太阳能电池丝网印刷全中文使用说明书
- 格式:docx
- 大小:857.81 KB
- 文档页数:38
ASYS丝网印刷机.紧急制动按钮所有的设备都装备有至少一个紧急制动按钮。
规定的用途印刷机单元XS1用于把导电接触材料印刷在太阳电池上。
电池传送到印刷站,传送带通过真空台将电池举起。
利用安装于印刷台下方的CCD摄像头,可以精确对准太阳电池和丝网,以获得更高的印刷适配性。
操作面板该单元使用一个基于PC的操作界面。
通过一个数字键盘,使用菜单,所有操作所需要访问的单元都可以访问。
PC也有一个完整的键盘,用于在软件菜单中设置特定的配置。
但是该键盘在单元的通常操作模式下不是必须的。
使用数字键盘上的箭头键,可以在软件菜单内选择各种操作区域。
操作程序太阳电池传输到印刷机的印刷台。
要达到正确的印刷高度,通过一个真空台,传动带将电池举起。
三个安装于印刷台下面的CCD摄像头通过参照边和使用伺服电动机勘查电池的位置,可以调整丝网到精确的印刷位置。
电池放置正确之后,单元上部的丝网下降,并启动印刷工艺。
操作软件使用该单元,可以设置各种印刷位置。
在印刷过程中,太阳电池由真空台保持在原位。
当印刷完成之后,丝网从印刷好的太阳电池举起,印刷台的真空关闭并且电池传送到下一个单元。
一旦该循环完成之后,下一个要印刷的电池就立即被放置到位。
单元上部用于放置一个丝网网框,并且可以移至相应的位置来安装,清洗或者印刷。
在印刷过程中,单元通过一个铰链盖子完全关闭。
另外,印刷过程中,任何来源于印刷材料的有机蒸气可以通过真空单元抽走。
打开设备在主开关上打开设备之后,紧急制动信息显示在显示器上,需要“回车键”进行确认。
该设备现在将进入准备方式。
再次按下开始按钮,开始一个单元基础功能的初始化。
成功完成之后,单元将进入自动模式并且准备运转单元的PC操作启动PC程序PC启动之后,操作XS1_D的软件程序自动开始运行。
界面结构太阳电池印刷机的影像工序和控制单元都集成于一个工业PC。
控制器由以下零件构成:●影像工序和单元控制的计算机。
●带有镜头的3个CCD摄像头。

电池丝印印刷作业指导书1. 目的:为电池生产线丝网印刷工段的作业提供标准的操作指导,使丝网印刷工段的生产操作管理规范化、标准化。
2. 范围:2.1 适用于电池生产线丝网印刷工段,从印刷作业准备至印刷结束所有生产操作步骤和要求。
3. 职责:3.1生产操作员工3.1.1负责依照作业指导书要求,按标准进行生产作业,掌握正确的印刷操作方法,确保操作安全、人身安全。
3.1.2 负责对印刷线设备进行标准、规范化操作,并配合、协助设备的日常维护工作。
3.2设备人员3.2.1 负责印刷线所有生产性设备资产的完好性,负责制定日常运行维护、维修及检修计划,并按计划落实,确保生产的安全、正常运行;3.2.2 负责部门内设备运行原始资料的累积,保管,随时检查设备运行状态,并记录异常,积极跟踪异常情况,处理设备故障;3.2.3 负责应对印刷线常见、突出、重大的设备异常、故障;制定落实整改措施、预防措施、应急方案。
3.3工艺人员3.3.1 负责印刷线生产工艺运行的正常性、稳定性;3.3.2 负责部门内工艺运行原始资料的累积,保管,随时检查工艺运行状态,并记录异常,积极处理工艺异常;3.3.3 负责应对印刷线常见、突出、重大的工艺异常;制定落实整改措施、预防措施、应急方案。
4. 名词定义:4.1丝网印刷:丝网网版的部分孔能够透过浆料,漏印至硅片上;网版上其余部分的网孔堵死,不能透过浆料,在硅片上形成空白;其制作方法是以网布为支撑体,将丝网绷紧在网框上,然后在网上涂布感光胶,形成感光版膜,再将图形底版密合在版膜上晒版,经曝光、显影,网版上不需要透过浆料的部分受光形成固化版膜,将网孔封住,印刷时不透浆料,网版上需要透过浆料的部分的网孔不封闭,印刷时浆料透过,在硅片上形成之特定的图形。
