过热度与中心偏析之间的关系
- 格式:docx
- 大小:38.81 KB
- 文档页数:2

连铸工艺参数对45#、70#钢铸坯冶金效果影响的探讨詹书申白瑞娟赵良江晁霞董文利(河南济源钢铁(集团)有限公司炼钢厂河南济源454650) 摘要:通过对45#、70#钢铸坯低倍组织情况的分析以及连铸工艺参数的总结,探讨出钢水过热度、拉速、塞棒自动控制、二冷配水及电磁搅拌等连铸工艺参数对铸坯低倍组织的影响。
通过对45#、70#钢中心碳偏析分析,表明随着钢中碳含量升高,连铸拉速、钢水过热度的增加,铸坯中心碳偏析有增大趋势。
关键词:铸坯的低倍组织;过热度;二冷配水;电磁搅拌参数;拉速;中高碳钢;中心碳偏析。
前言连铸工艺参数对钢坯的质量有着重要的影响。
尤其对优质钢的质量影响更大。
2004年9月份开始,河南济源钢铁(集团)公司(以下简称济钢)逐步开发生产了中高碳优质碳素结构钢。
用户对产品的质量提出了很高要求。
为此,炼钢厂对影响连铸坯质量的工艺参数进行了摸索。
为了进一步改善中高碳钢连铸坯质量,减轻中心偏析,提高等轴晶比例,又应用了结晶器电磁搅拌技术。
实践证明,通过优化连铸工艺参数和采用结晶器电磁搅拌技术,对产生优良的连铸坯低倍组织,减少中心偏析有明显的作用。
现以济钢所炼45#、70#钢铸坯的低倍情况和中心碳偏析情况加以总结分析。
1、连铸机的基本情况济钢3#连铸机系上海重型矿山机械有限公司制造安装其基本参数为:流数:4流间距:1200mm弧形半径:8m结晶器长度:900mm连铸坯规格:150mm ×150mm电磁搅拌方式:结晶器电磁搅拌M —EMS 液面控制方式:塞棒自动控制系统2.1所取45#、70#钢铸坯低倍样的炼钢工艺流程及执行标准,济钢品种钢铸坯低倍样连铸的工艺流程如图1所示:图1铸坯低倍样炼钢工艺流程图2.2执行标准为:GB226-91《钢的低倍组织及缺陷酸浊检验方》和YB/T153-1999《优质碳素结构钢和合金结构钢连铸方坯低倍组织评级图》。
3、铸坯低倍组织试验 3.1试样的制度从现场红坯上割取150mm ×30mm 的横剖样及150mm ×250mm 的纵剖样。
连铸工艺参数对高碳连铸坯成分偏析的影响姚桢;李长荣;刘卫【摘要】结合国内某钢厂高碳钢生产工艺现状,采用低倍检验和化学成分分析方法研究了过热度、拉速、二冷比水量对高碳连铸坯成分偏析的影响,对连铸工艺参数进行优化,确定了最佳的生产工艺参数.结果表明:过热度增大,铸坯的中心偏析、中心缩孔和中心疏松均有明显的恶化趋势;比水量增大,铸坯中心碳偏析程度得到改善,中心疏松和中心缩孔程度变化不大;拉速提高,中心碳偏析和中心疏松程度均得到改善,中心缩孔程度变化不大.最佳生产工艺参数为:过热度控制在15~25℃、拉速为1.80 m/min、比水量为0.72 L/kg.【期刊名称】《广州化工》【年(卷),期】2018(046)021【总页数】4页(P72-75)【关键词】高碳钢;小方坯;工艺参数;中心缺陷【作者】姚桢;李长荣;刘卫【作者单位】贵州师范大学材料与建筑工程学院, 贵州贵阳 550025;贵州大学材料与冶金学院, 贵州贵阳 550025;贵州师范大学材料与建筑工程学院, 贵州贵阳550025【正文语种】中文【中图分类】TF777.2高碳硬线钢作为金属制品的原料,被广泛用于制造预应力钢丝、钢绞线、钢丝绳、轮胎钢丝等,其拉拔性能的好坏将直接影响着产品的质量和使用。
而高碳钢由于具有较宽的凝固温度区间,在凝固过程中具有较大的糊状区,会使得连铸坯易形成中心偏析和中心缩孔[1]。
研究表明[2],中心偏析和中心缩孔是造成高碳钢线材在冷加工过程中拉拔断裂的重要原因之一。
因此,改善中心偏析对提高高碳钢连铸坯质量具有重要的现实意义。
本文选取国内某钢厂2#小方坯连铸机SWRH82B为实验试样,系统研究了拉速、过热度、二冷比水量等连铸工艺参数对高碳连铸坯成分偏析的影响,并在此基础上对连铸工艺参数进行优化,确定各连铸工艺参数的最佳控制范围,为高碳钢的实际生产提供理论依据。
