太阳能电池丝网印刷常见问题及处理方法
- 格式:docx
- 大小:16.94 KB
- 文档页数:3
江西工程学院环境与能源工程学院毕业设计( 2016 届)题目:丝网印刷工艺中常见问题及其处理研究专业:光伏发电技术及应用丝网印刷工艺中常见问题及其处理研究摘要太阳能电池是新能源产业中重要的产品之一。
丝网印刷制作太阳能电池的背电极、正电极和背电场的生产工艺日趋成熟,成为当今太阳能电池制作的主流加工方式。
本文主要从实用、商品化太阳电池的生产与工艺研究出发,对太阳电池生产丝网印刷的研究及技术改进进行了全方位的描述。
关键词:太阳能电池;丝网印刷Research on common problems and treatment ofscreen printing processAbstractSolar cell is one of the important products in the new energy industry. The production technology of the back electrode, the positive electrode and the electric field of the solar cell is becoming more and more mature, which has become the mainstream of the solar cell production. This article mainly from the practical and commercial solar cell production and technology research, the solar cell production screen printing research and technology improvement of a full range of description.Key words: solar cell; screen printing目录摘要 (2)Abstract (3)1绪论 (6)2太阳能电池的基础及制作工艺 (7)2.1太阳能电池的基本结构 (7)2.2太阳能电池的工作原理 (7)2.3太阳能电池的制作工艺 (10)2.3.1清洗制绒 (10)2.3.2扩散制结 (11)2.3.3等离子刻蚀 (11)2.3.4去磷硅玻璃(PSG) (11)2.3.5减反射膜 (11)2.3.6丝网印刷 (12)2.3.7电极烧结 (12)3太阳能电池片的丝网印刷 (12)3.1丝网印刷的目的 (12)3.2印刷的原理 (12)3.3基本的太阳能丝网印刷 (13)3.4硅片正面和背面的印刷 (13)3.5相关工艺参数 (14)3.6设备要求 (14)3.7其他条件要求 (15)4丝网印刷常见问题及处理方法 (16)4.1常见问题 (16)4.2处理方法 (17)4.2.1一道背电极印刷 (17)4.2.2二道背场印刷 (18)4.2.3三道正电极印刷 (19)4.2.4烧结 (20)5结论 (21)6参考文献 (22)7致谢 (23)1.绪论能源利用技术的发展是人类控制自然能力的一个重要标志。
丝网印刷常见故障、报警及处理方法1.漏浆:原因:查看四个台面同一位置是否有浆料解决方法:根据在硅片上漏浆的位置,确定网版漏浆的位置,查看网版漏浆洞的大小,如果漏洞不大,选择合适的胶带在网版下面将漏浆的位置粘住,试做一片,查看是否仍然漏浆,如果仍然漏浆,重新修补,如果不漏,可以继续使用。
如果漏洞太大,无法用胶带修补的话,更换网版。
2.裂纹:原因:台面上有碎屑,实际压力比设定压力大出许多,网板上粘有碎片,换纸后有不平解决方法:清理碎屑,刮刀高度上升,擦拭网板,重新更换纸。
3.虚印:原因:印刷参数不好或者印刷刮条不平。
有时也可能是我们的网版使用的时间太长而造成虚印,台面的不平。
解决方法:抬高丝网间距,加大印刷的压力。
如果仍然不干净的话,可以尝试着更换刮条。
如果刮得干净看看网版的总的印刷数量,如果是因为网版使用的时间太长而造成虚印,我们在加浆料的时候采取少量多次。
4.堵网:原因:有干的浆料将本该漏印浆料的地方堵起来了。
