助焊剂的主要种类
- 格式:docx
- 大小:18.99 KB
- 文档页数:3
助焊剂(1)助焊剂的作用在进行焊接时,为使被焊物与焊料焊接牢靠,要求金属表面无氧化物和杂质,以保证焊锡与被焊物的金属表面固体结晶组织之间发生合金反应,即原子状态相互扩散。
因此焊接开始前,必须采取有效措施除去氧化物和杂质。
常用的方法有大桥焊丝机械法和化学法。
机械法是用砂纸或刀子将其清除。
化学法是用助焊剂清除。
用助焊剂清除具有不损坏被焊物和效率高的特点,因此焊接时一般都采用此法。
助焊剂除了有去氧化物的功能外还具有以下作用:①具有加热时防止金属氧化作用。
②具有帮助焊料流动,减小表面张力的作用。
③可将热量从烙铁头快速传递到焊料和被焊物的表面。
因助焊剂熔点比焊料及被焊物熔点均低,故先熔化,并填满间隙和湿润焊点,使烙铁的热量很快传递到被焊物上,使预热速度加快。
以上作用均对提高焊接质量起到积极作用。
(2)助焊剂的种类助焊剂可分为无机系列,有机系列和树脂系列。
①无机助焊剂系列。
这类助焊剂的主要成分是氯化锌或氯化氨及其它们的化合物。
这类助焊剂的最大优点是助焊作用好,缺点是具有强烈的腐蚀性,常用于可清洗的金属制品的焊接中。
如对残留助焊剂清洗不干净,会造成被焊物的损坏。
如用于印刷电路板的焊接,将破坏印刷电路板的绝缘性。
市场上出售的各种“焊油”,多数属于此类助焊剂。
②有机系列助焊剂。
有机系列助焊剂主要由有机酸卤化物组成。
优点是助焊性能好,不足之处是有一定的腐蚀性,且热稳定性差。
即一经加热,便迅速分解,留下无活性残留物。
③树脂活性系列助焊剂。
这一类型助焊剂中,最常用的是在松香焊剂中加入活性剂。
松香是从各种松树分泌出来的汁液中提取的,通过蒸溜法加工成固态松香。
松香是一种天然产物,它的成分与产地有关。
松香酒精焊剂是用无水酒精溶解松香配制而成的。
一般松香占23%~30%。
这种助焊剂的优点是无腐蚀性、高绝缘性能、长期的稳定性及耐湿性,焊接后易于清洗,并能形成薄膜层覆盖焊点,使焊点不被氧化腐蚀。
(3)助焊剂的选用①电子线路的焊接通常采用松香或松香酒精焊剂。
导电助焊剂导电助焊剂是一种在电子焊接过程中起到导电和助焊作用的材料。
它通常由导电粉末和助焊剂组成,能够在焊接过程中提高焊接质量和效率。
下面将从导电助焊剂的定义、分类、作用以及使用注意事项等方面进行介绍。
导电助焊剂是一种具有导电性和助焊性的材料。
它在电子焊接过程中起到导电的作用,能够提供电子元件之间的电流通路,同时也具有助焊的功能,能够提高焊接质量和效率。
导电助焊剂通常由导电粉末和助焊剂组成,导电粉末可以是金属粉末如银粉、铜粉等,助焊剂可以是树脂、酒精、玻璃粉等。
导电助焊剂根据其成分和形态的不同可以分为多种类型。
常见的导电助焊剂包括银浆、铜浆、铝浆等。
银浆是一种常用的导电助焊剂,由导电银粉和助焊剂组成,具有良好的导电性能和助焊性能。
铜浆和铝浆也具有类似的功能,但其导电性能和助焊性能相对较差。
导电助焊剂在电子焊接过程中起到重要的作用。
首先,导电助焊剂能够提供电流通路,保证电子元件之间的连接。
在焊接过程中,焊接烙铁会与电子元件和焊接材料接触,导电助焊剂能够使焊接烙铁与电子元件和焊接材料之间建立良好的电流通路,确保焊接质量。
其次,导电助焊剂还具有助焊的作用,能够降低焊接温度,提高焊接效率。
助焊剂可以降低焊接材料的表面张力,使焊料能够更好地润湿焊接材料,从而提高焊接质量。
在使用导电助焊剂时,需要注意以下几点。
首先,要选择适合的导电助焊剂。
不同的焊接材料和焊接方式需要使用不同类型的导电助焊剂,选择合适的导电助焊剂能够提高焊接质量。
其次,要正确使用导电助焊剂。
导电助焊剂通常以浆状或膏状形式存在,需要在焊接前均匀涂抹在焊接材料上,确保导电助焊剂能够起到预期的作用。
同时,在使用过程中要注意导电助焊剂的保存,避免受潮或过期失效。
最后,要注意导电助焊剂对环境和人体的影响。
导电助焊剂通常含有一定的化学物质,使用时要避免吸入或接触,确保安全。
导电助焊剂是一种能够在电子焊接过程中起到导电和助焊作用的材料。
