埋弧焊焊剂种类有哪些【大全】
- 格式:docx
- 大小:164.47 KB
- 文档页数:6
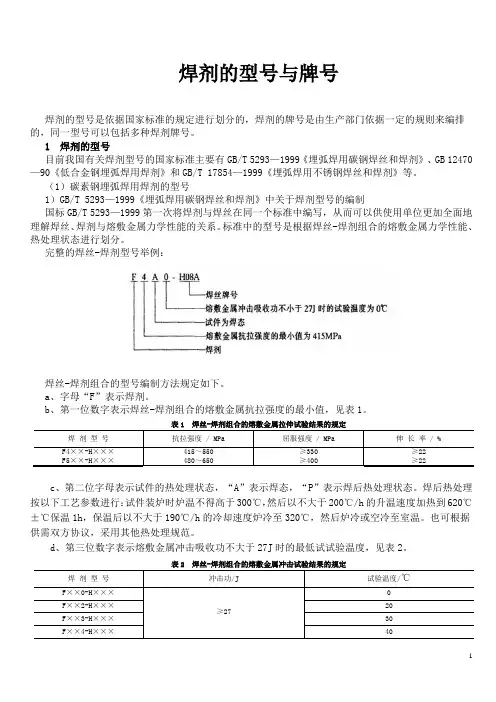
焊剂的型号与牌号焊剂的型号是依据国家标准的规定进行划分的,焊剂的牌号是由生产部门依据一定的规则来编排的,同一型号可以包括多种焊剂牌号。
1 焊剂的型号目前我国有关焊剂型号的国家标准主要有GB/T 5293—1999《埋弧焊用碳钢焊丝和焊剂》、GB 12470—90《低合金钢埋弧焊用焊剂》和GB/T 17854—1999《埋弧焊用不锈钢焊丝和焊剂》等。
(1)碳素钢埋弧焊用焊剂的型号1)GB/T 5293—1999《埋弧焊用碳钢焊丝和焊剂》中关于焊剂型号的编制国标GB/T 5293—1999第一次将焊剂与焊丝在同一个标准中编写,从而可以供使用单位更加全面地理解焊丝、焊剂与熔敷金属力学性能的关系。
标准中的型号是根据焊丝-焊剂组合的熔敷金属力学性能、热处理状态进行划分。
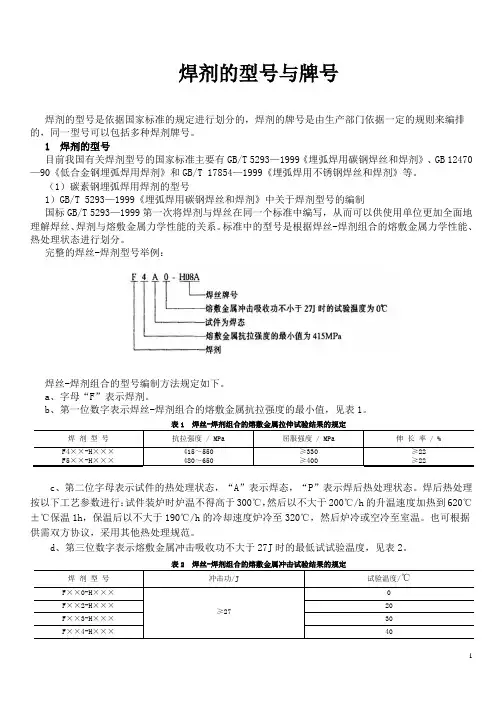
完整的焊丝-焊剂型号举例:焊丝-焊剂组合的型号编制方法规定如下。
a、字母“F”表示焊剂。
b、第一位数字表示焊丝-焊剂组合的熔敷金属抗拉强度的最小值,见表1。
焊剂型号抗拉强度 / MPa 屈服强度 / MPa 伸长率 / %F4××-H×××F5××-H×××415~550480~650≥330≥400≥22≥22c、第二位字母表示试件的热处理状态,“A”表示焊态,“P”表示焊后热处理状态。
焊后热处理按以下工艺参数进行:试件装炉时炉温不得高于300℃,然后以不大于200℃/h的升温速度加热到620℃±℃保温1h,保温后以不大于190℃/h的冷却速度炉冷至320℃,然后炉冷或空冷至室温。
也可根据供需双方协议,采用其他热处理规范。
d、第三位数字表示熔敷金属冲击吸收功不大于27J时的最低试试验温度,见表2。
焊剂型号冲击功/J 试验温度/℃F××0-H×××≥27 0F××2-H×××20 F××3-H×××30 F××4-H×××40F××5-H×××50F××6-H×××60e、“-”后面表示焊丝的牌号,焊丝的牌号按GB/T 14957,其中“H”表示焊丝,字母后面的两位数字表示焊丝中平均碳含量,如有其他化学成分,在字母的后面用元素符号表示,牌号最后的A、E、C 分别表示S、P杂质含量的等级。
H10 Mn2MoA H08 Mn2MoVA H10 Mn2MoVA H08CrMoA H13CrMoA H18CrMoA H08CrMoVA H08CrNi2MoA H30CrMoSiA H10MoCrA 0.08~0.130.06~0.110.08~0.13≤0.100.11~0.160.15~0.22≤0.100.05~0.100.25~0.350.101.70~2.001.60~1.901.70~2.000.40~0.700.40~0.700.40~0.700.40~0.700.50~0.850.80~1.100.40~0.70≤0.40≤0.25≤0.400.15~0.350.15~0.350.15~0.350.15