5. 工作内容:5.1 丝网印刷工艺目的、原理、内容简介:5.1.1 印刷的目的:在制好的PN结的硅片上、下表面印刷相应的金属电极,经过烧结后使由于光照产生的载流子被顺利导出,实现太阳电池的光电转化;5.1.2 印刷的原理:网版在印刷时通过一定的压力使浆料通过网版的孔眼转移到硅片上形成图象和文字;5.1.3 印刷基本的要求是保证印刷图形的完整和对称,印迹饱满。
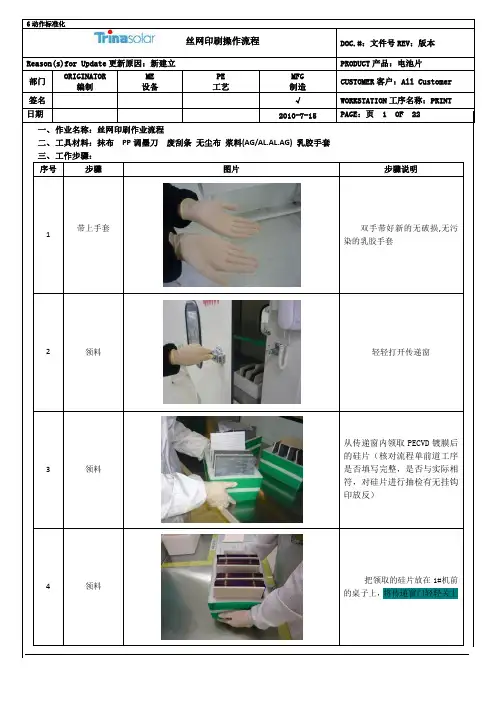
丝网印刷参数调整原则【东和网版】摘要: 一、Printing (印刷方式选择) Alternate squeegee (不刮浆料交替印刷) , Double squeegee (不刮浆料每片印刷两次) Squeegee and flood (先印刷后刮浆料) Flood and squeegee (先刮浆料后印刷) 二、Screen (网版): ...一、Printing (印刷方式选择)Alternate squeegee (不刮浆料交替印刷) , Double squeegee (不刮浆料每片印刷两次)Squeegee and flood (先印刷后刮浆料) Flood and squeegee (先刮浆料后印刷)二、Screen (网版):Snap-off (网版间距)Park (网版正常停止位置)(-3000)μmSpeed upward (网版向上运动速度)(35)mm/s网版间距调整原则:在保证印刷质量的前提下,网版间距越小越好。
参考值为(-900~~ -1300)μm,太小易粘版或模糊不清,过大易印刷不良和损坏网版。
印第二道时可适当加大间距。
三、Squeegee (刮条):Down-stop (刮条深度)Park (刮条正常停止位置) (5000)μmPressure (印刷压力) (50~~70)N刮条深度和压力调整原则:在保证印刷质量的前提下,刮条下降深度和压力越小越好。
刮条深度参考值为(-900~~ -1300)μm,刮条下降过深或压力过大,易碎片和损坏网版,刮条下降深度不够或压力太小易印刷不良或粘版。
四、Advancement:(印刷运行)Printing Speed (印刷速度) (150~~230)mm/sFlood Speed (刮浆料速度) (450)mm/s注:每次更换不同的网版﹑刮条或浆料后,应根据实际印刷质量对参数作相应的调整!。
染的乳胶手套从传递窗内领取的硅片(核对流程单前道工序是否填写完整,是否与实际相符,对硅片进行抽检有无挂钩印放反)的桌子上,一致,有异常通知到上工序。
是否有脏片,是否有不良;后镀膜面向下放于承载盒内保硅片挂钩印方向与承载盒标识方向一致,量不能超过规定方向放于上料传送带上,次确认挂钩印方向装背电极网板角固定在网框上。
完好有无漏洞,位置是否正确,装背电极网板装背电极网板(更换网板过程参照换网板作业指导书)低位置。
按下锁定按键全固定在印刷臂上。
#机刮头#机刮头装到位后装在印刷头上。
#机刮头#机回机印刷头保证两边卡口全部卡入,旋紧螺丝。
从浆料放置区拿取一下型号是否正确,时间是否足够;左手稳住浆料桶身盖向左旋转域用右手从取下用右手的拇指和食指握住柄向里将搅拌5分钟将上的残余浆料沿桶口刮进浆料桶,保证左手五指抓住浆料桶底部,的拇指和食指握住1/33前用右手将左手将浆料桶口向下倾斜倒出约面的时候,用刀伸入网框区,并将倾斜当印刷头向前推进处于印刷状态时,迅速将用右手关闭两扇安全门。
转身步浆料添加完成后将上由里向外刮拭,PP再有浆料流下。
用废旧刮条将料回收用抹布将将擦干净的域将浆料桶盖上并拧紧区域转身步装背电场网板(更换网板过程参照换网板作业指导书)按键#机刮头#机刮头装到位后装在印刷头上。
#机刮头#机回机印刷头保证两边卡口全部卡入,旋紧螺丝。
指抠住桶盖起桶盖用右手从取下进行刮拭料和有机溶剂到浆料为止。
指握住上放置于工作台上拌,重复此动作桶沿上由里向外刮拭,留在上不再有浆料流下。