它能够提供电流通路,保证电子元件之间的连接,并能够降低焊接温度,提高焊接效率。
助焊剂的主要种类1、无机助焊剂无机助焊剂具有高腐蚀性,由无机酸和盐组成,如盐酸,氢氟酸,氯化锡,氟化钠或钾,和氯化锌。
这些助焊剂能够去掉铁和非铁金属的氧化膜层,如不锈钢,铁镍钴合金和镍铁,这些用较弱助焊剂都不能锡焊。
无机助焊剂一般用于非电子应用,如铜管的铜焊。
可是它们有时用于电子工业的铅镀锡应用。
无机助焊剂由于其潜在的可靠性问题,不应该考虑用于电子装配(传统或表面贴装)。
其主要的缺点是有化学活性残留物,可能引起腐蚀和严重的局部失效。
2、有机酸助焊剂有机酸(OA)助焊剂比松香助焊剂要强,但比无机助焊剂要弱。
在助焊剂活性和可清洁性之间,它提供了一个很好的平衡,特别是如果其固体含量低(1-5%)。
这些助焊剂含有极性离子,很容易用极性溶剂去掉,如水。
由于它们在水中的可溶性,OA助焊剂是环保上所希望的,虽然免洗助焊剂可能更为所希望。
因为这类助焊剂不为政府规范所覆盖,其化学含量由供应商来控制。
可得到的OA助焊剂有使用卤化物作催化剂的,也有没有的。
有机酸(OA)助焊剂,由于术语“含酸”助焊剂,甚至在传统装配上,一般为人们所回避。
可是,甚至所谓非腐蚀性松香助焊剂也含有卤化物,如果不适当地去掉,都将引起腐蚀。
有机酸(OA)助焊剂的使用,在军用和商业应用的混合装配(二类和三类)中证明是可行的。
人们错误地认为,当波峰焊接二类和三类表面贴片装配(SMA)板时,必须把OA转变成基于松香的助焊剂(RA和RMA)。
和流行的观点相反,OA助焊剂也已经在军事项目中得到成功应用。
商业、工业和电讯业的其它一些主流公司,把OA应用于波峰焊接板底胶固的表面贴装片状元件。
人们已发现,OA助焊剂满足军用和商用的清洁度要求。
OA助焊剂材料已成功地用作回流焊接引脚穿孔元件中的环形焊接的助焊剂涂层。
甚至在通过回流焊接之后,可以很容易地用水清洗。
现在,水溶性锡膏被广泛应用,在过去,它们没有松香助焊剂那么粘,但粘性问题一早被解决了。
由于使用氯氟化碳(CFC)清洗基于松香的锡膏,产生了环境因素的考虑,水溶性锡膏在要求清洁的应用中,或在由于低残留或免洗锡膏和助焊剂产生问题的应用中,变得更具有优势。

助焊剂分类Flux Classification 助焊剂可分成高腐蚀性...中腐蚀性...和无腐蚀性的,可是,任何的助焊剂种类中都有不同级别的腐蚀性助焊剂分类是基于其活性和成分(它决定活性)。
而助焊剂活性又是其除去表面污物有效性的指标。
助焊剂通常分成无机酸、有机酸(OA)、天然松香与人造松香(免洗)。
J-STD-004按字母从A到Y的顺序分类助焊剂(表一)。
表一、基于材料成分和卤化物含量的助焊剂分类助焊剂类型符号Z助焊剂成分材料符号助焊剂活性水平(%卤化物) 助焊剂类型 A Rosin RO Low(0%) L0 B Rosin RO Low(<0.5%) L1 C Rosin RO Moderate(0%) M0 D Rosin RO Moderate(0.5%~2.0%) M1 E Rosin RO High(0%) H0 F Rosin RO High(>2.0%) H1 G Rosin RE Low(0%) L0 H Rosin RE Low(<0.5%) L1 I Rosin RE Moderate(0%) M0 J Rosin RE Moderate(0.5~2.0%) M1 K Rosin RE High(0%) H0 L Rosin RE High(>2.0%) H1 M Organic OA Low(0%) L0 N Organic OA Low(<0.5%) L1 P Organic OA Moderate(0%) M0 Q Organic OA Moderate(0.5~2.0%) M1 R Organic OA High(0%) H0 S Organic OA High(>2.0%) H1 T Inorganic IN Low(0%) L0 U Inorganic IN Low(<0.5%) L1 V Inorganic IN Moderate(0%) M0 W Inorganic IN Moderate(0.5~2.0%) M1 X Inorganic IN High(0%) H0 Y Inorganic IN High(>2.0%) H1 助焊剂的总分类:天然松香(Rosin)、人造松香(Resin)、有机酸(Organic)和无机酸(Inorganic),有进一步的分类。