解决方法:选择“先刮浆料后印刷”的印刷方式,将印刷头停在靠近自己的地方,按下F5键向上抬起网版,使用带酒精的抹布将堵网的地方擦干净即可。
5.印刷图形偏移:原因:印刷参数不正确、印刷台面太脏,造成摄像头进行待印刷硅片位置校正产生错误。
解决方法:调整印刷参数,即印刷的纵横轴的大小,即转角的度数。
更换印刷台面的纸张。
6.压板:原因:当某一个印刷台面上不断的碎片,并且碎片形状大同小异,印刷台面上可能有杂物。
解决方法:擦拭台面,如果还有碎片的话,更换印刷台面的纸张。
7.弯曲:原因:背电场印刷太厚解决方法:调整印刷参数。
如:减小丝网间距,同时加大印刷压力。
加大刮刀高度,减小印刷速度。
同时进行印刷前和印刷后的称重,看印刷是否符合印刷工艺要求。
8.铝苞:原因:印刷的浆料有点薄、网版有破损、折痕。
解决方法:减小压力,丝网间距加大,刮刀高度上升。
网版破损,请更换网版。
9.粘板:原因:丝网间距太小、印刷刮条不平,丝网刮不干净、印刷台面纸太脏,硅片吸附不住,硅片有厚薄不均。
丝网印刷中常见故障及解决方法:一、糊版糊版(堵版),指丝印图文在印刷中不能将油墨印到材料上的现象。
丝印糊版原因就是错综复杂的。
1、材料原因材料平滑度低,表面强度较差,印刷中产生掉粉、掉毛现象,会导致糊版。
2、车间温度、湿度及油墨性质原因丝印车间要保持一定的温度与相对湿度。
温度高,相对湿度低,油墨溶剂就很快挥发掉,油墨粘度变高,堵住网孔,停机时间过长,也会糊版,时间越长糊版越严重。
环境温度低,油墨流动性差也容易产生糊版。
3、丝网印版的原因网版在使用前要干净并干燥。
如果制好版放置过久不及时印刷,在保存过程中或多或少就会粘附尘土,印刷时如不清洗,就会造成糊版。
4、印刷压力的原因压力过大刮板与网版与材料不就是线接触而呈面接触,这样每次刮印都不能将油墨刮干净,而留下残油,经过一定时间便会结膜造成糊版。
5、丝网印版与材料间隙不当的原因网版与材料间隙过小,间隙过小在刮印后网版不能脱离材料,网版抬起时,印版底粘附油墨,这样也容易糊版与粘版。
6、油墨的原因油墨颗粒较大时,容易出现堵住网孔的现象。
因此要过滤油墨。
油墨干燥过快,容易糊版。
特别就是在使用挥发干燥型油墨时更为突出、用氧化干燥型油墨,糊版现象出现得不就是很多,如果过量使用干燥剂,也会发生糊版,油墨溶剂蒸发,使油墨粘度增高,而发生封网现象。
如果面积比较大,网版油墨消耗少,就容易造成糊版,(就是经常换用新油墨)。
油墨的流动性差,会使用油墨在没有通过丝网时便产生糊版,(降低油墨粘度提高油墨的流动性来解决)。
发生糊版故障后,针对油墨的性质,用适当的溶剂擦洗。
擦洗的要领就是从印刷面开始,由中间向外围轻轻擦拭。
擦拭后检查印版,如有缺损应及时修补,修补后可重新开始印刷。
应注意的就是,版膜每擦一次,就变薄一些、二、油墨在材料上固着不牢1、材料印刷前应对随印材料进行印前处理的检查。
当材料表面附着油脂类、粘接剂、尘埃物等物质时,会造成油墨与材料粘接不良。
2材料在印刷时为提高与油墨的粘着性,必须进行表面处理,须除尘后才印刷、三、锯齿丝印出现锯齿(包括残缺或断线)。
丝网印刷常见故障报警及处理方法丝网印刷是一种常用的印刷方式,但在操作过程中常常会遇到一些故障和报警情况,下面将介绍一些丝网印刷常见的故障、报警以及处理方法。
1.丝网粘住物料或工件故障原因:丝网张力不够、墨版座歪斜或错位、工件表面不平整等。
处理方法:检查丝网张力是否调整合适,需要根据实际印刷要求调整;调整墨版座使其与工作台平行并调整合适的座位位置;如果是工件表面不平整导致的问题,则需要考虑更换工件或采取其他措施进行修整。
2.墨版压力不均匀故障原因:墨版座错位、墨罩与墨版不平行、墨罩压力调整不当等。
处理方法:调整墨版座使其与工作台平行并调整合适的座位位置;保证墨罩与墨版接触部分平行,可以调整墨罩的角度或采用补偿垫片等方法;检查、调整墨罩压力,确保墨版与工作台之间的距离均匀。
3.墨版的镀网不良故障原因:镀网均匀度不够、网眼堵塞等。
处理方法:加强对墨版镀网质量的检查和控制,确保镀网均匀、完整;定期检查网眼是否堵塞,及时清理。
4.墨水不均匀故障原因:墨罩调整不当、腐蚀沟纹不明显等。
处理方法:调整墨罩使其与墨版接触均匀,墨水能够均匀分布;定期清理腐蚀沟纹,以保证墨水流畅。
1.墨水不足报警报警原因:墨水不足。
