中心偏析与中心疏松的形成与预防
- 格式:pdf
- 大小:434.62 KB
- 文档页数:4
中心碳偏析中心碳偏析是指有机化合物分子中的一个碳原子与其他碳原子相比,由于电子密度的差异而发生偏移现象。
这种偏移可以导致化合物的性质和反应活性的变化,因此对于有机化学研究具有重要意义。
中心碳偏析的现象可以通过核磁共振波谱进行观测和研究。
核磁共振波谱是一种常用的分析技术,可以用于确定化合物的结构和分析化合物的成分。
在核磁共振波谱中,中心碳偏析可以通过观察化合物分子中的各个碳原子的共振信号强度来判断。
中心碳偏析的产生原因主要有两个方面。
一方面是由于有机化合物中的碳原子的电子密度不均匀,导致部分碳原子的共振信号强度较弱,从而出现中心碳偏析的现象。
另一方面是由于有机化合物分子的构型和空间排列的不同,导致部分碳原子的电子云相对于其他碳原子更容易受到化学环境的影响,从而产生中心碳偏析的现象。
中心碳偏析可以对有机化合物的性质和反应活性产生重要影响。
比如,在有机合成中,合成目标化合物的选择和优化往往需要考虑中心碳偏析的影响。
中心碳偏析还可以用于确定有机化合物的结构和鉴定化合物的异构体。
中心碳偏析的研究对于有机化学的发展具有重要的意义。
通过对中心碳偏析的深入研究,可以揭示有机化合物的电子结构和反应机理,为合成新的有机化合物和开发新的有机反应提供理论基础。
总结起来,中心碳偏析是有机化合物中碳原子的电子密度差异导致的偏移现象。
中心碳偏析可以通过核磁共振波谱进行观测和研究,对有机化合物的性质和反应活性产生重要影响。
中心碳偏析的研究对于有机化学的发展具有重要的意义。
通过对中心碳偏析的深入研究,可以揭示有机化合物的电子结构和反应机理,为合成新的有机化合物和开发新的有机反应提供理论基础。
在有机化学领域,中心碳偏析是一个重要的研究课题。
通过对中心碳偏析的研究,可以更好地理解有机化合物的性质和反应机理,为有机合成和药物研发提供理论指导。
同时,中心碳偏析还可以用于确定有机化合物的结构和鉴定化合物的异构体。
中心碳偏析的研究方法主要包括核磁共振波谱和理论计算两种。

板坯中心裂纹的形成原因及控制措施作者:张明国张菁文张尔康来源:《科技视界》2014年第22期【摘要】近来,济南钢铁集团炼钢厂连铸生产中频繁出现中心裂纹,严重影响铸坯质量。
本文根据铸坯结晶凝固过程应变理论及生产实践,就中心裂纹的形成原因及影响因素进行探讨,并提出有效的改进措施。
【关键词】板坯中心;裂纹;连铸生产0 前言铸坯中心裂纹在轧制过程中不能焊合,在钢板的断面会出现严重的分层缺陷,在钢卷或薄板的表面呈中间波浪形缺陷,在轧制过程中还会出现断带事故,给成品材的轧制和使用带来不利影响。
济钢集团总公司120t炼钢区域1号铸机自投产以来,生产一直稳定顺行,铸坯设计厚度200mm的占70%,厚度270mm铸坯占30%,但随着济钢对厚规格产品开发的加快,铸机基本全部生产270mm铸坯,铸机扇形段负荷增大,近年以来铸坯中心裂纹非常严重,产生了大量的废品。
本文结合生产实践,从连铸设备和工艺两方面对板坯中心裂纹的形成原因、影响因素等进行探讨并提出改进措施。
1 连铸机状况2 中心裂纹成因分析铸坯裂纹的形成是传热、传质和应力相互作用的结果。
带液芯的高温铸坯在铸机内运行过程中,各种力的作用是产生裂纹的外因,而钢对裂纹的敏感性是产生裂纹的内因。
铸坯是否产生裂纹决定于钢的高温力学性能、凝固冶金行为和铸机设备运行状态。
板坯中心裂纹是由于凝固末端铸坯鼓肚、中心偏析和凝固收缩产生的。