1 实验1.1 取样方案本文主要研究国内某钢铁公司生产的SWRH82B预应力钢绞线,根据其具体生产工艺条件,先在实验流次取300 mm的铸坯样一块,再从该铸坯样上截取某一横截面试样(厚度为20 mm)用于成分分析和低倍检验。
40Cr钢铸坯碳元素偏析控制措施及原因浅析黄雁;赵文渊;杨仁强;杨伟勇;唐以宁【摘要】In view of the ingot segregatiaon defects in 40 Cr steel casting billet, the analysis of the segreation values of steel casting billet in different continuous casting process was analyzed by using the carbon sulfur analysis method, and the deviation was calculated. Results show that casting speed control in 0.7-0.75 m/min, degree of superheat control in 15 to 25 ℃, ratio of water control in 0.25 L/kg, mold electromagnetic stirring parameters control in the 180 A3 Hz, electromagnetic stirring parameters control in the 400 A8 HZ conditions, poor casting carbon segregation control with in 0.05%.%针对40Cr铸坯锭型偏析缺陷,利用碳硫分析法对不同连铸工艺条件下该钢种铸坯截面各处碳元素偏析值及偏析极差进行分析.结果表明:连铸拉速控制在0.7-0.75 m/min、过热度控制在15-25℃、比水量控制在0.25L/kg、结晶器电磁搅拌参数控制在180 A、3 Hz(单向旋转)、末端电磁搅拌参数控制在400 A、8 Hz条件下,铸坯碳元素偏析极差可控制在0.05%以内.【期刊名称】《四川冶金》【年(卷),期】2019(041)001【总页数】5页(P21-24,59)【关键词】40Cr;碳偏析;锭型偏析;偏析极差【作者】黄雁;赵文渊;杨仁强;杨伟勇;唐以宁【作者单位】芜湖新兴铸管有限责任公司, 安徽芜湖 241002;芜湖新兴铸管有限责任公司, 安徽芜湖 241002;芜湖新兴铸管有限责任公司, 安徽芜湖 241002;芜湖新兴铸管有限责任公司, 安徽芜湖 241002;芜湖新兴铸管有限责任公司, 安徽芜湖241002【正文语种】中文【中图分类】TF7740Cr是一种低淬透性调质合金钢,经调质处理后具有良好的综合力学性能,是使用最为广泛的合金调质钢钢种之一。
连铸工考试题库考点(题库版)1、判断题钢的热处理包括退火、正火、淬火、回火等。
正确答案:对2、问答题什么是轻压下技术?正确答案:铸坯中心偏析的形成是由于向内生长的凝固前沿形成搭桥,阻隔了钢水的向下输送。
凝(江南博哥)固与冷却收缩就会导致树枝晶间的富集S、P 的液体吸入,产生中心偏析。
严重的中心偏析影响铸坯质量。
为减轻中心偏析,在产生中心偏析段应用了该技术,就是在铸坯快要凝固处,对铸坯进行轻微的压下(如2-5mm),便可减轻中心偏析。
3、判断题炼钢中[Si]+[O2]=(SiO2)是吸热反应。
正确答案:错4、判断题偏析度小于1为负偏析。
正确答案:对5、填空题钢和铁的区别,一般是以()来区别的。
正确答案:碳含量的多少6、问答题实际生产中常见的夹杂产生原因有哪些?正确答案:1)耐火材料质量差造成的侵蚀产物;2)浇铸过程中捞渣不及时;3)结晶器内液面不稳定,波动过快过大,造成未溶解粉末的卷入;钢水Mn/Si比低造成钢水流动性差;拉速过低或浇注浇注温度偏低容易形成夹杂缺陷。