~0.350.10~0.300.90~1.200.15~0.35≤0.20≤0.20≤0.200.80~1.100.80~1.100.80~1.101.00~1.300.70~1.000.80~1.100.45~0.65≤0.30≤0.30≤0.30≤0.30≤0.30≤0.30≤0.301.40~1.80≤0.30≤0.300.60~0.800.50~0.700.60~0.800.40~0.600.40~0.600.15~0.250.50~0.700.20~0.40—0.40~0.60—0.06~0.120.60~0.12———0.15~0.35———Ti0.15(*)Ti0.15(*)Ti0.15(*)———————0.0300.0300.0300.0300.0300.0250.0300.0250.0250.0300.0300.0300.0300.0300.0300.0300.0300.0250.0300.030(2) 焊剂的型号和牌号的编制方法1) 焊剂的型号焊剂的型号是按照国家标准划分的,我国的现行GB5293—1999《埋弧焊用碳钢焊丝和焊剂》中规定:焊剂型号划分原则是依据埋弧焊焊缝金属的力学性能。

2.焊剂焊剂按碱度可分为碱性焊剂、酸性焊剂和中性焊剂;按焊剂化学性质分类可分为:氧化性焊剂(含大量SiO2、MnO或FeO的焊剂)、弱氧化性焊剂和惰性焊剂(含Al2O3、CaO、MgO、CaF2等基本上不含SiO2、MnO、FeO等)。
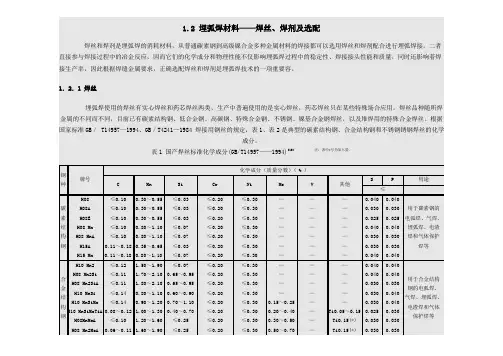
常见焊剂用途及配用焊丝3.影响焊缝形状尺寸的变量3.1 焊接工艺参数3.1.1 焊接电流其他条件不变时,正常焊接条件下,焊缝熔深H几乎与焊接电流I成正比: H=Km×IKm为比例系数,随电流种类、极性、焊丝直径及焊剂化学成分而异。
3.1.2 电弧电压电弧电压和电弧长度成正比,在其他条件不变的情况下,随着电弧电压增高,焊缝熔宽显著增加而熔深和余高将略有减小。
3.1.3 焊接速度焊接速度对熔深和熔宽均有显著影响,在焊接速度较小(如单丝埋弧焊速度小于670mm/min)时,随着焊接速度的增加,弧柱倾斜,有利于熔池金属向后流动,而熔深略有增加。
但焊接速度达到一定数值后,由于线能量减小影响,熔深和熔宽都明显减小。
3.2 焊接工艺因素焊丝倾角和工件角度对焊缝成形均有较大的影响。
焊丝的倾斜方向分为前倾和后倾两种,倾斜的方向和大小不同,电弧对熔池的力和热的作用就不同,从而对焊缝成形的影响各异。
焊丝在一定角度后倾时,电弧力后排熔池金属的作用减弱,熔池底部金属增厚,故熔深减小。
而电弧对前方母材的预热作用加强,故熔宽增大。
工件倾斜焊接有上坡焊和下坡焊两种,他们对焊缝成形的影响明显不同,上坡焊时,容易出现焊缝余高过大,两侧出现咬边,成形恶化等。
实际工作中应尽量避免采用上坡焊。
下坡焊与上坡焊相反,在倾角小于6°~8°时,焊缝的熔深和余高均有减小,熔宽略有增加,焊缝成形得到改善。
但焊角太大时,会产生未焊透、焊瘤等缺陷。
3.3 结构因素(1)坡口形状在其他条件相同时,增加坡口的宽度和深度,则焊缝熔深略有增加,熔宽略有减小,余高和熔合比显著减小。