处理方法:及时添加墨水,注意墨水的储存和使用量的控制。
2.丝网张力异常报警报警原因:丝网张力过大或过小。
处理方法:根据报警提示进行调整,适当调整丝网张力。
3.墨罩压力异常报警报警原因:墨罩压力过大或过小。
处理方法:根据报警提示进行调整,适当调整墨罩压力。
4.墨版座异常报警报警原因:墨版座错位或损坏。
处理方法:检查墨版座的位置和状态,如有必要,则进行更换或修复。
总之,丝网印刷过程中常见的故障和报警情况很多,但只要掌握了正确的处理方法,就能快速有效地解决问题。
及时对丝网印刷设备进行维护和保养,做好印刷过程的质量控制,可以减少故障和报警的发生,提高印刷效率和产品质量。
丝网印刷中常见故障的分析及处理第一篇:丝网印刷中常见故障的分析及处理丝网印刷中常见故障的分析及处理在丝网印刷中,由于油墨的选择、印刷基材的特性、印刷环境因素的不定等等,容易造成各种各样的印刷故障,影响生产周期及产品质量,对用户及供应商带来损失。
如何来避免这些损失呢?现从以下一些分析可以让我们得到一些启示。
一、印刷图样不清晰产生的原因:1、油墨的选择不当或油墨本身存在质量问题;2、油墨过于快干,使印刷图纹或线条不清晰,产生图纹残缺或线条断线现象;3、油墨的粘度太高,印刷时产生图纹残缺或线条断线现象;4、印刷中出现塞版现象,影响油墨的正常过墨;5、印刷时刮刀压力不足或不均匀,造成过墨不均匀;6、承印物的表面凹凸不平。
处理方法:1、更换相适合的油墨;2、使用较慢干的溶剂调配油墨;3、调稀油墨或加入触变剂降低粘度;4、正确选择慢干溶剂稀释油墨,并注意印刷网版的过墨性能;5、印刷时加大刮刀力度,同时注意刮力的均匀性;6、处理承印物表面(如印刷粗纹底材可以先用光油或其它材料打底后再印刷。
二、油墨在印刷的时候经常塞版,影响正常使用。
产生的原因:1、油墨本身太快干或在气温较高的印刷环境下使用快干溶剂稀释油墨,2、油墨的粘度太高,在印刷细小文字或线条时造成塞板;3、调墨时加入溶剂不适当(如加入溶剂溶解力不够造成油墨返粗等);4、油墨本身的颗粒太粗,而使用印版网目过高,油墨不能正常过网。
处理方法:1、更换慢干形的油墨或根据印刷环境使用较慢干的溶剂调配油墨;2、调稀油墨或加入触变剂降低粘度;3、使用指定的溶剂稀释油墨,使油墨能够正常溶解或分散;4、更换细度更高的油墨。
三、印刷品出现明显网纹产生的原因:1、油墨过于快干;2、油墨的粘度太高,流动性不够;3、使用的网目太粗处理方法:1、使用较慢干的溶剂调配油墨;2、调稀油墨或加入触变剂降低粘度,提高油墨的流动性能;3、使用较高目数网纱。
四、印刷品出现明显水波纹产生的原因:油墨太稀或粘度太低,印刷时网距过低,印刷时产生油墨倒粘;排除方法:减少油墨中加入的溶剂份量,保持油墨的粘度同时适当调高网距,使印刷时能自然回弹五、油墨干燥不良产生的原因:1、选用溶剂不当,腐蚀底材(特别是印刷印刷软质PVC或覆膜尼龙布时容易产生);2、溶剂过于慢干或干燥时间不足;处理方法:1、选择与底材相适应的溶剂;2、选用较快干溶剂或延长干燥时间六、油墨附着力不良产生的原因:1、选用油墨与底材不适应;2、底材表面不干净,有油污或表面处理剂等(如:防腐剂、脱膜剂等);另外,一些特殊材料,由于表面张力过低也会影响油墨的附着力;3、干燥时间不足,油墨没有完全固化;4、过多加入助剂或加入助剂不当。
太阳能电池片丝网印刷遇到的工艺问题及处理
一、翘曲:
1.硅片太薄——控制原始硅片厚度
2.印刷铝浆太厚——控制铝浆重量
3.烧结温度过高——调整烧结炉4、5、6、7区温度
4.烧结炉冷却区冷却效果不好——查看风扇状况、进出水温度压力等
二、铝包:
1.烧结温度太高——调整烧结炉4、5、6、7区温度
2.印刷铝浆太薄——印刷铝浆重量加重
3.使用前浆料搅拌不充分——搅拌时间必须达到规定时间
4.铝浆印刷后烘干时间不够——增加烘干时间或提高烘干温度
5.烧结排风太小——增大烧结炉排风
6.烧结炉冷却区冷却效果不好——查看风扇状况、进出水温度压力等
三、虚印:
1.印刷压力太小——增大印刷压力
2.印刷板间距太大——减小板间距
3.印刷刮刀条不平——更换刮刀条
4.工作台板不平,磨损严重——更换工作台板
5.网印机导轨不平——重新调整导轨
四、粗线:
1.网版使用次数太多,张力不够——更换网版