7、判断题铸坯含C量小于或等于0.17%时,方能允许进冷库冷却。
正确答案:错8、判断题轻压下技术可以减少铸坯的中心偏析。
正确答案:对9、问答题采用钢包喂丝技术对提高钢水质量有什麽好处?正确答案:在钢包喂含钙合金线,可以改变氧化物和硫化物夹杂的形态,能防止三氧化二铝夹杂物堵塞水口10、判断题中间包水口堵塞有两种情况,一是冷钢堵,另一种是夹杂堵。
正确答案:对11、问答题简述减少或防止铸坯脱方缺陷的主要措施。
正确答案:减少或防止铸坯脱方缺陷的主要措施有:(1)控制在线结晶器的使用工况和寿命;(2)调整好在线结晶器水缝的均匀性;(3)做好二冷,特别是足辊区铸坯四周的均匀冷却;(4)做好设备大弧的对准,在一定的精度范围内,中间包水口和二冷喷咀的对中及喷咀的畅通;(5)加强在线铸坯形状的检测,一旦出现脱方苗子要及时处理;(6)做好钢水以低过热度浇注。
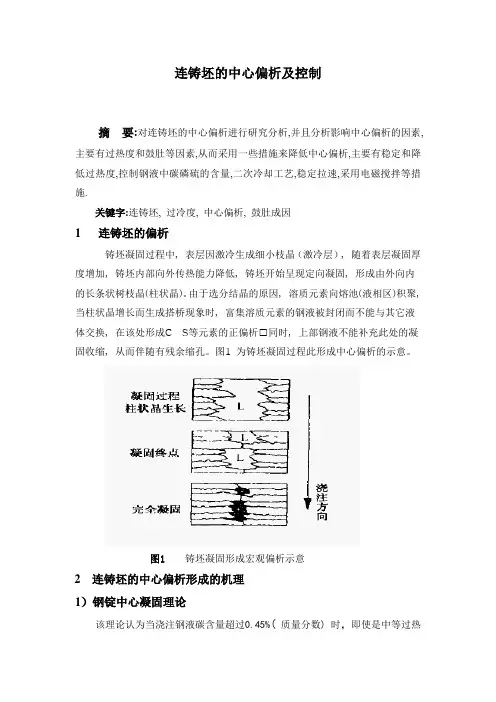
连铸坯的中心偏析及控制摘要:对连铸坯的中心偏析进行研究分析,并且分析影响中心偏析的因素,主要有过热度和鼓肚等因素,从而采用一些措施来降低中心偏析,主要有稳定和降低过热度,控制钢液中碳磷硫的含量,二次冷却工艺,稳定拉速,采用电磁搅拌等措施.关键字:连铸坯, 过冷度, 中心偏析, 鼓肚成因1 连铸坯的偏析铸坯凝固过程中, 表层因激冷生成细小枝晶(激冷层), 随着表层凝固厚度增加, 铸坯内部向外传热能力降低, 铸坯开始呈现定向凝固, 形成由外向内的长条状树枝晶(柱状晶)。
由于选分结晶的原因, 溶质元素向熔池(液相区)积聚, 当柱状晶增长而生成搭桥现象时, 富集溶质元素的钢液被封闭而不能与其它液体交换, 在该处形成C S等元素的正偏析同时, 上部钢液不能补充此处的凝固收缩, 从而伴随有残余缩孔。
图1为铸坯凝固过程此形成中心偏析的示意。
图1铸坯凝固形成宏观偏析示意2 连铸坯的中心偏析形成的机理1)钢锭中心凝固理论该理论认为当浇注钢液碳含量超过0.45%(质量分数) 时,即使是中等过热度的钢液也有柱状晶强烈增长的趋势,在凝固后期由于铸坯断面中心柱状晶的搭桥,当桥下面的钢液继续凝固时,得不到上部钢液的补充,下部区域就形成缩孔、疏松及中心偏析。
2)溶质元素析出与富集理论该理论认为铸坯从表壳到中心结晶过程中由于钢中一些溶质元素( 如碳、锰、硼、硫或磷) 在固液边界上溶解并平衡移动,从柱状晶析出的溶质元素扩散到尚未凝固的中心,即产生铸坯的中心偏析。
3 影响中心偏析的因素1)钢水的过热度过热度是决定等轴晶率大小的一个重要参数。
过热度越低,断面上产生的等轴晶率就越大,从而偏析程度就越小,经过统计大量的试验数据表明等轴晶率与过热度的关系如图1所示图2 等轴晶率与过热度的关系过热度低时,能提供大量的等轴晶核,生成等轴晶,阻止凝固前期柱状晶的形成,并生成由细小等轴晶组成的大面积等轴晶区。
若过热度高,柱状晶区便扩大,甚至产生柱状晶搭桥现象,从而形成中心疏松或缩孔,随之产生严重的中心偏析。
一、夹杂物引起断裂线材中非金属夹杂物的存在,破坏了组织的连续性,起到了一个显微裂纹的作用。
当受到外力作用时,在夹杂物的顶端首先产生附加的应力集中。
尤其在原奥氏体晶粒交界处出现的大块状、条状或片状碳化物,这些异常碳化物在材料冷变形时,严重地阻塞了位错的移动,致使该处产生应力集中。
当应力集中达到一定大小时便会使碳化物开裂,或在碳化物与基体交界处产生裂纹。
当裂纹达到失稳状态尺寸,地瞬时产生断裂。
非金属夹杂物的多少是衡量帘线钢质量高低的一个重要因素。
在用SEM对断口进行分析的过程中,经常发现非金属夹杂物。
在典型的杯锥状断口上有时候就能发现夹杂物,SEM表明大多为三氧化二铝夹杂或其它高熔点脆性夹杂物。
其避免主要是通过精炼,使夹杂物变为塑性低熔点夹杂物。