(2)间隙在对接焊缝中,改变间隙大小也可能作为调整焊缝余高和熔合比的一种手段。
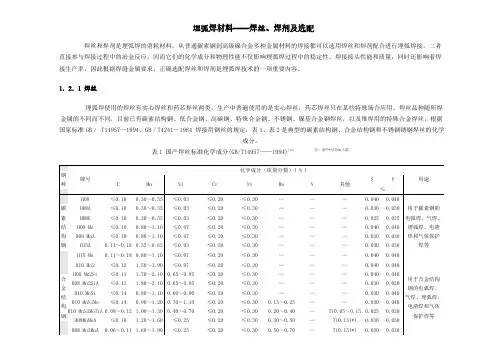
埋弧焊剂的分类、牌号和型号焊剂在埋弧焊中的主要作用就是造渣,以隔绝空气并控制焊缝金属的化学成分,保证焊缝金属的力学性能,防止气孔,裂纹和夹渣等缺陷的产生。
根据焊接工艺的需要,还要求焊剂具有良好的稳弧性能,形成的熔渣具有合适的密度、粘度。
熔点。
颗粒度和透气性,以保证焊缝获得良好的成型,最后熔渣凝固形成的渣壳具有良好的脱渣性能。
我国目前主要是按制造方法和化学成分分类,按制造方法可将焊剂分为熔炼焊剂、烧结焊剂和粘结焊剂。
熔炼焊剂就是按配方将原料干混入炉熔炼,然后经过水冷粒化、烘干。
筛选包装成品;烧结焊剂和粘结焊剂都属于非熔炼焊剂,都是将原料粉按配方湿混,再经烘干、粉碎、筛选变成品。
所不同的是烧结焊剂是在400-1000度温度下烘干而成(烧结而成);而粘结焊剂是在350-400度温度下烘干而成。
熔炼焊剂的特点是:成分均匀、颗粒强度高、吸水性小、易储存,目前是国内应用最多的焊剂。
缺点是:焊剂中无法加入脱氧剂和铁合金,因为熔炼过程中烧损十分严重。
烧结焊剂的特点是:因每有高温熔炼过程,焊剂中可以加入脱氧剂和铁合金,向焊缝过渡大量合金成分,补充焊丝中合金元素的烧损,常用来焊接高合金钢或进行堆焊。
另外,烧结焊剂脱渣性能好,所以大厚度焊件窄间隙埋弧焊时均用烧结焊剂1、碳素钢埋弧焊用焊剂的型号1.1 完整的焊丝-焊剂型号示例如下:1.2 型号分类根据焊丝-焊剂组合的熔敷金属力学性能、热处理状态进行划分。
1.3 焊丝-焊剂组合的型号编制方法如下:字母“F”表示焊剂;第一位数字表示焊丝-焊剂组合的熔敷金属抗拉强度的最小值;第二位字母表示试件的热处理状态,“A”表示焊态,“P”表示焊后热处理状态;第三位数字表示熔敷金属冲击吸收功不小于27J时的最低试验温度;“-”后面表示焊丝的牌号,焊丝的牌号按GB/T 14957。
2、低合金钢埋弧焊剂用焊剂的型号℃2.1 型号分类根据焊丝一焊剂组合的熔敷金属力学性能,热处理状态进行划分。
2023年熔化焊接与热切割特种作业证考试题及答案(含答案)1、【单选题】相同质量的气体,体积越小,则压力就()。
( C )A、不变B、越小C、越大2、【单选题】一般不发炎或化脓,但往往造成局部麻木和失去知觉的电击形式是()。
( A )A、电烙印B、皮肤金属化C、电磁场3、【单选题】下列不属于燃烧产物的是()。
( C )A、五氧化二磷B、灰粉C、一氧化氮4、【单选题】下列合金中,钎焊性最好的铝合金是()。
( A )A、铝锰系B、铝硅系C、铝铜系5、【单选题】下列焊接方法属于焊条电弧焊的是()。
( B )A、气焊B、手工电弧焊C、埋弧焊6、【单选题】低真空电子束焊的真空度为()。
( B )A、10-2~10-4PaB、10-1~10PaC、大气压7、【单选题】切削性能好的金属材料是()。
( A )A、灰铸铁B、镁合金C、铝合金8、【单选题】劳动者接受健康检查的时间应视为()。
( B )A、请假B、正常出勤C、旷工9、【单选题】反射式聚焦所适用的激光加工设备具有()。