门料,右手如握笔状握住左侧上方,距离网板如果是满桶浆料,倾斜如果是度,加入如果是度,加入铲,手向上收回浆料桶。
刮拭,以回收残留在浆料,直到流下。
留浆料回收将擦干净的置于工作台上的浆料放置区前,双手关闭安全门质量有工艺调试印刷质量工艺调试完成后装背电极网板角固定在网框上。
装正电极网板装正电极网板(更换网板过程参照换网板作业指导书)低位置。
按下锁定按键全固定在印刷臂上。
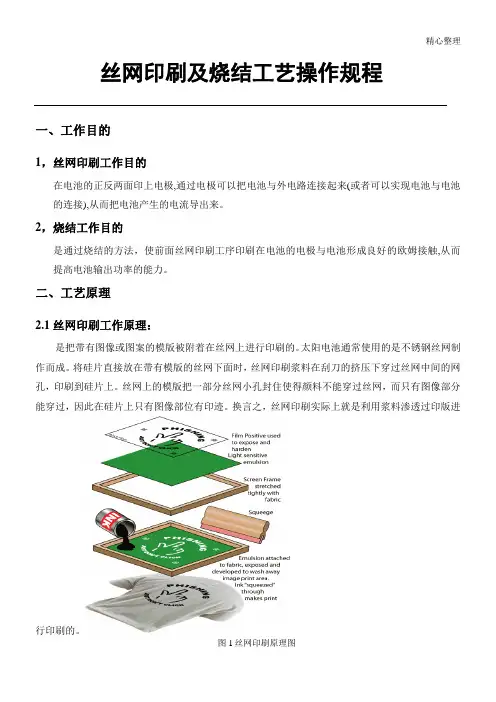
精心整理丝网印刷及烧结工艺操作规程一、工作目的1,丝网印刷工作目的在电池的正反两面印上电极,通过电极可以把电池与外电路连接起来(或者可以实现电池与电池2,从而2.1 作而成。
孔,能穿过,行印刷的。
图1丝网印刷原理图图2太阳能制造中电池片印刷原理图2.2 烧结工作原理干燥硅片上的浆料,燃尽浆料的有机组分,使浆料和硅片形成良好的欧姆接触。
烧结时电极将穿过减反射膜层直接与硅材料接触。
图3烧结原理图三、工艺操作步骤①确定抽风、冷却水、电、气运行正常;②③④⑤⑥⑦冷却水、4.11)2)3)换手套再去操作机器,避免把浆料沾污到设备及其他地方上;4)尽量减少在生产中可能的擦丝网次数及擦网时间,注意擦拭的力度,擦网时还须顺着栅线的方向擦。
5)禁止在烧结炉运行过程中,将手、身体靠近能动部件、炉子网带出口等;6)禁止在烧结炉上面覆盖物体,严禁在炉子附近存放可燃性气体;禁止在丝网印刷系统工作中设置或更改印刷系统和烧结炉的工艺参数;7)操作人员须戴手套操作,严禁裸手接触硅片、浆料,不得随意离开操作现场;8)各工序工作台上的物品要摆放整齐,浆料不能到处乱涂,最好用完后就用盖子将浆料口封住;9)保持印刷平台的清洁,随时清除平台上的任何碎片和异物,防止产生碎片或损坏网版;10)及时清理行走臂和烘箱里的碎片,防止堵塞电机或产生新的碎片;11)印刷台上的贴纸要平整、干净,否则易引起碎片或报警;12)出现报警时应首先查看报警信息显示,然后采取相应措施;13)机器自动运行时不要打开或调用需手动状态下运行的软件功能(如摄像校正,输入输出显示控制等),否则会造成死机;14)设备运行中禁止修改系统时间,否则会造成死机;15)严禁随意拆除机器上防护用的护盖或门锁;16)17)18)19)4.21(严盒内。
可用残破片切勿随意损伤或者将双片取下装入其他上料盒。
印刷完的硅片注意观察印刷的电极图形要印刷完整,并处在硅片正中,不能偏移(图形定位差小于等于0.2mm);发现电极图形印刷不完整或有偏移要及时停机调整,用无尘纸沿同一方向擦拭丝印网框底面。
意大利baccini 丝网印刷中文版1. FILE 文件Baccini S.p.a. - Via Postumia Ovest, 244. Olmi di S. Biagio di C. Treviso –Italy1.1. File Open打开文件下图这个界面可以打开工作文件在这个页面可以打开工作文件,其中包含着印刷参数、循环选项、影像系统设置。
在如图中的对话框中选择这需要的工作文件后,点击Open载入文件或点击Cance退出这个窗口。
Web: http:// baccini E-mail: baccini@interbusiness.it Tel. :+39 0422 892101 Fax :+39 0422 892238File: 2019 1045-1 Software menu.doc21.2. File Save保存文件这个命令把机器的实际参数保存在最后载入的文件中。
Web: http:// baccini E-mail: baccini@interbusiness.it Tel. :+39 0422 892101 Fax :+39 0422 892238 File: 2019 1045-1 Software menu.doc31.3. File Save As文件另存为这个界面可以保存工作文件在这个页面可以选择原有工作文件或输入一个新的文件名,然后保存印刷参数、循环选项、影像系统设置。