脆性夹杂物是引起钢丝断裂的重要原因之一,而夹杂物引起断裂分为以下几种形势:1、夹杂物与钢基体之间界面脱开拉伸过程中,在夹杂物周围的局部加剧了应力集中;裂纹优先在与拉应力垂直的夹杂物与基体的界面产生并沿着夹杂物与钢基体界面扩展,致使夹杂物与基体界面脱开。
2、夹杂物本身开裂由于脆性较矮杂物本身具有缺陷,在拉伸过程中,在缺陷处产生严重的应力集中,由于局部应力升高而导致夹杂物本身开裂。
;3、混合开裂钢中非金属夹杂物的形状、分布是没有规律的,因此夹杂物在钢中引起裂纹也是随机性的,取决于夹杂物的性质、尺寸、形状与分布,对于同类型的夹杂物,由于形状、分布和受力方向不同,往往产生断裂的情况也不尽相同,有时两种断裂方式同时存在,有时两种断裂方式交替进行。
4、沿两种不同类型夹杂物的相界开裂钢中经常出现几种夹杂物相共生在一起的复合夹杂物,由于各类夹杂物之间的力学性能和物理性质不同,相界结合力较弱,在拉应力作用下容易从相界开裂。
二、偏析引起的钢丝断裂在一定程度上,中心偏析对钢丝拉断的危害必脆性夹杂物。
因为偏析在更大程度上影响了钢丝的延伸性,从而使塑性变形不能在存在偏析的地方产生。
在钢丝最初的拉拔过程中偏析导致小的裂纹的出现,等进入了最终拉拔时就导致了人字形断口(chevroncracks) 在连铸过程中减少中心偏析的途径有以下几个:1、中心偏析随着中包过热度的降低而降低,因此中包的钢液温度应该尽可能的低;2、在结晶器和二冷安装电磁搅拌。
第44卷 第8期 2009年8月钢铁Iron and Steel Vol.44,No.8August 2009大方坯轴承钢中心偏析的成因及预防措施何庆文1,2, 王 宝1, 王福明1, 刘 青1(1.北京科技大学冶金与生态工程学院,北京100083; 2.莱芜钢铁股份有限公司特殊钢厂,山东莱芜271105)摘 要:对莱钢特钢厂连铸生产的大方坯轴承钢中心偏析的成因进行分析,研究了中间包钢水过热度等因素对中心偏析的影响,并对莱钢特钢厂的生产实践提出了预防措施。
改善连铸轴承钢的中心偏析的方法和途径有:降低和稳定过热度,合理选择拉速、二冷强度和电磁搅拌参数等。
关键词:轴承钢;方坯;中心偏析;预防措施中图分类号:TF762+.4,TF777.2 文献标识码:A 文章编号:04492749X (2009)0820039203C ause and Preventive Measure for CentralSegregation of B earing Steel B loomH E Qing 2wen 1,2, WAN G Bao 1, WAN G Fu 2ming 1, L IU Qing 1(1.Metallurgical and Ecological Engineering School ,University of Science and Technology Beijing ,Beijing 100083,China ; 2.Special Steel Plant ,Laiwu Iron &Steel Co.,Ltd.,Laiwu 271105,Shandong ,China )Abstract :The reasons of central segregation of 260mm ×300mm bearing steel bloom have been analyzed ,and the effects of superheat and other factors on central segregation have been investigated.Based on the analysis ,some countermeasures to prevent central segregation have been implemented according to the practice in Special Steel Plant of Laiwu Iron and Steel