( B )A、小功率B、大功率C、中功率10、【单选题】圆形筒体的对接环缝的埋弧焊要采用带有调速装置的滚胎,如果要采用双面焊,焊接位置首先是()。
( B )A、筒体外B、筒体内C、无影响11、【单选题】射程最远的灭火器是()。
( C )A、二氧化碳灭火器B、1211灭火器C、泡沫灭火器12、【单选题】当其他焊接参数不变时,焊丝直径增大,堆焊焊缝的宽度()。
( C )A、不变B、减少C、增加13、【单选题】我国由于不符合相关国家的环保要求,1995年外贸损失高达()亿元人民币。
( B )A、3000B、2000C、100014、【单选题】按照埋弧焊焊剂化学性质来分类的焊剂种类为()。
( C )A、惰性焊剂B、惰性焊剂陶质焊剂C、氧化性焊剂15、【单选题】接触灼伤发生在高压触电事故时,在电流通过人体皮肤的进出口处造成的灼伤,一般灼伤更严重点是()。

埋弧焊用热强钢实心焊丝、药芯焊丝和焊丝-焊剂组合
分类要求
埋弧焊用热强钢实心焊丝、药芯焊丝和焊丝焊剂组合分类一般根据以下要求进行:
1. 实心焊丝和药芯焊丝的分类:实心焊丝与药芯焊丝是以不同方式制造的两种不同的焊丝。
实心焊丝是用连续铸造技术制造的,焊丝截面为实心,药芯焊丝则是在焊丝中央镶嵌有药芯,药芯中包含有助焊剂等焊接材料。
2. 焊丝焊剂的分类:焊丝焊剂包括不同种类的助焊剂和钢化剂,根据不同的配方可以分为多种不同的组合。
焊丝焊剂也可根据不同的焊接目的和要求进行分类,例如冶金、机械、航空、船舶、化工等不同领域的焊接,对焊丝焊剂的要求也不同。
3. 组合分类:在实际使用时,根据不同材质和焊接要求,可以选择不同的焊丝和焊剂进行组合使用。
如热强钢材料常使用的组合有AWS E80C-Ni1、EB2K等。
这些组合是经过多次试验和实践验证的,可以满足不同的焊接需求,同时也符合国际标准和行业标准。
总之,埋弧焊用热强钢实心焊丝、药芯焊丝和焊丝焊剂组合分类要求根据材料特性、焊接要求和实际使用等多方面进行分析和筛选,选择合适的组合方案可以保证焊接质量和效果。
焊剂类型内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.焊剂(welding flux)焊接时,能够熔化形成熔渣和气体,对熔化金属起保护和冶金处理作用的一种物质。
用于埋弧焊的为埋弧焊剂。
用于针焊时有:硬钎焊钎剂和软钎焊钎剂。
焊剂也叫钎剂,定义应该很广泛,包括熔盐、有机物、活性气体、金属蒸汽等,即除去母材和钎料外,泛指第三种用来降低母材和钎料界面张力的所有物质。
钎料与母材的湿润能力与钎料的本性固然有很大关系,但与钎剂的作用相比则次要多了。
焊剂的功能部分可分为三个:1、去除焊接面的氧化物,降低焊料熔点和表面张力,尽快达到钎焊温度。
2、保护焊缝金属在液态时不受周围大气中有害气体影响。
3、使液态钎料有合适流动速度以填满钎缝。
钎剂的熔点应该低于钎料熔点10-30摄氏度,特殊情况下也可使钎剂的熔点高于钎料。
钎剂的熔点若过低于钎料则过早熔化使钎剂成分由于蒸发、与母材作用等原因使钎料熔化时钎剂已经失去活性。
钎剂的选择通常视氧化膜的性质而定。