2.网版参数不合格——核对该批网版参数,更换网版
3.浆料太稀,浆料搅拌时间太长——严格执行浆料搅拌时间规定
4.网印机参数不合适——调整网印机参数
五,漏印——网版有破损或者有杂物,可以用松油醇粘无尘布后擦拭网版相应位置。

丝网印刷中常见故障的分析及处理丝网印刷中常见故障的分析及处理在丝网印刷中,由于油墨的选择、印刷基材的特性、印刷环境因素的不定等等,容易造成各种各样的印刷故障,影响生产周期及产品质量,对用户及供应商带来损失。
如何来避免这些损失呢?现从以下一些分析可以让我们得到一些启示。
一、印刷图样不清晰产生的原因:1、油墨的选择不当或油墨本身存在质量问题;2、油墨过于快干,使印刷图纹或线条不清晰,产生图纹残缺或线条断线现象;3、油墨的粘度太高,印刷时产生图纹残缺或线条断线现象;4、印刷中出现塞版现象,影响油墨的正常过墨;5、印刷时刮刀压力不足或不均匀,造成过墨不均匀;6、承印物的表面凹凸不平。
处理方法: 1、更换相适合的油墨;2、使用较慢干的溶剂调配油墨;3、调稀油墨或加入触变剂降低粘度;4、正确选择慢干溶剂稀释油墨,并注意印刷网版的过墨性能;5、印刷时加大刮刀力度,同时注意刮力的均匀性;6、处理承印物表面(如印刷粗纹底材可以先用光油或其它材料打底后再印刷。
二、油墨在印刷的时候经常塞版,影响正常使用。
产生的原因:1、油墨本身太快干或在气温较高的印刷环境下使用快干溶剂稀释油墨,2、油墨的粘度太高,在印刷细小文字或线条时造成塞板;3、调墨时加入溶剂不适当(如加入溶剂溶解力不够造成油墨返粗等);4、油墨本身的颗粒太粗,而使用印版网目过高,油墨不能正常过网。
处理方法:1、更换慢干形的油墨或根据印刷环境使用较慢干的溶剂调配油墨;2、调稀油墨或加入触变剂降低粘度;3、使用指定的溶剂稀释油墨,使油墨能够正常溶解或分散;4、更换细度更高的油墨。
三、印刷品出现明显网纹产生的原因:1、油墨过于快干;2、油墨的粘度太高,流动性不够;3、使用的网目太粗处理方法:1、使用较慢干的溶剂调配油墨;2、调稀油墨或加入触变剂降低粘度,提高油墨的流动性能;3、使用较高目数网纱。
四、印刷品出现明显水波纹产生的原因:油墨太稀或粘度太低,印刷时网距过低,印刷时产生油墨倒粘;排除方法:减少油墨中加入的溶剂份量,保持油墨的粘度同时适当调高网距,使印刷时能自然回弹五、油墨干燥不良产生的原因:1、选用溶剂不当,腐蚀底材(特别是印刷印刷软质PVC或覆膜尼龙布时容易产生);2、溶剂过于慢干或干燥时间不足;处理方法: 1、选择与底材相适应的溶剂;2、选用较快干溶剂或延长干燥时间六、油墨附着力不良产生的原因:1、选用油墨与底材不适应;2、底材表面不干净,有油污或表面处理剂等(如:防腐剂、脱膜剂等);另外,一些特殊材料,由于表面张力过低也会影响油墨的附着力;3、干燥时间不足,油墨没有完全固化;4、过多加入助剂或加入助剂不当。
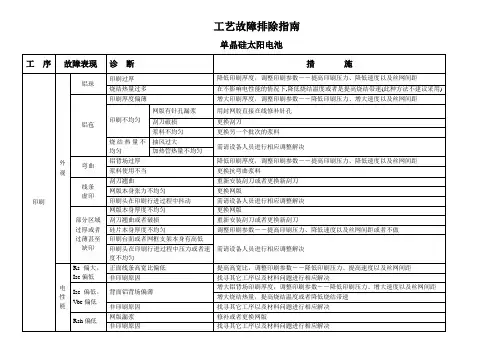
工艺故障排除指南单晶硅太阳电池工序故障表现诊断措施印刷外观铝珠印刷过厚降低印刷厚度,调整印刷参数--提高印刷压力、降低速度以及丝网间距烧结热量过多在不影响电性能的情况下,降低烧结温度或者是提高烧结带速(此种方法不建议采用) 铝苞印刷厚度偏薄增大印刷厚度,调整印刷参数--降低印刷压力、增大速度以及丝网间距印刷不均匀网版有针孔漏浆用封网胶直接在线修补针孔刮刀破损更换刮刀浆料不均匀更换另一个批次的浆料烧结热量不均匀抽风过大需请设备人员进行相应调整解决加热管热量不均匀弯曲铝背场过厚降低印刷厚度,调整印刷参数--提高印刷压力、降低速度以及丝网间距浆料使用不当更换抗弯曲浆料线条虚印刮刀翘曲重新安装刮刀或者更换新刮刀网版本身张力不均匀更换网版印刷头在印刷行进过程中抖动需请设备人员进行相应调整解决部分区域过厚或者过薄甚至缺印网版本身厚度不均匀更换网版刮刀翘曲或者破损重新安装刮刀或者更换新刮刀硅片本身厚度不均匀调整印刷参数--提高印刷压力、降低速度以及丝网间距或者不做印刷台面或者网框支架本身有高低需请设备人员进行相应调整解决印刷头在印刷行进过程中压力或者速度不均匀电性能Rs偏大,Isc偏低正面线条高宽比偏低提高高宽比,调整印刷参数--降低印刷压力、提高速度以及丝网间距非印刷原因找寻其它工序以及材料问题进行相应解决Isc偏低,V