Co.,Ltd.Technologies which is used to induce the center segregation contain lowering and stabilizing superheat ,choosing reasonably casting speed ,intensity of secondary cooling water and the parameters of electromagnetic stirring and so on.K ey w ords :bearing steel ;bloom ;central segregation ;preventive measure作者简介:何庆文(19682),男,博士生,高级工程师; E 2m ail :lghqw @ ; 修订日期:2008212216 莱钢特钢厂轴承钢生产流程为:50t U HP 2EA F (铁水热装比大于50%)+50t L F +60t VD 真空脱气+3机3流大方坯全弧形合金钢连铸机+铸坯入坑缓冷、部分连铸坯直接热送轧制成材。
冷镦钢连铸坯的质量缺陷及控制邓南阳;张少全;汤寅波【摘要】对冷镦钢连铸坯的质量缺陷进行了分析和描述,对产生缺陷的原因及影响因素进行了深入的分析和思考,并通过采取优化冷却、调整结晶器液面控制方式、保护渣设计、加强关键设备的管理及规范操作等工作的开展,实现了铸坯质量的有效改善,提升了冷镦钢产品在市场上的竞争力.【期刊名称】《安徽冶金科技职业学院学报》【年(卷),期】2013(023)001【总页数】4页(P1-4)【关键词】冷镦钢;连铸;质量缺陷;控制【作者】邓南阳;张少全;汤寅波【作者单位】马钢第三钢轧总厂安徽马鞍山 243000;马钢第三钢轧总厂安徽马鞍山 243000;马钢第三钢轧总厂安徽马鞍山 243000【正文语种】中文【中图分类】TF777.2冷镦钢是通过冷镦加工的方法制造紧固件、连接件的钢种;采用冷镦工艺制造紧固件,不但效率高、使用方便而且节省大量用料。
冷镦过程中出现的主要质量问题是开裂,冷镦开裂的大部分情况下是由母材表面缺陷和内部缺陷造成的,如折叠、表面划伤、微裂纹、夹杂物超标和成分偏析等方面。
因此冷镦钢对铸坯质量要求高,必须严格控制铸坯表面的凹陷、振痕、裂纹和内部缺陷。
马钢第三钢轧总厂是于2003年开始试制生产冷镦钢的,目前已经形成从SWRCH8A~SWRCH35K比较完整的中低碳冷镦钢系列,各牌号冷镦钢成分见表1,提供连铸坯料的是该厂投产于2002年的2#方坯连铸机,主体设备由VAI引进,六机六流,断面140mm×140 mm。
表1 马钢冷镦钢各牌号成分牌号C Si Mn S P Als SWRCH8A ≤0.09 ≤0.060.25~0.35 ≤0.015 ≤0.025 0.025~0.035 SWRCH15A 0.15~0.18 ≤0.080.35~0.50 ≤0.015 ≤0.025 0.020~0.030 SWRCH18A 0.16~0.19 ≤0.080.60~0.75 ≤0.015 ≤0.025 0.020~0.032 SWRCH22A 0.19~0.22 ≤0.080.70~0.85 ≤0.015 ≤0.025 0.020~0.035 SWRCH35K 0.32~0.36 0.10~0.20 0.60~0.75 ≤0.015 ≤0.025 0.015~0.025 SWRCH35K-M 0.32~0.35 0.12~0.18 0.37~0.47 ≤0.015 ≤0.020 0.025~0.035 MFT8 0.19~0.23 0.10~0.151.33~1.37 ≤0.015 ≤0.020 0.030~0.040 SCM435 0.33~0.38 0.15~0.250.72~0.82 ≤0.015 ≤0.020 0.015~0.0251 现状调查1.1 表面缺陷根据现场实物分析,冷镦钢方坯的常见缺陷主要有纵向裂纹、钩型振痕、表面卷渣等形式,具体见图1-图3。