偏碱性的氧化膜例如:Fe、Ni、Cu等的氧化物常使用酸性的含硼酸酐(B2O3)的钎剂,偏酸性的氧化膜例如对付铸铁含高SiO2的氧化膜常用含碱性Na2CO3的钎剂使得生成易熔的Na2SiO3而进入熔渣。
一些氟化物的气体也常用作钎剂,它们反应均匀,焊后不留残渣。
BF3常和N2混合使用在高温下钎焊不锈钢。
在450摄氏度以下钎焊用的钎剂成为软钎剂。
软钎剂分为两种,一是水溶性的通常是盐酸盐和磷酸盐的单个或索格盐的水溶液构成,活性高,腐蚀性强,焊后需要清洗。
林一种是不溶于水的有机物钎剂,通常以松香或人工树脂为基,加入有机酸、有机胺或其HCL或HBr 的盐,以提高去膜能力和活性。
按焊剂的制造方法可分为熔炼焊剂、烧结焊剂和粘结焊剂三大类。
焊剂的型号与牌号焊剂的型号是依据国家标准的规定进行划分的,焊剂的牌号是由生产部门依据一定的规则来编排的,同一型号可以包括多种焊剂牌号。
1 焊剂的型号目前我国有关焊剂型号的国家标准主要有GB/T 5293—1999《埋弧焊用碳钢焊丝和焊剂》、GB 12470—90《低合金钢埋弧焊用焊剂》和GB/T 17854—1999《埋弧焊用不锈钢焊丝和焊剂》等。
(1)碳素钢埋弧焊用焊剂的型号1)GB/T 5293—1999《埋弧焊用碳钢焊丝和焊剂》中关于焊剂型号的编制国标GB/T 5293—1999第一次将焊剂与焊丝在同一个标准中编写,从而可以供使用单位更加全面地理解焊丝、焊剂与熔敷金属力学性能的关系。
标准中的型号是根据焊丝-焊剂组合的熔敷金属力学性能、热处理状态进行划分。
完整的焊丝-焊剂型号举例:焊丝-焊剂组合的型号编制方法规定如下。
a、字母“F”表示焊剂。
b、第一位数字表示焊丝-焊剂组合的熔敷金属抗拉强度的最小值,见表1。
焊剂型号抗拉强度 / MPa 屈服强度 / MPa 伸长率 / %F4××-H×××F5××-H×××415~550480~650≥330≥400≥22≥22c、第二位字母表示试件的热处理状态,“A”表示焊态,“P”表示焊后热处理状态。
焊后热处理按以下工艺参数进行:试件装炉时炉温不得高于300℃,然后以不大于200℃/h的升温速度加热到620℃±℃保温1h,保温后以不大于190℃/h的冷却速度炉冷至320℃,然后炉冷或空冷至室温。
也可根据供需双方协议,采用其他热处理规范。
d、第三位数字表示熔敷金属冲击吸收功不大于27J时的最低试试验温度,见表2。
焊剂型号冲击功/J 试验温度/℃F××0-H×××≥27 0F××2-H×××20 F××3-H×××30 F××4-H×××40F××5-H×××50F××6-H×××60e、“-”后面表示焊丝的牌号,焊丝的牌号按GB/T 14957,其中“H”表示焊丝,字母后面的两位数字表示焊丝中平均碳含量,如有其他化学成分,在字母的后面用元素符号表示,牌号最后的A、E、C 分别表示S、P杂质含量的等级。
埋弧焊焊剂分类
【原创实用版】
目录
一、埋弧焊焊剂的分类
1.按照埋弧焊焊剂化学性质分类
2.按照埋弧焊焊剂制造方法分类
3.埋弧焊焊剂在焊接过程中的作用
4.埋弧焊焊剂的选配原则
正文
埋弧焊焊剂的分类主要有两种方式,一种是按照其化学性质进行分类,另一种是按照其制造方法进行分类。