oc偏低背面铝背场偏薄增大铝背场印刷厚度,调整印刷参数--降低印刷压力、增大速度以及丝网间距增大烧结热量,提高烧结温度或者降低烧结带速非印刷原因找寻其它工序以及材料问题进行相应解决Rsh偏低网版漏浆修补或者更换网版非印刷原因找寻其它工序以及材料问题进行相应解决工序故障表现诊断措施烘干外观背表面有吸盘印没有烘干增大烘干温度,延长烘干时间非烘干原因——印刷过厚降低印刷厚度,调整印刷参数--提高印刷压力、降低速度以及丝网间距块状或者粉末状脱落过干或者升温过快降低起始烘干温度,或者降低整体烘干温度,缩短烘干时间水迹状脱落非烘干原因——表面不洁找寻其它工序以及材料问题进行相应解决电性能Rsh偏低没有烘干增大烘干温度,延长烘干时间电极牢固度电极附着不牢过干或者升温过快降低起始烘干温度,或者降低整体烘干温度,缩短烘干时间非烘干原因——表面不洁找寻其它工序以及材料问题进行相应解决非烘干原因——印刷过厚降低印刷厚度,调整印刷参数--提高印刷压力、降低速度以及丝网间距非烘干原因——浆料失效更换浆料非烘干原因——烧结热量不足增大烧结热量——提高烧结温度或者是降低烧结速度烧结电性能Rs偏大烧结热量不足增大烧结热量——提高烧结温度或者是降低烧结速度背表面颜色偏白Rsh偏小烧结热量过多减少烧结热量——降低烧结温度或者是提高烧结速度背表面颜色偏黄。
太阳能电池片丝网印刷学问点总结汇总消灭过一种降级的电池片 ,是由于刮刀有缺口,造成三根主栅上都有一条突起的刮痕,简洁引起包装碎片和焊接碎片,期望各班引以为戒, 觉察相像的问题,准时更换刮条。
G 档分类1、集中面放反:Uoc:0.57—0.60 Isc:1 左右Rs:100-200 左右Rsh:10 以内,约为 1 FF:50 以内(30-40)Irve1:12(也有正常的)Ncell:2%左右主要参数特征:Irev1>12,Rs>100,Isc=1 左右。
解释:集中时下面和反面都成 N 型,但反面 N 型集中的结浅,集中面放反后,原下面的N 型被Al 掺杂为P 型,原反面的浅结很简洁被烧穿。
2、局部集中:Uoc:0.58—0.60 Isc:3—4 Rs:10—20 Rsh:10 以内FF:50-60 左右Irev1 接近12 Ncell:10%左右主要参数特征:Isc 减小,Rsh<5,η=10解释:与上一个状况类似,下面有很多浅的结(被遮住的局部),形成局部烧穿漏电。
3、正面粘有铝浆Uoc 0.1 左右Isc:3 左右Rs 负的Rsh:0 Irev1>12Ncell<1% FF:24—25主要参数特征:Rs=-30mΩ, Rsh=0, Irve1>124、N 型片或高度补偿Uoc 0.02-0.06 Isc:5 左右Rs-20 左右Rsh:0Ncell:2-3% FF:100—200主要参数特征:Rs<0, Rsh=0, FF>100, Irev1=0.03解释:N 型片反面印刷铝浆后成为 P+型,下面集中后形成 N+型,从而产生电流。
5、方块电阻偏大Uoc 0.60-0.61 Isc:4 左右Rs:20 左右Rsh:10-20Ncell:10%左右 FF:50—60 Irev1 接近1主要参数特征:Rs 偏大, Isc 偏小, Rsh 偏小解释:方块电阻不均的直接影响就是薄层电阻 ,此外应为方块电阻偏大,致使薄层电阻偏大,串联电阻增大。
太阳能电池片丝网印刷常见问题解决方法
1.印刷速度对印刷效果的影响?印刷速度提高,会使浆料对网孔的填充效果变差。
使印刷的平整性变差,容易造成葫芦状栅线。
在一定范围内,印刷速度提高,可以使栅线高度上升,宽度变小。
2.浆料黏度对印刷效果的影响?浆料的黏度如果太小,会导致印刷的图形易扩大。
产生气泡,毛边;浆料的黏度如果太大,会导致透墨性差,会产生橘皮,小孔。
在许可范围内,浆料的黏度越小越好。
3.压力与间距的关系?压力越大,间距越大。
因为压力大时,刮刀与网版接触的地方凸出来的也越多。
间距小的话,硅片承受的压力会变大,容易造成碎片。
两个参数不能单独改变,否则会影响印刷质量和增大碎片率。
4.烧结过程中,各温区的作用?室温~300℃:溶剂的挥发。
300℃~500℃,有机树脂排出,需要氧气。
400℃以上,玻璃软化。
600℃以上,玻璃与减反层反应,实现导电。