影响高碳钢连铸小方坯中心偏析的因素卢盛意(北京科技大学,北京100083)摘 要 介绍了英国4家钢厂为了减少高碳钢连铸小方坯中心偏析所采取的措施的试验结果。
Factors affecti n g cen tra l segrega ti on of h i gh carbon steel b illetsLU Shengyi(University of Science and Technol ogy Beijing,Beijing100083)ABSTRACT Experi m ental results in f our B ritish steel companies are intr oduced t o decrease the central segregati on of high carbon steel billets.Fact ors affecting the central segregati on of high carbon steel billets are analyzed.1 前言10年前,高碳钢很少用于连铸小方坯生产。
1997年以前轮胎钢丝等容易偏析的高碳钢几乎都用连铸大方坯来生产。
因为大方坯的浇注温度低,有利于形成等轴晶结构,又因为大方坯在轧制时的压缩量大,这二者都有利于减少偏析。
但用连铸小方坯来生产高碳钢时,生产成本低。
1997年英国4家钢厂(Scunthor pe,Sidenor,Is pat-HS W,I Jmuiden)共同研究了影响连铸小方坯高碳钢中心偏析的因素。
这些因素包括:钢水过热温度、二次冷却强度、电磁搅拌(E MS)、热轻压缩(TSR)、机械轻压缩(MSR)、浇注方法、小方坯尺寸、拉速等[1]。
2 钢水过热温度过热度低,使等轴晶结构百分比高,对减少偏析有利。
过热度高,在铸坯内产生“一个个小钢锭”(m ini-ingotis m)的结构,使机械性能不一致,在拔丝时容易断头。
2007年炉外精炼年会论文集211高碳钢连铸坯偏析问题的分析与探讨曾四宝1,2)李洪波1,2)包燕平1)刘建华1)韩丽娜1)1)北京科技大学冶金与生态工程学院; 2)济南钢铁集团石横特殊钢厂摘要本文针对石横特殊钢厂R9m连铸机生产SWRH82B、GCr15等高碳钢连铸坯的偏析问题,分析讨论了钢水过热度、拉速、二次冷却强度和组合式电磁搅拌对连铸坯碳偏析影响,并对中心碳偏析问题提出了改善措施。
关键词偏析;钢水过热度;二次冷却强度;拉速;电磁搅拌1 前言对高碳钢来说,由于碳含量较高造成导热性差、凝固区间大,连铸坯本身容易产生偏析、疏松和缩孔等缺陷。
当前轴承钢连铸坯的控制水平普遍要求碳中心偏析指数≤1.15;钢帘线钢对碳偏析有更严格的要求,一般碳中心偏析指数≤1.05,否则在拉丝和扭转过程中容易引起断裂。
最近十几年来,随着钢水二次精炼、保护浇注、二次冷却、电磁搅拌和轻压下等技术的发展,高碳钢连铸技术也相应得到发展。
实际上,影响高碳钢连铸坯偏析的因素很多,如钢液过热度、二冷参数、拉速及电磁搅拌方式等。
关于钢液过热度对偏析的影响,国内外冶金工作者进行过大量的研究,得出了明确的结论,即随着过热度的降低,连铸坯的偏析逐渐减轻。
但是关于电磁搅拌和二冷水量等对偏析的影响目前还有争议。
通过统计分析石横特殊钢厂2006年3~9月份的生产情况和工艺变化情况,探讨了高碳钢(如SWRH82B、GCr15)连铸坯碳偏析的产生原因以及公司进一步改善碳偏析的途径,为工艺和装备优化、改进提供依据。
2 连铸机基本参数流数:4流;铸机半径:R9000/17500mm;流间距:1250mm;结晶器长度:850mm;浇铸断面:150mm×150mm;最大拉速:2.8m/min;电磁搅拌方式:M + F—EMS;二次冷却方式:足辊水冷0段+气雾冷却1、2、3段;浇铸钢种:碳结钢20#、45#、40Cr、ML10~35,20CrMo、高碳钢70#、80#、72A、82B、GCr15焊条钢H08A、H08Mn2SiA等。