锡焊液态助焊剂一、介绍锡焊液态助焊剂,又称为焊接助剂或者焊接流动助剂,是一种常用于电子元件焊接的材料。
它能够提高焊接的质量和效率,并起到保护和防护作用。
本文将对锡焊液态助焊剂进行全面、详细、完整且深入地探讨。
二、锡焊液态助焊剂的分类锡焊液态助焊剂根据其成分和特性的不同,可以分为以下几类:1. 酒精型助焊剂酒精型助焊剂是指以乙醇为主要溶剂的助焊剂。
它具有挥发性强、清洁度高等特点。
酒精型助焊剂常用于表面贴装技术(SMT)焊接和精密电子组件的手工焊接。
它能够有效清除焊接接触面的氧化物和污染物,提高焊接质量。
2. 纳米银型助焊剂纳米银型助焊剂是指以纳米银颗粒为主要成分的助焊剂。
由于纳米银粒子具有良好的电导性和焊接性能,纳米银型助焊剂在大功率封装和高温环境下的焊接中广泛使用。
它能够提供更可靠的焊点连接,提高焊接可靠性。
3. 粘度调节型助焊剂粘度调节型助焊剂是指通过添加特定化学物质来调节助焊剂的粘度和流动性的助焊剂。
粘度调节型助焊剂可以根据具体的焊接需求来调整,以实现更精确的焊接控制。
它广泛应用于微电子封装和微芯片封装等领域。
三、锡焊液态助焊剂的作用机理锡焊液态助焊剂起到助焊、保护和防护的作用,主要原因是其作用机理。
1. 助焊作用锡焊液态助焊剂中的活性成分能够与金属表面发生反应,形成与焊接材料相容的金属化合物。
这种金属化合物具有良好的润湿性和扩散性,可以在焊接过程中提高焊点的润湿性,减少焊接时间和温度,提高焊接质量。
2. 保护作用锡焊液态助焊剂在焊接过程中能够保护焊接接触面不受空气、水分和其他污染物的侵蚀和氧化。
它形成的保护层能够抵御外界环境的侵蚀,防止金属氧化,提高焊接接触面的质量和稳定性。
3. 防护作用锡焊液态助焊剂还能够在焊接后形成一层保护膜,防止接点被外界环境侵蚀和污染物造成的损坏。
这层保护膜能够提供更长久的焊接保护,延长焊接点的使用寿命。
四、锡焊液态助焊剂的应用领域锡焊液态助焊剂广泛应用于电子元件的焊接过程中,主要包括以下几个方面:1. 表面贴装技术(SMT)焊接表面贴装技术是一种将电子元件直接贴附到印刷电路板表面的焊接技术。
助焊剂成分助焊剂是一种不可缺少的焊接材料,它在焊接过程中起着重要的作用。
它的主要成分有铝、铜、锡、钴、镍等,也包括一些其他的金属及其组合物。
助焊剂的种类多而杂,根据其中的金属成分可以分为液体、固体及气体三种类型。
首先,液体助焊剂主要由铝、铜、锡、钴和镍等金属物质组成,它们通常是以固定比例混合而成,以增加焊接温度和减少烟花。
此外,还可以添加一些辅助成分来改善熔接性能,比如焊接剂、熔断剂等。
液体助焊剂适用于各种焊接工艺,是焊工最常用的焊接材料之一。
其次是固体助焊剂,其主要成分是有机物、金属氧化物以及各种稀土元素,它们通过熔融成粉末,然后用钴制成。
它通常具有良好的抗氧化性、抗热稳定性和易焊性,因此常用于焊接铝、钢和铝合金等金属。
最后是气体助焊剂,其主要成分是活性气体,比如氩气、氢气、二氧化碳、甲烷等,它们能够在熔接过程中提供阴极保护,同时减少焊点的氧化,从而提高焊接质量。
此外,它还可以抑制熔接时的烟雾与噪音,是焊接金属熔接的理想选择。
从上述可以看出,不同类型的助焊剂中的成分各不相同,但它们都有着同样重要的作用,就是在焊接过程中提供阴极保护并减少焊点氧化。
助焊剂有助于提高焊接质量,是焊接过程中不可缺少的重要因素,应当得到重视。
在选择助焊剂的时候,应该根据焊接物质的不同,选择合适的助焊剂,以最大程度提高焊接质量。
同时,应当注意到使用不同助焊剂的安全问题,要确保焊工安全地进行焊接工作。
助焊剂是焊接过程中不可缺少的重要材料,在使用过程中应慎重、安全,以避免意外情况的发生。