按照埋弧焊焊剂化学性质分类,焊剂主要分为惰性焊剂和氧化性焊剂。
惰性焊剂在焊接过程中主要起到保护作用,防止氧气、氮气等有害气体进入焊缝,影响焊接质量。
氧化性焊剂则在焊接过程中能和焊丝中的合金元素发生化学反应,提高焊缝的力学性能和抗腐蚀性能。
按照埋弧焊焊剂制造方法分类,焊剂主要分为熔炼焊剂、烧结焊剂和陶质焊剂。
熔炼焊剂是通过高温熔炼制造的,其性能稳定,焊接质量好,但制造成本较高。
烧结焊剂是通过烧结制造的,其制造成本较低,但性能相对较差。
陶质焊剂是通过陶瓷制造的,其具有良好的抗热性能和抗腐蚀性能,但制造难度较大。
在焊接过程中,焊剂和焊丝的化学成分和物理性能直接影响着焊接接头的性能和质量。
因此,正确选配焊丝和焊剂是保证焊接质量的关键。
第1页共1页。
埋弧焊焊剂分类
埋弧焊焊剂的分类可以根据成分和用途进行划分。
根据成分的分类:
1. 碱性焊剂(R)
2. 非碱性焊剂(T)
3. 铝钙焊剂(BA)
4. 铝钠焊剂(BN)
根据用途的分类:
1. 通用型焊剂:适用于不锈钢、低合金钢、高合金钢等的焊接。
2. 不锈钢封口焊剂:专用于不锈钢焊接,能够提供高强度和防腐性能。
3. 铝焊剂:适用于铝及其合金的焊接,能够提供高强度、高密度和高塑性。
4. 铜焊剂:适用于铜及其合金的焊接,能够提供高塑性和高导电性。
5. 高硅钢封口焊剂:专用于高硅钢焊接,能够提供高强度和耐高温性能。
以上仅为一般的分类,具体的焊剂分类还有很多,不同厂家和不同应用领域可能会有所不同。
埋弧焊焊剂种类
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
目前国产焊剂已有50余种。
焊剂的分类方法有许多种,可分别按用途,制造方法,化学成分,焊接冶金性能等对焊剂进行分类,也可按焊剂的酸碱性,焊剂的颗粒结构来分类,但每一种分类方法只是从某一方面反映了焊剂的特性,不能概括焊剂的所有特点。
了解焊剂的分类是为了更好掌握焊剂的特点,以便进行正确选择和使用。
1.按焊剂的制造方法分类
根据焊剂的制造方法,可以把焊剂分成熔炼焊剂和非熔炼焊剂(陶质焊剂,烧结焊剂)两大类。
(1)熔炼焊剂
熔炼焊剂
把各种矿物性原料按配方比例混合配成炉料,然后在电炉或火熔炉中加热到1300℃以上熔化,均匀后出炉经过水冷粒化,烘干,筛分得到的焊剂称为熔炼焊剂。
熔炼焊剂采用的原料主要有锰矿,硅砂,铝矾土,镁砂,萤石,生石灰,钛铁矿等矿物性原料,另外还加入冰晶石,硼砂等化工产品。
熔炼前所用的原料应进行150-200℃的烘干,以清除原料中的水分。
由于熔炼焊剂制造中要熔化原料,所以焊剂种不能加碳酸盐,脱氧剂和合金剂,制造高碱度焊剂也很困难。
而且,熔炼焊剂经熔炼后不可能保持原料的原组分不变。
所以,熔炼焊剂是各种化合物的组合体。
熔炼焊剂按其颗粒结构又可分为玻璃状焊剂,结晶状焊剂和浮石状焊剂三种。
玻璃状焊剂成透明状颗粒,结晶状焊剂的颗粒具有结晶体特点,浮石状焊剂是泡沫状颗粒。
玻璃状焊剂和结晶状焊剂的结构都比较致
密,松装密度为1.1-1.8g/cm3,浮石状焊剂的结构比较疏松,松装密度为0.7-1.0g/cm3.