在如图中的对话框中选择这需要的文件后,点击Save保存文件或点击Cance退出这个窗口。
Web: http:// baccini E-mail: baccini@interbusiness.it Tel. :+39 0422 892101 Fax :+39 0422 892238File: 2019 1045-1 Software menu.doc 41.4. Exit退出Baccini S.p.a. - Via Postumia Ovest, 244. Olmi di S. Biagio di C. Treviso – Italy这个命令可以关闭程序并退出到windows2000的桌面,这个选项必须输入高级的口令。

丝网印刷及烧结工艺操作规程为更好地保证丝网印刷及烧结设备的生产正常进行,稳定生产工艺,提高印刷工序产品质量,进一步保证电池产品性能,特制定本作业指导书,以使操作人员的工艺操作有章可循,规范统一,同时,还为新员工的上岗培训提供教材参考。
一、工艺目的二、使用范围三、责任四、设备及工具五、材料与工艺气体六、工艺描述1、工艺原理2、工艺方案七、工艺准备1、工艺洁净准备2、设备准备3、原材料准备4、工装工具准备5、选择将要运行的工艺程序。
八、工艺操作九、安全操作十、检查事项十一、测试及检查十二、印刷不合格片的处理十三、丝网更换步骤丝网印刷及烧结工艺操作规程一、工艺目的在硅片上下表面形成电极,以利于电荷的收集。
二、适用范围电池车间Baccini印刷机,icos检测仪、despatch烧结炉。
三、责任本工艺操作规程由工艺工程师负责四、设备与工具Baccini印刷烘干机、Despatch烧结炉,自动搅拌机、搅拌器、电子秤、PVC手套、医用一次性手套、口罩、网版除塞剂、无尘布、刮刀、托盘、游标卡尺五、工艺材料镀膜后合格硅片、银浆、铝浆、银铝浆、背电极丝网A、背场丝网B、正面丝网C六、工艺描述1、工艺原理首先在硅片背面印刷银铝浆,形成背电极,有利于组件的焊接。
经烘干箱烘干后在硅片背面印刷铝浆,构成铝背场以收集正电荷,经烘干后在硅片正面印刷银浆,形成正面电极以收集电子。
在正、负电机及背场印刷结束后,进入Despatch烧结炉,在高温下形成铝硅合金、银硅合金,从而烧结形成正电极(背面),背电极(正面),铝背场(背面)。
2、工艺条件印刷烘干压缩空气压力6Bar,流量800NL/Min,真空流量80m3/h,压力600mmHg冷却水入水16-20℃,压力150PSI,流量10GPM.压缩空气:流量2700SCFH,压力60-70PSI3.工艺方案在印刷过程中应该调整适当的印刷压力、丝网和电池片之间的间隙和印刷速度。
C丝网每16小时必须更换。
光伏太阳能丝网印刷网版制版方式及参数详解网版制作的方法(评估内部培训文件)1.光浆直接制版法方法:在绷好的网版上涂布一定厚度的感光浆(一般为重氮盐感光浆),涂布后干燥,然后用制版底片与其贴合放入晒版机内曝光,经显影、冲洗、干燥后就成为丝网印刷网版。
工艺流程:工艺流程:感光浆配制已绷网——脱脂——烘干——涂膜——烘干——曝光——显影——烘干——修版——最后曝光——封网2.感光膜片直接制版法方法:感光膜片俗称水菲林,是以厚度为0.1mm的透明塑料薄膜为片基,幷在其一面涂布一层一定厚度的感光乳剂而成,使用时先将丝网充分湿润,然后贴上膜片,膜片通过毛细作用被吸附到丝网上,干燥后撕掉塑料片基进行曝光、显影,最终得到需要的图形。
工艺流程:已绷网——脱脂——湿润——贴膜——烘干——加固——曝光——显影——烘干——修版——封网3.直间接制版法方法:直间接制版的方法是在制版是首先将涂有感光材料腕片基感光膜面朝上平放在工作台面上,将绷好腕网框平放在片基上,然后在网框内放入感光浆并用软质刮板加压涂布,经干燥充分后揭去塑料片基,附着了感光膜腕丝网即可用于晒版,经显影、干燥后就制出丝印网版。