总之,助焊剂是焊接过程中不可缺少的材料,它的作用是提高焊接质量。
在使用助焊剂的时候,应该选择合适的助焊剂,并充分注意安全措施,以避免意外情况的发生。
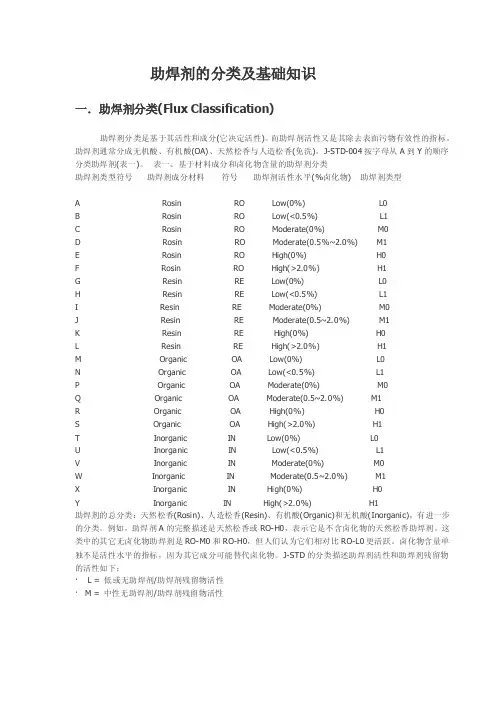
助焊剂的分类及基础知识一.助焊剂分类(Flux Classification)助焊剂分类是基于其活性和成分(它决定活性)。
而助焊剂活性又是其除去表面污物有效性的指标。
助焊剂通常分成无机酸、有机酸(OA)、天然松香与人造松香(免洗)。
J-STD-004按字母从A到Y的顺序分类助焊剂(表一)。
表一、基于材料成分和卤化物含量的助焊剂分类助焊剂类型符号助焊剂成分材料符号助焊剂活性水平(%卤化物) 助焊剂类型A Rosin RO Low(0%) L0B Rosin RO Low(<0.5%) L1C Rosin RO Moderate(0%) M0D Rosin RO Moderate(0.5%~2.0%) M1E Rosin RO High(0%) H0F Rosin RO High(>2.0%) H1G Resin RE Low(0%) L0H Resin RE Low(<0.5%) L10I Resin RE Moderate(0%) M0J Resin RE Moderate(0.5~2.0%) M1K Resin RE High(0%) H0L Resin RE High(>2.0%) H1M Organic OA Low(0%) L0N Organic OA Low(<0.5%) L1P Organic OA Moderate(0%) M0Q Organic OA Moderate(0.5~2.0%) M1R Organic OA High(0%) H0S Organic OA High(>2.0%) H1T Inorganic IN Low(0%) L0U Inorganic IN Low(<0.5%) L1V Inorganic IN Moderate(0%) M0W Inorganic IN Moderate(0.5~2.0%) M1X Inorganic IN High(0%) H0Y Inorganic IN High(>2.0%) H1助焊剂的总分类:天然松香(Rosin)、人造松香(Resin)、有机酸(Organic)和无机酸(Inorganic),有进一步的分类。
助熔剂助焊剂
助熔剂和助焊剂都是一种用于焊接过程中的辅助剂料,用于提高焊接质量和效率。
助熔剂是一种能够降低熔点并提高液态金属表面张力的物质,可以加快焊缝的形成和填充,并且可以防止气孔和夹杂物的产生。
常见的助熔剂有焊剂和焊芯。
助焊剂是一种用于焊接过程中的辅助剂料,主要用于提高焊接接头的质量和可靠性。
它能够去除接头表面的氧化膜,增加焊接接头的润湿性,提高焊接质量和强度。
常见的助焊剂有焊剂粉末、焊胶、焊剂芯等。
总结起来,助熔剂是用于提高焊接液态金属的流动性和润湿性,助焊剂是用于去除接头表面的氧化层并提高润湿性的材料。
两者都是用于提高焊接接头质量和效率的辅助剂料。
| 网站首页 | 论文首页 | 论文系统 | SMT专家论坛 | 软件下载 | 图片欣赏 | 网上大卖场 | 娱乐吧 | 留言簿 | 设为首页联系站长加入收藏 您现在的位置: SMT专家网论文系统 >> 论文系统 >> PCB基础知识 >> 正文 2004年6月18日 星期五 助焊剂的主要种类 热 助焊剂的主要种类 [ 作者:smt_fenny 转贴自:本站原创 点击数:359 更新时间:2004-2-24 文章录入:smt_fenny ]助焊剂的主要种类 1、无机助焊剂 无机助焊剂具有高腐蚀性,由无机酸和盐组成,如盐酸,氢氟酸,氯化锡,氟化钠或钾,和氯化锌。
这些助焊剂能够去掉铁和非铁金属的氧化膜层,如不锈钢,铁镍钴合金和镍铁,这些用较弱助焊剂都不能锡焊。
无机助焊剂一般用于非电子应用,如铜管的铜焊。
可是它们有时用于电子工业的铅镀锡应用。
无机助焊剂由于其潜在的可靠性问题,不应该考虑用于电子装配(传统或表面贴装)。