(2)非熔炼焊剂
把各种粉料按配方混合后加入粘结剂,制定一定粒度的小颗粒,经烘焙或烧结后得到的焊剂,称为非熔炼焊剂。
制造非熔炼焊剂所采用的原材料与制造焊条的原材料基本相同,对成分和颗粒大小有严格要求。
按照给定配比配料,混合均匀后加入粘结剂(水玻璃)制成湿料,然后把湿料进行造粒,制成一定尺寸的颗粒(一般为0.5-2mm),造粒之后将颗粒状的焊剂送入干燥炉内固化,烘干,去除水分,加热温度为150-200℃,最后送入烧结炉内烧结。
根据烘焙温度的不同,非熔炼焊剂又分类如下。
①粘结焊剂(亦称为陶质焊剂或低温烧结焊剂)通常以水玻璃作为粘结剂,经过350-500℃低温烘焙或烧结得到的焊剂。
由于烧结温度低,粘结焊剂具有吸潮倾向大,颗粒强度低等缺点。
目前我国作为产品供应量还不多。
②烧结焊剂通常在较高的温度700-1000℃烧结,烧结后粉碎成一定尺寸的颗粒即可使用。
经高温烧结后,焊剂的颗粒强度明显提高,吸潮性大大降低。
与熔炼焊剂相比,烧结焊剂熔点较高,松装密度较小,故这类焊剂适于大线能量堆焊。
烧结焊剂的碱度可以在交大范围内调节而仍能保持良好的工艺性能,可以根据施焊钢种的需要通过焊剂向焊缝过渡合金元素。
而且,烧结焊剂适用性强,制造简便。
故近年来发展很快。
表1列出了熔炼焊剂与烧结焊剂的特点比较。
烧结焊剂与熔炼焊剂对比
根据不同的使用要求,还可以把熔炼焊剂和烧结焊剂混合起来使用,称为混合焊剂。
焊剂的粒度越大,其松装密度(单位体积内焊剂的质量)越小,透气性越大,焊缝金属中含氮量越多,保护效果越差,但是,不应当认为焊剂的松装比越大越好,因为当熔池中有大量气体析出时,如果松装密度过大,则透气性过小,将阻碍气体外逸,促使焊缝中形成气孔,使焊缝表面出现压坑等缺陷。
所以焊剂应当具有适当的透气性。
埋弧焊时焊缝中的含氮量一般为0.002%-1.007%,比手工电弧焊的保护效果好。
2.按焊剂的化学成分或渣系分类
(1)按照焊剂的主要成分进行分类,焊剂可分为以下几种类型。
①按SiO2含量分类,可分为高硅焊剂(SiO2≥30%),中硅焊剂(SiO2=10%-30%),低硅焊剂(SiO2≤10%),无硅焊剂。
②按MnO含量分类,可分为高锰焊剂(MnO≥30%),中锰焊剂(MnO=15%-30%),低锰焊剂(MnO=2%-15%),无锰焊剂。
③按CaF2含量分类,可分为高氟焊剂(CaF2≥30%),中氟焊剂(CaF2=10-30%),低氟焊剂(CaF2≤10%)。
④按MnO, SiO2, CaF2含量进行组合分类。
HJ431可被称为高锰高硅低氟焊剂,HJ350可称为中锰中硅中氟焊剂,HJ250可称为低锰中硅中氟焊剂。
高锰高硅低氟焊剂属于酸性焊剂,焊接工艺性能良好,适于交直流电源,主要用于焊接低碳钢及韧性要求不高的低合金钢。
中锰中硅中氟焊剂属中性焊剂,焊接工艺性能和焊缝韧性均可,多用于低合金钢焊接结构。
无锰低硅高氟焊剂属碱性焊剂。
焊接工艺性能较差,仅适用于直流电源,焊剂氧化性小,焊缝韧性高,可焊接不锈钢等高合金钢。
⑤按焊剂的主要成分与特性分类。
分类方法直观性强,易于分辨焊剂的主要成分与特性。