工艺流程:已绷网-----脱脂-----烘干-----剥离片基-----曝光-----显影-----烘干-----修版-----封网。
4.间接制版法方法:间接制版的方法是将间接菲林首先进行曝光,用1.2%的h2o2硬化后用温水显影,干燥后制成可剥离图形底片,制版时将图形底片胶膜面与绷好的丝网贴紧,通过挤压使胶膜与湿润丝网贴实,揭下片基,用风吹干就制成丝印网版。
工艺流程:1.已绷网----脱脂----烘干2.间接菲林-----曝光-----硬化-----显影land2-----贴合-----吹干-----修版-----封网5.网版各项参数详解5.1 目数和线径:单位:目数为目/cm 、根线/cm,线径为um。
例如:“ 400-16 ”表示每一平方厘米内400 个网孔数,其组成目数的每根网丝标定的直径为16um ,网丝是组成纱厚的单位。
意大利baccini 丝网印刷中文版1. FILE 文件BacciniS.p.a. - ViaPostumia Ovest, 244. Olmi di S. Biagio di C. Treviso – Italy1.1. File Open打开文件下图这个界面可以打开工作文件在这个页面可以打开工作文件,其中包含着印刷参数、循环选项、影像系统设置。
在如图中的对话框中选择这需要的工作文件后,点击Open载入文件或点击Cance退出这个窗口。
Web: http:// E-mail: baccini@interbusiness.it Tel. :+39 0422 892101 Fax :+39 0422 892238File: 2006 1045-1 Software menu.doc21.2. File Save保存文件这个命令把机器的实际参数保存在最后载入的文件中。
Web: http:// E-mail: baccini@interbusiness.it Tel. :+39 0422 892101 Fax :+39 0422 892238 File: 2006 1045-1 Software menu.doc31.3. File Save As文件另存为这个界面可以保存工作文件在这个页面可以选择原有工作文件或输入一个新的文件名,然后保存印刷参数、循环选项、影像系统设置。
在如图中的对话框中选择这需要的文件后,点击Save保存文件或点击Cance退出这个窗口。
Web: http:// E-mail: baccini@interbusiness.it Tel. :+39 0422 892101 Fax :+39 0422 892238File: 2006 1045-1 Software menu.doc 4Baccini S.p.a. - Via Postumia Ovest, 244. Olmi di S. Biagio di C. Treviso – Italy1.4. Exit退出这个命令可以关闭程序并退出到windows2000的桌面,这个选项必须输入高级的口令。
5 Web: http:// E-mail: baccini@interbusiness.it Tel. :+39 0422 892101 Fax :+39 0422 892238File: 2006 1045-1 Software menu.doc2. MACHINE机器21. Cycle循环循环页面包含除了有关特殊网板之外的所有机器参数,如“ Enable printing”, “ Enable magazine loader”“Enable oven heating”之类。
如下所列:1. Enable Printing (password required):这个选项不勾选时,印刷过程被跳过,硅片放到印刷台面上对齐(如“Alignment”选项被选取)后直接出料。