其主要的缺点是有化学活性残留物,可能引起腐蚀和严重的局部失效。
2、有机酸助焊剂有机酸(OA)助焊剂比松香助焊剂要强,但比无机助焊剂要弱。
在助焊剂活性和可清洁性之间,它提供了一个很好的平衡,特别是如果其固体含量低(1-5%)。
这些助焊剂含有极性离子,很容易用极性溶剂去掉,如水。
由于它们在水中的可溶性,OA助焊剂是环保上所希望的,虽然免洗助焊剂可能更为所希望。
因为这类助焊剂不为政府规范所覆盖,其化学含量由供应商来控制。
可得到的OA助焊剂有使用卤化物作催化剂的,也有没有的。
有机酸(OA)助焊剂,由于术语“含酸”助焊剂,甚至在传统装配上,一般为人们所回避。
可是,甚至所谓非腐蚀性松香助焊剂也含有卤化物,如果不适当地去掉,都将引起腐蚀。
有机酸(OA)助焊剂的使用,在军用和商业应用的混合装配(二类和三类)中证明是可行的。
人们错误地认为,当波峰焊接二类和三类表面贴片装配(SMA)板时,必须把OA转变成基于松香的助焊剂(RA和RMA)。
助焊剂分类F l u x C l a s s i f i c a t i o nB y R a y P.P r a d a d助焊剂可分成高腐蚀性...中腐蚀性...和无腐蚀性的,可是,任何的助焊剂种类中都有不同级别的腐蚀性助焊剂分类是基于其活性和成分(它决定活性)。
而助焊剂活性又是其除去表面污物有效性的指标。
助焊剂通常分成无机酸、有机酸(O A)、天然松香与人造松香(免洗)。
J-S T D-004按字母从A到Y的顺序分类助焊剂(表一)。
表一、基于材料成分和卤化物含量的助焊剂分类助焊剂类型符号助焊剂成分材料符号助焊剂活性水平(%卤化物)助焊剂类型A R o s i n R O L o w(0%)L0B R o s i n R O L o w(<0.5%)L1C R o s i n R O M o d e r a t e(0%)M0D R o s i n R O M o d e r a t e(0.5%~2.0%)M1E R o s i n R O H i g h(0%)H0F R o s i n R O H i g h(>2.0%)H1G R e s i n R E L o w(0%)L0H R e s i n R E L o w(<0.5%)L1I R e s i n R E M o d e r a t e(0%)M0 J R e s i n R E M o d e r a t e(0.5~2.0%)M1 K R e s i n R E H i g h(0%)H0 L R e s i n R E H i g h(>2.0%)H1 M O r g a n i c O A L o w(0%)L0 N O r g a n i c O A L o w(<0.5%)L1 P O r g a n i c O A M o d e r a t e(0%)M0 Q O r g a n i c O A M o d e r a t e(0.5~2.0%)M1 R O r g a n i c O A H i g h(0%)H0S O r g a n i c O A H i g h(>2.0%)H1T I n o r g a n i c I N L o w(0%)L0U I n o r g a n i c I N L o w(<0.5%)L1V I n o r g a n i c I N M o d e r a t e(0%)M0W I n o r g a n i c I N M o d e r a t e(0.5~2.0%)M1X I n o r g a n i c I N H i g h(0%)H0Y I n o r g a n i c I N H i g h(>2.0%)H1助焊剂的总分类:天然松香(R o s i n)、人造松香(R e s i n)、有机酸(O r g a n i c)和无机酸(I n o r g a n i c),有进一步的分类。
助焊剂的分类及基础知识一.助焊剂分类(Flux Classification)助焊剂分类是基于其活性和成分(它决定活性)。