3 控制中心裂纹的对策3.1 控制良好的铸机设备运行状态钢的高温力学性能与铸坯的裂纹有直接关系,铸坯凝固过程中固液界面承受的应力(如热应力、鼓肚力、矫直力等)和由此产生的塑性变形超过允许的高温强度和临界应变值,则形成树枝晶间裂纹,柱壮晶越发达,越有利于裂纹的发展。
因此要减少铸坯产生裂纹的几率,就必须使作用在铸坯上的应力总和最小,减小应力有效的办法是使铸机设备处于良好的运行状态。
3.1.1 制定严格的铸机使用状况标准3.1.2 加强弯曲段、矫直段的维护辊道和框架在浇铸过程中受较大矫直力和钢水静压力作用,易产生变形,因此对弯曲段和矫直段进行重点维护,根据计算机监控铸机开口度变化情况,指导铸机有计划的检修,确保铸机设备具有可靠精度值。
连铸坯内部质量12、连铸坯内部裂纹有哪几种,如何防止?从结晶器拉出来的带液芯的铸坯,在弯曲、矫直或辊子压力的作用下,在正在凝固的,非常脆弱的固液交界面产生的裂纹,叫内部裂纹。
这种裂纹可通过铸坯试样的酸浸和硫印试验显示,严重的用肉眼就可观察到。
内部裂纹可分为以下几种:(1)矫直裂纹,是带液芯的铸坯在进行矫直时,受到的变形超过了所允许的变形率造成的,这种裂纹,可采用多点弯曲矫直和压缩浇铸技术来消除。
(2)压下裂纹,是由于拉辊压力过大,在凝固的铸坯固液两相区产生的。
这种裂纹,可采用油压控制拉辊机构或设置限位垫块等措施,就可防止。
(3)中间裂纹,主要是由于铸坯通过二次冷却区时冷却不均匀,温度回升大而产生的热应力造成的。
另外,铸坯壳鼓肚或对弧不正造成的外力,作用于正在凝固的固液界面,也可产生这种裂纹。
(4)角部裂纹,是由于结晶器冷却不均匀所产生的变形应力,作用在铸坯角部附近而产生的。
如尽量使结晶器内均匀冷却,就可防止这种裂纹。
(5)皮下裂纹,离铸坯表面3~10mm范围内的细小裂纹,主要是由于铸坯表层温度反复变化而发生多次相变,裂纹沿两种组织交界面扩展而形成的。
(6)中心线裂纹,在板坯横断面中心可风的缝隙,并伴随有S、P的正偏析,它是由凝固末期铸坯鼓肚造成的。
(7)星状裂纹,方坯横断面中心裂纹呈放射状。
铸坯在二次冷却区冷却太强,随后温度回升而引起凝固层鼓胀,使铸坯中心粘稠区受到拉应力而破坏所致。
(8)对角线裂纹,方坯横断面沿对角线方向产生的裂纹。
这是二次冷却不均匀,使铸坯发生扭曲(菱变)所致。
防止铸坯菱变可消除这种裂纹。
13、什么叫连铸坯中心疏松?如将连铸坯沿中心线剖开,就会发现其中心附近有许多细小的空隙,我们把这些小孔隙叫中心疏松。
在铸坯轧制时,当压缩比为3~5时,中心疏松就可焊合,对成品性能并无危害。
但对用于穿无缝管的铸坯,中心疏松是很有害的,可能会造成钢管内表面缺陷。
铸坯中心疏松严重时还会伴随着严重的中心偏析,对产品性能的危害较大。
中心裂纹和中心疏松的区别中心裂纹和中心疏松是常见的材料缺陷,它们在材料工程中具有不同的特征和影响。
本文将对中心裂纹和中心疏松进行比较,以便更好地了解它们之间的区别。
我们来看看中心裂纹。
中心裂纹是指在材料的中心位置出现的裂纹或裂缝。
这种裂纹一般是由于材料受到外部力或应力的作用而引起的。
中心裂纹的存在会导致材料强度的降低,并且容易引发材料的断裂失效。
中心裂纹的形状可以是直线状、弯曲状或呈放射状,具体取决于裂纹的形成原因和材料的性质。
中心裂纹的形成有多种原因,其中一个常见的原因是材料的内部缺陷或不均匀性。
例如,材料内部的气泡、夹杂物或非金属夹杂等都可能成为中心裂纹的起始点。
