在水中急冷以使粒化。
再经过烘干、粉碎、过筛、包装使用。
国产熔炼焊剂牌号采用“HJ"表示,其后面第一位数字表示MnO的含量,第二位数字表示SiO2和CaF2的含量,第三位数字表示同一类型焊剂的不同牌号。
5、烧结焊剂按照给定的比例配料后进行干混合,然后加入黏结剂(水玻璃)进行湿混合,然后造粒,再送入干燥炉固化、干燥,最后经500度左右烧结而成。
国产烧结焊剂的牌号用“SJ”表示,其后的第一位数字表示渣系,第二位和第三位数字表示同一渣系焊剂的不同牌号。
焊剂的用途焊剂是在焊接过程中使用的一种化学物质,主要用于促进焊接过程中金属间的结合,提高焊接接头的强度和质量。
焊剂通常呈现为粉末、液态或固态的形式,根据不同的用途和需要,焊剂的成分和形态也会有所不同。
焊剂的主要用途可以总结为以下几个方面:1. 清洁作用:焊剂可以溶解或除去金属表面的氧化物、脏物和污染物等杂质,提高焊接接头的质量。
在焊接过程中,金属表面常常会生成氧化物膜,这会对焊接产生不利影响。
通过使用具有清洁作用的焊剂,可以有效地去除氧化物,使金属表面更容易与焊接材料发生反应,提高焊接接头的可靠性和强度。
2. 保护作用:焊剂在焊接过程中可以形成一层保护层,保护焊接接头免受空气、湿气和其他有害物质的侵蚀。
这种保护层可以防止金属重新氧化和腐蚀,并有助于保持焊接接头的长期稳定性和耐久性。
3. 增强熔化作用:焊剂可以降低焊接材料和工件的熔点,促进材料的熔化和扩散,从而实现金属间的结合。
焊剂中的成分可以降低金属的表面张力,加速熔化和扩散的过程,提高焊接接头的质量和界面的结合强度。
4. 填充作用:焊剂在焊接过程中可以填充焊缝和接触面之间的间隙,填补不完全的配合间隙,提高焊接接头的紧密度和机械性能。
焊剂可以填补焊接接头中的空隙和缝隙,填充不规则表面的空隙,增加焊接接头的接触面积和紧密度,从而提高焊接接头的强度和密封性。
5. 促进反应作用:焊剂中的活性成分可以与金属表面发生反应,生成金属间化合物或固溶体,从而实现焊接接头的结合。
焊剂可以改变金属表面的化学性质,增加金属间的相容性,促进金属之间的相互作用,提高焊接接头的强度和耐久性。
总之,焊剂在焊接过程中起到了至关重要的作用。
它不仅能够清洁金属表面,形成保护层,促进金属的熔化和结合,还可以填补空隙,增加接触面积,促进金属间的反应,提高焊接接头的强度和质量。
随着焊接技术的不断发展和改进,各种新型的焊剂也在不断涌现,以满足不同焊接需求和应用场景中的要求。