而助焊剂活性又是其除去表面污物有效性的指标。
助焊剂通常分成无机酸、有机酸(OA)、天然松香与人造松香(免洗)。
J-STD-004按字母从A到Y的顺序分类助焊剂(表一)。
表一、基于材料成分和卤化物含量的助焊剂分类助焊剂类型符号助焊剂成分材料符号助焊剂活性水平(%卤化物) 助焊剂类型A Rosin RO Low(0%) L0B Rosin RO Low(<0.5%) L1C Rosin RO Moderate(0%) M0D Rosin RO Moderate(0.5%~2.0%) M1E Rosin RO High(0%) H0F Rosin RO High(>2.0%) H1G Resin RE Low(0%) L0H Resin RE Low(<0.5%) L1I Resin RE Moderate(0%) M0J Resin RE Moderate(0.5~2.0%) M1K Resin RE High(0%) H0L Resin RE High(>2.0%) H1M Organic OA Low(0%) L0N Organic OA Low(<0.5%) L1P Organic OA Moderate(0%) M0Q Organic OA Moderate(0.5~2.0%) M1R Organic OA High(0%) H0S Organic OA High(>2.0%) H1T Inorganic IN Low(0%) L0U Inorganic IN Low(<0.5%) L1V Inorganic IN Moderate(0%) M0W Inorganic IN Moderate(0.5~2.0%) M1X Inorganic IN High(0%) H0Y Inorganic IN High(>2.0%) H1助焊剂的总分类:天然松香(Rosin)、人造松香(Resin)、有机酸(Organic)和无机酸(Inorganic),有进一步的分类。
助焊剂三类助焊剂是一种常见的焊接辅助材料,用于提高焊接质量和效率。
根据其成分和用途的不同,助焊剂可以分为三类:焊剂剂型、焊剂成分型和焊剂用途型。
一、焊剂剂型1. 固体焊剂剂型固体焊剂剂型通常以粉末或丸剂形式存在。
这类焊剂通常用于焊接过程中低温或高温区域的保护,以减少环境氧气对熔池的影响。
具体应用包括降低氧化金属界面的表面张力,改善润湿性以实现更好的焊接质量。
2. 液体焊剂剂型液体焊剂剂型以溶液或浆料形式存在,常见的有酒精溶液和胶状焊剂。
它们主要用于清洁焊接接头表面,以去除表面氧化物和杂质,提高焊接表面活性和润湿性。
液体焊剂还可以增加焊接接头的传热效率,促进熔池的流动和形成。
3. 气体焊剂剂型气体焊剂剂型通常以气体形式存在,常用的气体焊剂有惰性气体(如氩气)和活性气体(如氧气)。
惰性气体主要用于保护焊接区域,防止熔池与氧气反应产生氧化物,同时减少杂质的进入。
活性气体则可用于增加氧化焊剂的活性,促进熔池和钎焊融合。
二、焊剂成分型1. 酸性焊剂酸性焊剂主要由氯化物和酸性氧化物组成,其特点是腐蚀性较强。
酸性焊剂适用于铜、铸铁等焊接材料,能够起到清除氧化层和杂质的作用,提高焊接质量。
2. 碱性焊剂碱性焊剂通常由氟化物和碱性氧化物组成,具有较强的腐蚀性。
碱性焊剂适用于不锈钢、铬合金等材料的焊接,能够起到清洁表面和增加润湿性的作用,提高焊接效果。
3. 中性焊剂中性焊剂的成分与酸性焊剂和碱性焊剂相比,更加中性,腐蚀性较小。
中性焊剂适用于铝合金等材料的焊接,能够提供较好的润湿性和涂覆性,同时减少焊接气泡和氢气损失。
三、焊剂用途型1. 清洁型焊剂清洁型焊剂主要用于清除焊接接头表面的氧化层和杂质,以提高焊点间的润湿性和连接强度。
这种焊剂适用于各种材料的焊接,特别是对氧化性较强的金属焊接效果更佳。
2. 保护型焊剂保护型焊剂主要用于保护焊接区域,防止氧气进入焊接过程中的熔池,减少氧化反应和杂质的产生。
这种焊剂适用于对氧气敏感的材料和高温焊接过程。
助焊剂的成分和作用助焊剂是一种在焊接过程中使用的辅助材料,可以提高焊接质量和效率。