(需要输入口令)2. Enable Flip-Over:这个选项不勾选时,翻转器不工作,电池进入下工序前不被翻转。
3. Enable Oven Heating (password required):允许炉子加热。
4. Enable Unload Oven:炉子出片功能,在这个模式下,炉子只出硅片而不进硅片。
5. Enable Bypass Oven:炉子旁通功能,硅片在行走擘上直接进入下一工序而不进入炉体烘干。
的频率。
0表示取消自动加浆料。
PiecePrinted框中是最后一次添加6. Dispenser:可以设置自动添加浆料浆料以来印刷的次数。
这个功能也可在手动模式下通过按“PROPE”键来打开。
7. Enable Wafer Alignment (password required):这个选项允许在印刷之前通过摄像来校准硅片。
每个6电池片是否印刷在同一位置取决于它在印刷台面上的位置。
如取消这个选项,电池位置不会被检查。
(需要输入口令)Web: http:// E-mail: baccini@interbusiness.it Tel. :+39 0422 892101 Fax :+39 0422 892238 File: 2006 1045-1 Software menu.doc这个功能对网板上的基准标记进行定位,当更换网板8. Enable Screen Alignment (password required):或网板被解锁和锁定后进行。
(需要输入口令)9. Check Breakage Before:这个功能允许检查硅片在印刷前是否破碎。
10. Check Breakage After:这个功能允许检查硅片在印刷后是否破碎。
11. Paper Change:这是一个看门狗计数器,当任何一个印刷台面的印刷次数达到设置的数字时,机器停止运行,提醒操作人员更换台面纸。
设置为0时取消这个功能。
只在设定的那个台面上印刷。
正常模式下应设定为0。
12. Single Nest:单台面印刷,强制机器13. Piece dimension:硅片尺寸13.1:Length and Width: 长度和宽度,只能在机器A和B都在手动模式下进行修改。
13.2:Change piece size:点击这个按钮会调整电机的位置根据长度和宽度的值。
这个功能只能在手动模式下进行,并且机器必须进行复位。
14. Cycle Time (password required):机器的生产效率决定于行走臂的循环时间。
操作人员在右下方的方框(需要输入口令)内能设定这个时间,在左边的框内能读到所有行走臂的真实循环时间。
7 Web: http:// E-mail: baccini@interbusiness.it Tel. :+39 0422 892101 Fax :+39 0422 892238File: 2006 1045-1 Software menu.doc2.2.Print Data印刷数据在这个页面列出了一系列有关于印刷过程的参数,如印刷间距、括刀压力、印刷循环等。
这些参数能被手动的载入和保存,见菜单6.1。
当机器启动时自动载入最近一次使用的文件。
如下所列:1. Print type:有4种不同的印刷类型可供选择。
1.1. Alternate squeegee:通过括刀一次移动(往前或往后)在每个电池上印刷一次。
一个循环在每个电池上印刷二次。
1.2. Double squeegee:通过括刀来回移动(往前再往后)1.3. Squeegee and flood:先括刀往前移动,印刷一次,然后回墨。
1.4. Flood and squeegee:先回墨然后括刀往前移动,印刷一次。
2. Screen:下面是有关于印刷过程的一些参数:2.1. Snap-off:这是印刷时电池到网板的距离。