连铸方坯中心偏析连铸方坯中心偏析是指铸坯中心区域C、Mn、P和S等溶质元素的不均匀分布,在铸坯横剖面上表现为铸坯中心处溶质元素的浓度出现峰值,而在两边浓度最低;在铸坯纵剖面上则以V形偏析、U形偏析、点状偏析、线状偏析以及缩孔等表观形态存在,溶质元素沿中心线呈近似周期性波动。
通常,连铸方坯中心偏析不足以影响终极产品的质量,是答应存在的。
但在某些钢种如含碳量较高的硬线、钢帘线钢种及对C、Mn、S偏析敏感的抗氢致开裂管线钢种等的情况下,中心偏析则会影响终极产品的质量和加工性能,是一种典型的铸坯内部缺陷。
随着连铸方坯钢种档次的不断进步,铸坯中心偏析的题目也日益突出。
邻近凝固终了的粘稠状区域内,晶间富集溶质元素的液体活动和固体漂移是引起中心偏析的根本原因。
与板坯相比,连铸方坯的液芯末端比较狭长,轻易产生“搭桥”而形成“小钢锭”现象,因此连铸方坯中心偏析的形成机理与板坯有所不同,偏析的形态也有所区别。
V型偏析是连铸方坯最常见的中心偏析,在这方面所作的研究也相对较多。
有两种不同的V型偏析。
一种以等轴晶结构形式出现,里面含有很多偏析“通道”密布在一起,被称之为“密布型”V偏析。
此类V型偏析的成因被解释为:等轴晶形成了一骨骼,它在因凝固收缩而不断增加的负压的作用下被压碎,然后,来自晶间富集溶质元素的液体被吸收来补充凝固收缩,从而在被压碎的骨骼碎晶之间形成了很多偏析“通道”的“密布型”V偏析。
另一种则主要以柱状晶形式出现,为单一的大型的V偏析。
此类V型偏析的成因则被解释为:两边向内推进的凝固前沿之间产生了“搭桥”现象,并渐渐长大,终极阻隔了液体向下传送。
这意味着“桥”下面区域的液体将要在没有新的液体补充情况下凝固,于是,凝固和冷却收缩将在“桥”下产生孔***或很多微小通道(“小钢锭”成因),晶间富集溶质元素的液体将被向下、向中心吸收,形成了“单个大型”V偏析。
显然,消除“单个大型”V偏析、抑制“密布型”V偏析是减少方坯中心偏析的主要着手点。
钢水铁水1、钢水温度与钢熔点温度之差。
比如钢熔点1400度,钢水温度为1410度,过热度即为10度。
2、过热度太小,钢水易被夹杂物污染,同时易使水口发生堵塞甚至冻结,在连铸开浇初期,中间包尚未“热透”时,此问题尤为突出;而过热太大,则使铸坯中心偏析加重,甚至诱发拉漏事故,或者因形成的坯壳较薄而出现裂纹,同时使柱状晶得到发展。
因此,控制过热度是保证连铸产量和铸坯质量的关键工艺参数之一。
3、以上各位所说的“铁水”,是按化学元素的“铁”定义的。
但在钢铁厂里所说的铁,和铁水都是指含碳量高的生铁,和生铁水。
“发现他们老在钢水里加入铁水”,你误解了!炼钢工人是把含碳量高的铁水加到炼钢炉里,经过冶炼,按要求加入适当的合金成份,保留适当的碳,除掉多余的碳,和有害的杂质。
最后成为具有特定成份的钢4、含碳量区别,严格地说,含碳量大于2.14%即为铁,小于2.14%即为钢,实际的钢生产中含碳量一般较低,为亚共析钢.加入炉中的石灰等是为了脱磷\脱硫,其他合金应该是脱氧的作用和产品要求的成分.5、铁水怎么会变成钢水呢??!!这门技术目前国际上还没有人能突破。
首先你要明白铁水和钢水的区别:钢是含碳量为0.03%~2%的铁碳合金,含碳量2%~4.3%的铁碳合金称生铁。
所以说你的题目出错啦!只有“钢水能变成铁水”,而且还应在特定的条件下采取特定的手段。
目前我国只有几家公司能成功的利用工业纯废钢增碳技术把钢水变成铁水,这种手段能有效的控制铁液中的杂质元素和S、P含量,铁水很干净,而且成本较Q12生铁熔炼节省300~500元/吨。
6、冶炼195钢种为什么有钢水不流的现象那就是所谓的高温套眼啊,也有叫做高温截流或者是流动性差的。
最主要的原因就是钢水里面氧和脱氧剂里面的铝形成了三氧化二铝的高熔点物质,而且在水口内壁上凝结,影响钢水的流动性,初期是拉速下降,时间长了就会造成中包因为钢水置换的太慢而形成低温,如果没有新的钢水置换的话就会造成停机。