它通常以固体或液体形式出现,由多种不同的成分组成。
下面将详细介绍助焊剂的成分和作用。
1.酒精:助焊剂中常常含有酒精作为溶剂,可以使助焊剂更易于涂布和挥发,提供更好的焊接环境。
2.树脂类物质:树脂类物质在助焊剂中起着黏附和润湿的作用。
它们能够降低润湿角度,使焊锡更容易润湿焊接金属表面,提高焊接质量。
3.活性剂:助焊剂中的活性剂能够去除金属表面氧化物和污染物,清洁并提高焊接金属的润湿性。
常见的活性剂有氯化锌、氯化镵等。
4.赋形剂:赋形剂是助焊剂中能够提供一定粘度和流动性的物质。
它们使助焊剂能够均匀地涂布在焊接表面上,确保焊锡和焊接材料的良好接触。
5.抗氧化剂:焊接过程中,焊锡和焊接材料容易被氧化,从而影响焊接质量。
助焊剂中的抗氧化剂能够防止焊锡和焊接材料的氧化反应,保持焊接接头的稳定性和可靠性。
6.粘合剂:一些助焊剂中含有粘合剂,可以提高助焊剂在焊接过程中的附着力,防止助焊剂在焊接后脱落。
助焊剂的作用如下:1.提高润湿性:助焊剂的成分和配方经过优化,可以显著提高焊锡对焊接材料的润湿性。
这样焊锡能够均匀地涂布在焊接金属表面上,形成良好的润湿接触,提高焊缝的强度和可靠性。
2.降低焊接温度:助焊剂中的活性剂可以去除金属表面的氧化物和污染物,清洁金属表面。
这样可以降低焊接温度,减少焊接过程中的能量消耗,避免过热导致金属熔损和金属结构的变化。
3.提高焊接质量:助焊剂可以清除焊接表面的污染物,如油脂、灰尘和氧化物等。
这些污染物是导致焊接缺陷和不良焊缝的主要原因之一、通过使用助焊剂,可以提高焊接质量,减少焊接缺陷的发生。
4.保护焊接接头:助焊剂中的抗氧化剂可以防止焊锡和焊接材料的氧化反应,保护焊接接头免受环境因素和外界气氛的侵蚀。
这样可以延长焊接接头的使用寿命。
总之,助焊剂在焊接过程中起着至关重要的作用,包括提高润湿性、降低焊接温度、提高焊接质量和保护焊接接头等。
五、助焊剂的分类(一)、国际较通用的主要分类方法:(二)、目前国内对焊剂的几种分类:1、参照中华人民共和国国家标准《软钎焊用钎剂Soldering fluxes》(GB/T15829.1~15829.4-1995)之相关规定中“GB/T15829.1-1995”对软钎焊用钎剂的分类及代码规定如下:在“GB/T15829.2-1995”中参照了QQ-S-571E的相关标准,对树脂类钎剂的型号表示方法进行了以下规定:“根据需要,可以在钎剂型号后面用间隔符号‘—’隔开,将表示钎剂活性度的符号R(纯树脂基钎剂)、RMA (中等活性的脂基钎剂)、RA(活性树脂钎剂)标注于后”。
2、本人根据助焊剂的发展历程,结合目前市场上客户的使用习惯以及助焊剂的用途等,对助焊剂进行了以下分类:(1)、松香型助焊剂此类助焊剂为传统型助焊剂,相对来讲含有较多的松香或树脂,因此固含量较高,多在15~20%或以上,一般松香型焊剂含有少量卤素,所以可焊性较强,能够适用于多种板材,焊完后的焊接面会有一层极薄的保护膜,从而保护焊点不被氧化,不被潮汽侵蚀。
松香型焊剂发展到上世纪90年代中期,有许多使用松香型助焊剂的客户,开始注意到焊后残留的问题,为了达到较好的光洁效果,不少客户采取了焊后清洗的办法,对此不少专家认为这种“用松香型焊剂焊接,焊后再进行清洗的工艺”是目前最为可靠的一种焊接方式。
但是,焊后清洗工序的增加造成了生产成本的上升,很快就成为困扰客户的一个问题,因此,一种新型的松香型焊剂应运而生,这种焊剂同样含有松香,但松香含量不是很多,焊后可不清洗,这就是我们在以下要谈的“免清洗低固态助焊剂”。
结合以上所述,我们可以发现其实在松香型焊剂中,大致讲来也可以分为“松香不清洗型、松香清洗型和松香免清洗型”这样三种。
(2)、免清洗低固态助焊剂此类助焊剂是直接从松香型焊剂演变而来的,它充当了从“松香型助焊剂”到“免清洗无残留助焊剂”发展过程中过渡者的角色;它们含有松香或树脂,但含量不多,一般固含量在8~10%或以下,多数含少量卤素也有的不含卤素,卤素含量基本要求控制在0.2%以下,焊接性能基本可达到普通松香型的效果,但焊后板面较为清洁,可清洗也可不清洗;相对来讲此类焊剂的“可焊性能”及“可靠性”要比“免清洗无残留助焊剂”强一些,相比松香型焊剂又稍弱一些,但焊后的可靠性一般能满足客户的要求。