5.出现铝珠怎么办?如果是印刷过厚,就调整参数,降低板间距,提高印刷压力;如果是绒面过大,提醒制绒改善工艺;如果是浆料不匹配,就改善浆料。
12。
a. 在输入-输出页检查有关的输入信号0E14。
该信号取自安装在传送横梁上下气缸表面上的传感器,如果该选项是高电平而错误信息标明“W1”则诊断中可能有误解。
同样,如果该选项是低电平而错误信息标明“W0”则诊断中可能有误解b. 在WAGO模块里检查输入信号0E14,每一个输入信号用xExx标明,第一个“x”是节点或盒号,“xx”是该节点或盒号里面的数字信号,例如0E14就是0号节点或盒号里的数字信号,不同的盒子被放置在机器的上部,第一个通常在印刷头上面,靠近PC部分,从正面看节点,可以看到通讯单元,CAN网线连接的地方,几个不同的模块用于数字的或相似的输入输出信号,这些数字信号被连接在顶上的黄色塑料模块上,每个模块能管理四个输入信号,它们的状态可以通过黄色塑料下的绿灯检查,从上面的左侧顺时针方向前进,这样,从最靠近黄色模块通讯单元,输入信号被读作0,1,2,3(第一个模块),4,5,6,7(第二个模块),8,9,10,11(第三个模块,这样一直下去,因此很容易地发现0E14,如果它是开着的而输入输出页里却是低电平(或相反),那么可能有一个软件错误或在输入输出单元有一个配置错误,或者与CAN网卡有一个通讯错误。
c. 检查信号来的地方的传感器状态:在这个例子中,它被安装在印刷机传送带的上缸表面上,如果传感器是开着的,而WAGO模块里是关着的,(或相反),则从传感器到WAGO的连接电缆可能有问题.d.检查传感器本身:它可能损坏了或者位置发生了偏移。
它很可能因松动而造成状态变化的假象.e.检查传感器应该所处的状态,在这个例子中检查传送带的位置,看它是否真的在上面或没有.f. 检查相关的输出信号:当传送横梁被要求升上来时,0A15(传送带下降命令)和。
丝网印刷故障产生的原因是多方面的,涉及丝印印版、丝印刮版、丝印油墨、丝印设备,丝印材料以及操作技术等诸多因素。
丝印故障的产生,有单一方面的原因的,但更多的则的错综复杂的诸原因的交叉影响的结果。
这是操作者在判定故障原因,采取相应对策时要特别注意的。
1、糊版产生的原因和解决办法是什么?糊版亦称堵版,是指丝网印版图文通孔部分在印刷中不能将油墨转移到承印物上的现象。
这种现象的出现会影响印刷质量,严重时甚至会无法进行正常印刷。
丝网印刷过程中产生的糊版现象的原因的错综复杂的。
糊版原因可从以下各方面进行分析。
①承印物的原因。
丝网印刷承印物是多种多样的,承印物的质地特性也是产生糊版现象的一个因素。
例如:纸张类、木板类。
织物类等承印物表面平滑度低,表面强度较差,在印刷过程中比较容易产生掉粉、掉毛现象,因而造成糊版。
②车间温度、湿度及油墨性质的原因,丝网印刷车间要求保持一定的温度和相对湿度。
如果温度高,相对湿度低,油墨中的挥发溶剂就会很快的挥发掉,油墨的粘度变高,从而堵住网孔。
另一点要注意的是,如果停机时间过长,也会产生糊版现象,时间越长糊版越严重。
其次是,如果环境温度低,油墨流动性差也容易产生糊版。
③丝网印版的原因。
制好的丝网印版在使用前用水冲洗干净并干燥后方能使用。
如果制好版后放置过久不及时印刷,在保存过程中或多或少就会粘附尘土,印刷时如果不清洗,就会造成糊版。
④印刷压力的原因。
印刷过程中压印力过大,会使刮板弯曲,刮板与丝网印版和承印物不是线接触,而是面接触,这样每次刮印都不能将油墨刮干净,而留下残余油墨,经过一定时间便会结膜造成糊版。
⑤丝网印版与承印物间隙不当的原因。
丝网印版和承印物之间的间隙不能过小,间隙过小在刮印后丝网印版不能脱离承印物,丝网印版抬起时,印版底部粘附一定油墨,这样也容易造成糊版。
⑥油墨的原因。
在丝网印刷油墨中的颜料及其它固体料的颗粒较大时,就容易出现堵住网孔的现象。
另外,所选用丝网目数及通孔面积与油墨的颗粒度相比小了些,使较粗颗粒的油墨不易通过网孔而发生封网现象也是其原因之一。
光伏丝印工序常见异常情况处理(精)常见异常情况处理方法一、堵网:1、车间温度、湿度与浆料性质原因:若温度高、相对湿度低,浆料挥发溶剂就很快挥发掉,浆料粘度变高,从而堵网。
注意:停止时间过长,会产生堵网,时间越长越严重。