这个参数关系到Z向电机的运动,因为向下是正向,所以这个参数是一个负数。
2.2. Park:这是印刷完成后电池到网板的距离,这个参数也是个负数。
2.3. Speed upward:这是Z向电机在印刷完成后从印刷位置向上移动至停止位置的速度。
Web: http:// E-mail: baccini@interbusiness.it Tel. :+39 0422 892101 Fax :+39 0422 8922388 File: 2006 1045-1 Software menu.doc3.Squeegee:在印刷期间以下参数需要由使用者来设置:3.1. Down-stop:这是印刷时括刀的位置。
这个参数并不与snape-off相关联,如果操作人员改变了snape-off,一定要同步修改这个参数。
3.3. Park:印刷和回墨完成后,印刷头的停止位置。
3.4. Pressure:印刷时括刀下降到Down-stop位置,这个位置的参数必须设置得比电池稍低(0.3-0.4mm应该足够了),这样实际的压力(左边显示的数值)才能达到设置值。
单位是牛顿。
3.5. Pressure Mode:推荐使用压力模式。
这个选项决定印刷时用压力模式。
机器可以分别工作在压力模式或位置模式。
4. Advancement:4.1. Position 1:4.2. Position 2:4.3. Position 3:4.4. Position 4:括刀夹持器的水平移动必须依赖以下6个参数的设置:机器印刷时括刀前进的开始位置。
机器印刷时括刀后退的最终位置。
机器印刷时括刀前进的最终位置。
机器印刷时括刀后退的开始位置。
4.5. Printing speed: 4.6. Flood speed:机器印刷时括刀水平移动速度。
机器回墨时回墨刀的水平移动速度。
4.7. FLOOD SQUEEGE UP/DOWN:使用这两个按钮可以抬高或降低回墨刀,只能在手动模式下进行。
5. X, Y, Theta piece offsets:通过设置这些数值,操作人员能修正网板的位置:5.1 X offset: 5.2 Y offset:X向的偏移修正量。
Y向的偏移修正量。
5.3 Theta offset:角度的偏移修正量。
正数表示逆时针方向。
6. Delay After Print (Sec/10):离是必须的。
这是印刷完成后程序延迟抬高网板和括刀的时间,这对于网板和电池片的分7. Move in print position:间、停止位置。
在手动模式下操作人员通过点击这个按钮把网板移到印刷位置,括刀移到网板中Web: http:// E-mail: baccini@interbusiness.it Tel. :+39 0422 892101 Fax :+39 0422 892238File: 2006 1045-1 Software menu.doc92.3. Setup Sensor设置传感器1. Move Sensor:复位网板安装测距传感器。
操作时在印刷台面上放置一个平直的金属条,保证与台面平行,一头悬空在传感器上方,固定不动,点一次按钮传感器上升,再点一次按钮传感器下降。
完成后偏移量就显示在菜单2.2和本页中,传感器零值就完成修正。
2. Setup Sensor Actual Value:显示网板安装测距传感器的实际位置。
3. Setup Sensor Zero Value:显示网板安装测距传感器的零值位置。
Web: http:// E-mail: baccini@interbusiness.it Tel. :+39 0422 892101 Fax :+39 0422 892238File: 2006 1045-1 Software menu.doc 102.4. Operator Page操作页面这个页面并合了出现在其它菜单的主要功能,如2.1循环和2.2印刷数据。