助焊剂的主要种类
1无机助焊剂
无机助焊剂具有高腐蚀性,由无机酸和盐组成,如盐酸,氢氟酸,氯化锡,氟化钠或钾,和氯化锌。
这些助焊剂能够去掉铁和非铁金属的氧化膜层,如不锈钢,铁镍钴合金和镍铁,这些用较弱助焊剂都不能锡焊。
无机助焊剂一般用于非电子应用,如铜管的铜焊。
可是它们有时用于电子工业的铅镀锡应用。
无机助焊剂由于其潜在的可靠性问题,不应该考虑用于电子装配( 传统或表面贴装) 。
其主要的缺点是有化学活性残留物,可能引起腐蚀和严重的局部失效。
2有机酸助焊剂
有机酸(OA) 助焊剂比松香助焊剂要强,但比无机助焊剂要弱。
在助焊剂活性和可清洁性之间,它提供了一个很好的平衡,特别是如果其固体含量低(1-5%) 。
这些助焊剂含有极性离子,很容易用极性溶剂去掉,如水。
由于它们在水中的可溶性,OA助焊剂是环保上所希望的,虽然免洗助焊剂可能更为所希望。
因为这类助焊剂不为政府规范所覆盖,其化学含量由供应商来控制。
可得到的OA 助焊剂有使用卤化物作催化剂的,也有没有的。
有机酸(OA) 助焊剂,由于术语“含酸”助焊剂,甚至在传统装配上,一般为人们所回避。
可是,甚至所谓非腐蚀性松香助焊剂也含有卤化物,如果不适当地去掉,都将引起腐蚀。
有机酸(OA)助焊剂的使用,在军用和商业应用的混合装配(二类和三类)中证明是可行的。
人们错误地认为,当波峰焊接二类和三类表面贴片装配(SMA)板时,必须把OA转变成基于松香的助焊剂(RA和RMA) 。
和流行的观点相反,OA助焊剂也已经在军事项目中得到成功应用。
商业、工业和电讯业的其它一些主流公司,把OA应用于波峰焊接板底胶固的表面贴装片状元件。
人们已发现,OA助焊剂满足军用和
商用的清洁度要求。
OA助焊剂材料已成功地用作回流焊接引脚穿孔元件中的环形焊接的助焊剂涂层。
甚至在通过回流焊接之后,可以很容易地用水清洗。
现在,水溶性锡膏被广泛应用,在过去,它们没有松香助焊剂那么粘,但粘性问题一早被解决了。
由于使用氯氟化碳(CFC)清洗基于松香的锡膏,产生了环境因素的考虑,水溶性锡膏在要求清洁的应用中,或在由于低残留或免洗锡膏和助焊剂产生问题的应用中,变得更具有优势。
3松香助焊剂
松香或树脂是从松树的树桩或树皮中榨取的天然产品。
松香的化学成分一批不同于一批,但通用分子式是C19H29COOH。
主要由松香酸(70-85%,看产地)和胡椒酸(10-15%)组成。
松香含有几个百分比的不皂化碳水化合物;为了清除松香助焊剂,必须加入皂化剂( 把水皂化的一种碱性化学物)松香助焊剂主要由从松树树脂油榨取和提炼的天然树脂,松香助焊剂在室温下不活跃,但加热到焊接温度是变得活跃。
它们自然呈酸性(每克当量165-170mg KOH)。
它们可溶于许多溶剂,但不溶于水。
这就是使用溶剂,半水溶剂或皂化水来清除它们的原因。
松香的熔点为172-175℃342-347(F),或刚好在焊锡熔点(183℃之下。
所希望的助焊剂应该在约低于焊接温度时熔化并变活跃。
可是,如果助焊剂在焊接温度下分解,那将没有效力。
这意味着合成助焊剂可以用于比松香助焊剂更高的温度,因为前者的分解温度较高。
一般,松香助焊剂较弱,为了改进其活跃性(助焊性能),需要使用卤化催化剂。
松香去氧化物的通用公式:
RCO2H + MX = RCO2M + HX
此处RCO2H是助焊剂中的松香(较早提到的C19H29COOH),M =锡Sn,铅Pb或铜Cu,X =氧化物Oxide,氢氧化物Hydroxide或碳酸盐Carbonate松香助
焊剂也分类为松香(R),适度活性松香(RMA)和活性松香(RA)。
松香助焊剂的各种类的不同在于催化剂(卤化物,有机酸,氨基酸,等)的浓度。
R和RMA类型一般无腐蚀性,因此安全,R和RMA助焊剂尽管没有划分为免洗,在一些应用中甚至不清洗。
当然,没有清洗,装配的可靠性要打折扣,因为在使用环境中,粘性的松香会吸收灰尘和有害污染物。