我国的烧结焊剂采用这种分类方法。
表2列出了按主要成分与特点对焊剂的分类,是国际焊接学会推荐的焊剂分类方法。
按主要成分与特性对焊剂的分类
(2)按焊剂的渣系分类
①硅酸盐型。
如氧化锰-二氧化硅型(MnO+SiO2≥50%),氧化锆-二氧化硅型(ZrO2+SiO2≥35%)
②铝酸盐型。
如氧化铝-二氧化钛型(Al2O3+TiO2≥45%),碱性氧化铝型(Al2O3+MgO≥45%,其中Al2O3≥20%)
③碱性氟化物型。
如含氟化物的焊剂(CaO+MgO+CaF2≥50%,其中SiO2≤20%,CaF2≥15%)。
3.按焊剂的化学性质分类
根据焊剂氧化性的强弱,可将焊剂分为以下三种类型。
①氧化性焊剂。
焊剂对焊缝金属有较强的氧化作用。
有量汇总类型的氧化性焊剂:一种是含有大量SiO2, MnO的焊剂;另一种是含有FeO较多的焊剂。
②弱氧化性焊剂。
焊剂含SiO2, MnO, FeO等活性氧化物较少。
焊剂对焊缝金属有较弱的氧化作用,焊缝金属含量较低。
③惰性焊剂(或称中性焊剂)。
焊剂里基本不含SiO2, MnO, FeO等氧化物。
焊剂对焊缝金属基本没有氧化作用;焊剂是由Al2O3, CaO, MgO, FeO等组成。
4.按熔渣的碱度分类
碱度是熔渣的最重要冶金特征之一,对熔渣-金属相界面处冶金反应,焊接工艺性能和焊缝金属的力学性能有很大影响。
目前,有关焊剂碱度的计算表达式不统一,应用较广泛的是国际焊接学位(IIW)推荐的公式,即
式中,各组分的含量按质量分数计算。
根据计算结果做如下分类。
①酸性焊剂(碱度B≤1.0)。
具有良好的焊剂工艺性能,焊缝成型美观,但可使得焊缝金属增硅,焊缝金属含氧量高,低温冲击韧性较低。
②中性焊剂(碱度B=1.0-1.5)。
熔敷金属的化学成分与焊丝的化学成分相近,焊缝含氧量有所降低。
③碱性焊剂(碱度B≥1.5)。
采用碱性焊剂得到的熔敷金属含氧量低,可以获得较高的焊缝冲击韧性,抗裂性好,但是焊缝工艺性能差。
B≥2.0的焊剂称为高碱度焊剂,有除硫及降硅的作用,焊缝金属的氧含量很低,低温冲击韧性值高。
但是,随着碱度的提高,焊道形状变得窄而高,并容易产生咬边,夹渣等缺陷。
按照国际焊接学会推荐公式计算出的部分国产焊剂碱度值见表3。
部分国产焊剂的碱度值
5.按焊剂的用途分类
①按焊剂的使用用途分。
可分为埋弧焊焊剂,堆焊焊剂,电渣焊焊剂。
②按所焊材料的种类分。
可分为低碳钢用焊剂,低合金钢用焊剂,不锈钢用焊剂,镍及镍合金用焊剂,钛及钛合金用焊剂等。
③按焊接工艺特点分
A.单道焊或多道焊焊剂,仅适用于单面单道焊,双面单道焊。
B.高速焊焊剂,用于焊剂速度大于60m/h的焊接场合。
C.超低氢焊剂。
熔敷金属中的扩散氢含量小于或等于2mL/100g,有利于消除焊接延迟裂纹。
D.抗锈焊剂,对铁锈不敏感,有良好的抗气孔性能。
E.高韧性焊剂。
焊缝金属的韧性高,适用于焊接低温下工作的压力容器。
F.单面焊双面成型焊剂,使焊缝背面不跟成型满足需要,主要在造船业中使用。
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。