其次,环境温度低,浆料流动性差也容易堵网,所以严格控制车间温度与湿度;2、网版:用松油醇擦干净并干燥后方能使用。
若放置时间过久不及时印刷,在保存过程中就会粘附尘土;3、印刷压力:印刷压力过大,会使刮条弯曲,刮条与网版和基板不是线接触,而成面接触,每次印刷都不能将浆料刮干净而留下残余浆料,时间长了就会堵网;4、印刷间隙不合适:太小也容易堵网;5、浆料原因:浆料颗粒大,要确保充足的搅拌时间二、翘曲:1、硅片太薄:控制原始硅片厚度;2、印刷铝浆太厚:控制铝浆增重量;3、烧结温度过高:调整烧结炉4、5、6、7区温度;4、烧结炉冷却区冷却效果不好:查看风扇状况、进出水温度压力等三、铝包:1、烧结温度太高:调整烧结炉4、5、6、7区温度;2、印刷铝浆太薄:增大铝浆的印刷量;3、使用前浆料搅拌不充分:搅拌时间必须达到规定时间;4、铝浆印刷后烘干时间不够:增加烘干时间或提高烘干温度;5、烧结排风太小:增大烧结炉排风;6、烧结炉冷却区冷却区冷却效果不好:查看风扇状况、进出水温度压力等;四、铝珠:1、印刷过厚:降低印刷厚度,调整印刷参数—提高压力,减低速度以及丝网间距;2、烧结热量过多:在不影响电性能的情况下,降低烧结温度或提高烧结带速;五、铝刺:1、背场印刷表面不均匀:检查刮条的平整度;2、烧结网带不洁净:清洗网带或对忘带进行打磨;3、烧结网带抖动严重:由设备人员来调整网带;4、烧结温度过高:不影响电性能的情况下降低烧结温度;六、虚印:1、网版堵塞:用松油醇先擦一遍,再用干无尘布擦干;2、印刷刮刀条不平:更换刮刀条;3、网版不合格:更换网版;4、车间温度与湿度不合适:温度控制在22±2℃,湿度控制在50±3%;5、印刷参数不合格:调整印刷压力、印刷间隙与印刷速度;6、工作台板不平,磨损严重:检查更换工作台板;7、印刷机导轨不平:设备重新调整导轨;七、粗线:1、原硅片为线痕片:控制线痕原硅片;2、网版使用次数太多,张力不够:更换新网版;3、网版参数不合格:核对该批网版参数,更换新网版;4、浆料太稠,搅拌时间太短:严格执行浆料搅拌规定;5、印刷参数不合适:调整印刷机参数;八、真空错误1、原硅片问题:硅片厚度不均匀;2、粘片:检查网版是否粘片;3、设备传送错误:找设备人员调整;九、对位错误:1、网版不干净:用无尘布蘸酒精擦拭网版四个基准点;2、原硅片边缘不整:拿出不规整的原硅片;3、设备问题:找设备人员调整机器;十、连续碎片:1、台面不平整:检查印刷台面是否不平整或有碎片;2、网版:检查网版是否粘有碎片,擦拭干净网版;3、刮条不平:检查刮条是否平整,更换新刮条;4、印刷压力过大:减小印刷压力;5、隐裂:检查前段工序是否有上述情况;十一、块状或粉末状脱落:1、烘干温度过高:降低起始烘干温度或降低整体烘干温度,缩短烘干时间;十二、烧结炉区不稳定:将温区停止加热,降低200度后重新启动加热,多次重复至稳定为止;十三、电性能参数:1、开路电压受光照的太阳电池处于开路状态,光生载流子只能积累与pn结两侧产生光生电动势,这是在太阳电池两端测得的电势差叫作开路电压,用符号Voc表示。
太阳能电池片中丝网印刷中的故障及解决方法在光伏工业中埋栅电池(BC)的网版印刷(SP)是晶体硅太阳能电池电极的主要技术。
伴随着太阳能电池光电转换效率的逐步提高,丝网印刷的工艺也需进一步改善,本文根据在南京中电光伏(CSUN)的生产实践以及与技术人员的交流,针对目前丝网印刷工艺中多出现的故障并提出相应的解决方案。
太阳能电池;丝网印刷技术;制造技术Abstract:In the photovoltaic industry,Buried Gate Cell(BC(and Screen Printing(SP(are major technologies for(crystalline silicon(solar cell electrodes.With the enhancement of the photoelectric conversion efficiency(of solar cells),screen printing process also needs improving.An investigation in CSUN and discussion with the engineers there on the SP process has been made,and a brief summary of the common technical problems in the process are presented in this paper with corresponding solutions.Key words:solar cell;screen-printing;processing1.