128管理及其他M anagement and other连铸工艺参数调整对连铸坯中心偏析的影响赵紫玉(唐山科技职业技术学院,河北 唐山 063000)摘 要:中心偏析能够影响铸坯的使用寿命和质量。
本文以钢坯为研究对象,首先从凝固晶桥、空穴抽吸、富集和溶质析出理论研究了中心偏析出现的机理。
然后,以某钢铁企业的铸坯为试验对象,分析了钢水过热度的影响,将该参数控制在20°左右。
将拉速和二冷比水量两个连铸参数相结合,得到了最佳配比,确定了将二冷比水量提高0.04kg/t,将转炉的拉速降低至0.06m/min,为最佳连铸工艺。
关键词:铸坯;连铸工艺;钢水过热度;拉速中图分类号:TF777 文献标识码:A 文章编号:11-5004(2020)03-0128-2收稿日期:2020-03作者简介:赵紫玉,女,生于1983年,汉族,河北迁西人,本科,高校讲师,研究方向冶金工程。
高碳硬线钢在预应力金属制品制造领域应用十分广泛,如轮胎钢丝、建筑钢丝绳、钢丝绞线以及应力钢丝等等,其中高碳硬线钢的使用寿命和质量与拉拔强度密切相关。
高碳钢的凝固温度区间较为宽泛,钢材料凝固过程中的糊状区较大,导致连铸坯形成中心缩孔或中心偏析等问题。
文献研究可知,高碳钢线材在冷加工中出现拉拔断裂的主要原因即为中心缩孔或中心偏析。
所以,努力改善连铸坯形成过程中的中心缩孔或中心偏析对高碳钢线材的质量具有重大意义。
1 铸坯中心偏析的形成机理在钢液凝固过程中,固液相中的溶质元素进行再分配,未凝固的钢水溶质元素在快速生长的柱状晶间富集,使得铸坯中的溶质元素不均匀分布,铸坯中心部位的硫元素、磷元素和碳元素等含量较其他位置明显增高。
1.1 凝固晶桥按照该理论,凝固组织中的钢坯柱状晶发展速度较快,随着高碳钢脚注工艺的进行,凝固过程中的铸坯热传导不均匀,使得柱状晶产生了不同的生长速度,铸坯中心位置形成了搭桥,上部的钢液无法及时的补充下部钢液,使得下部钢液收缩形成中心偏析、疏松或者缩孔。
过热度与中心偏析之间的关系
过热度的计算需要知道中包温度,液相线温度。
根据经验公式:
中包标准温度=液相线温度+中包标准过热度
而液相线温度
T L=1536.6-(90%[C]+8%[Si]+5%[Mn]+30%[P]+25%[S]+3[Al]+5%[Cu]+1.5% [Cr]+4%[Ni]+2%[Mo]+80%[N]+18%[Ti]
可以通过钢水中各个成分的含量确定来计算出液相线温度,然后根据连铸过程中中间包的温度,计算出中包过热度。
图1 过热度分布散点图
通过对武钢2010年7月至2011年3月的Q345B共计947炉钢水的中包过热度分析,得出以下结论:中包液相线温度均值为1503℃,中间包温度的均值为1531℃,中包过热度集中在20~40℃区间内,均值为28.25℃。
存在7炉钢水过热度高于50℃,4炉钢水的过热度低于15℃。
选取了其中过热度较高的炉次分析发现C026468(过热度60.77℃)根据液相线公式计算,其液相线温度为1480℃,与实际液相线平均温度相差较大,可认为是其成分不太稳定。
而其中过热度较低的炉次C131758(过热度6.4℃)则是因为其中包温度(1518.25℃)过低。
图2 中心偏析级别与过热度关系图
取武钢三炼钢2010年7月至12月的中心偏析程度C1.0~C2.0的Q345B硫印坯共32块,其中C1.0共17块,C1.5共12块,C2.0共4块,作其与过热度之间的柱状关系图。
从图中可以明显的看出C1.0级别的过热度均值为25.0763℃,C1.5级别的过热度均值为26.2884℃,C2.0级别的过热度均值为28.9316℃。
随着中心偏析程度的提高,过热度呈增加的趋势。
考虑到要降低中心偏析,必须尽可能的降低过热度,但是对于低碳钢,特别是含铝、铬、钛较高的钢种,钢液发粘,过热度会应该较高些。
建议过热度应尽量控制在20℃~22℃。