引言万物生长靠太阳,地球上的风能,水能,海洋温差能,波浪能和生物质能,以及部分潮汐能都来源于太阳,即使是地球上的化石燃料(如煤,石油,天然气等),从根本上说也是远古以来储存的太阳能,因此太阳能的研究和应用是今后人类能源发展的最主要方向,如何更洁净,更效率的运用太阳能也是科学技术发展的前沿问题,伴随着光伏效应的发现,半导体技术的发展,利用光电效应将光能转化为电能的太阳能电池技术应运而生。
丝网印刷常见问题及处理方法
漏浆:
检查方法:检查每一个台面同一处有无浆料(适合一、二、三道)
解决方法:根据在硅片上漏浆的位置,确定网版漏浆的位置,查看网版漏浆处的大小,如果漏洞不大,选择合适的胶带在网版下面将漏浆的位置粘住,试做一片,查看是否仍然漏浆,如果仍然漏浆,重新修补,如果不漏,可以继续使用。
如果漏洞太大,无法用胶带修补的话,更换网版。
第三道网版漏浆解决的方法:查看漏浆是否在删线上,如果不在可用封网浆修补,如果在删线上,直接把网版更换。
注意事项:1在修补第一第二道网板时,在胶带粘帖位周围容易造成隐裂,观察确认后,方可生产.发现隐裂,立即更换网板.
2第三道网板使用封网浆,修补后,查看印刷质量.在封网浆周围是否有断线情况.如果发现有断线情况,用无尘布沾取少许清水,轻轻擦拭封网浆周围.在次使用封网浆修补网板时,注意时候有封网浆堵住副删线.
虚印
原因:1印刷参数没有调整.
2刮刀的不平整.
3原材料的问题,硅片厚薄不均.
4网板使用时间过长,造成网板的变形.
5台面不平整.
解决方法:1调整印刷参数,试着抬高丝网间距,加大印刷的压力和刮条深度。
2卸下刮刀,查看是否发生变形,更换刮刀.
3通过测量是否属于原材料的问题.
4更换网板,查看是否依然有这种情况产生.
5以上方法依然不能解决,通知工艺或设备处理.
注意事项:调整印刷参数后必须称重和查看是否出现隐裂,调整参数后的压力变大,容易产生隐裂. 更换刮刀时注意刮刀的平整和安装手法.
断线-3号机
产生原因:1由于长时间的印刷,网板内产生了干浆料.
2第二道台面留有铝浆,导致硅片制绒面粘有铝浆,在印刷第三道时,使铝浆堵住网板.
3杂务或细小的碎片,堵住网板.
处理方法:1浆网板内干浆料铲出,并用粘有松油醇的无尘布擦拭.
2更换②号机的台面纸,并用粘有松油醇的无尘布擦拭.
3做好车间内5S工作,发现碎片必须清理干净.
铝苞-②号机
产生原因:1印刷参数的问题.
2网版有小孔或折痕.
处理方法:1减小压力,丝网间距加大,刮刀高度上升,加快速度.
2检查铝苞产生处,在对照网板,查看网板是否有小漏洞.立即更换网板. 注意事项:1调整参数后必须称重,和查看是否有隐裂.
2查找网板漏洞产生原因,并解决
弯曲②号机
产生原因:1硅片太薄.
2参数的问题.
处理方法:1通知工艺询问处理意见.
2减小丝网间距,同时加大印刷压力。
加大刮刀高度,减小印刷速度。
同时进行印刷前和印刷后的称重,看印刷是否符合印刷工艺要求。
粘板
产生原因:1参数问题.
2 ①号机上料吸双片.
3网板张力不够.
4台面吸力不够
处理方法:1加大丝网间距和印刷压力。
2检查上料是否有吸双片问题.
3更换新网板.
4查看台面纸是否干净,如果干净还是台面吸力不够,通知设备.
粗点3号机
产生原因:1③号机是否有小漏洞.
2参数问题.
处理方法:1更换新网版.
2抬高丝网间距,加大压力,加大刮条深度.
隐裂-压板
产生原因:1台面网板上不干净
2实际压力比设定压力大很多.
3 注意干浆料
处理方法:1清理台面,擦拭网板.
2刮刀高度上升,减小压力.
3 做好工艺卫生
粗线3号机
产生原因: 1 刮刀不平
2印刷参数不对
3台面问题
4 网板问题
处理方法: 1 更换刮刀
2 增大压力,减小丝网间距
3 检查台面
4 更换网板
5 上述方法如果依然不能解决方法,通知设备。