此外,材料的制造过程中可能存在的工艺缺陷也可能导致中心裂纹的形成。
因此,在材料的设计和制造过程中,需要采取相应的措施来避免中心裂纹的产生,以提高材料的整体性能和可靠性。
与中心裂纹不同,中心疏松是指材料内部的一种缺陷,即材料中心位置的密度较低或存在空隙。
中心疏松一般是由于材料的制造过程中存在的工艺问题导致的。
例如,材料的热处理过程中温度不均匀或冷却速度不当等都可能导致中心疏松的形成。
与中心裂纹不同,中心疏松的形状一般是球形或近似球形的,其大小和分布情况也会影响材料的性能。
中心疏松对材料的性能和可靠性也会产生负面影响。
首先,中心疏松会降低材料的强度和刚度,使其容易发生变形和破坏。
其次,中心疏松还可能成为应力集中的区域,从而加剧材料的疲劳破坏和断裂失效的风险。
因此,在材料的制造过程中,需要对中心疏松进行有效的控制和预防,以保证材料的质量和性能。
中心裂纹和中心疏松是材料中常见的缺陷,它们在形成原因、形状和对材料性能的影响上存在一些区别。
中心裂纹是由于外部力或应力作用而在材料中心位置形成的裂纹,会导致材料强度的降低和断裂失效的风险。
而中心疏松则是由于材料制造过程中的工艺问题导致的内部空隙或密度较低的区域,会降低材料的强度和刚度。
因此,在材料的设计和制造过程中,需要采取相应的措施来避免中心裂纹和中心疏松的形成,以提高材料的整体性能和可靠性。
低倍下钢的缺陷的分类、特征、产生原因及评定原则1.一般疏松:特征:在酸浸试片上表现为组织不致密,呈分散在整个截面上的暗点和空隙。
暗点多呈圆形或椭圆形,空隙在放大镜下观察多为不规则的空洞或圆形针孔。
这些暗点和空隙一般出现在粗大的树枝状晶主轴和次轴之间,疏松区发暗而轴部发亮,当亮区和暗区的腐蚀程度差别不大时则不产生凹坑。
产生原因:钢液在凝固时,各结晶核心以树枝状晶形长大,在树状晶主轴和各次轴之间存在着凝固时产生的微孔系析集,一些低熔点的组元,气体和非金属夹杂物,这些微孔系和析集的物质经酸洗腐蚀后呈现组织疏松。
评定原则:根据分散在整个截面上的暗点和空隙的数量、大小及他们的分布状态,并考虑树枝状晶的粗细程度而定。
2.中心疏松:特征:在酸浸蚀试片的中心部位,呈集中分布的空隙和暗点,他和一般的疏松的主要区别是空隙和暗点仅存在于式样的中心部位,而不是分布在整个截面上。
产生原因:钢液在凝固是体积收缩引起的组织疏松及锭中心部位因最后凝固时气体析集和夹杂物聚集较为严重所致。
评定原则:以暗点和空隙的数量,大小及密集程度而定。
3.锭型偏析:特征:在酸浸试片上呈腐蚀较深的,并由暗点和空隙组成的,与原锭型横截面形状相似的纽带,一般为方形。
产生原因:在钢锭结晶过程中由于结晶规律的的影响,柱状晶区与中心等轴晶区交界处成分偏析和夹杂聚集所致。
评定原则:根据框形区域的组织树松程度和纽带的宽度加以平定。
必要时可测量偏析框边距离试片表面的最近距离。
4.斑点状偏析:特征:呈现不同形状和大小的暗色斑点,不论暗色斑点与气泡是否同时存在,这种统称为斑点状偏析。
当斑点分散分布在整各截面上时称为一般斑点状偏析;当斑点存在于试片边缘时称为斑点状偏析。
评定原则:一斑点的是量大小和分布状况而定。
5.白亮带:特征:呈现抗腐蚀能力较强,组织致密的亮白色或浅白色框带。
产生原因:连铸坯在凝固过程中,由于磁搅拌不当钢液凝固前沿温度梯度减小,凝固前沿聚集溶质的钢液留出而形成白亮带。
连铸坯内部缺陷连铸坯的内部质量,主要取决与其中心致密度。
而影响连铸坯中心致密度的缺陷是各种内部裂纹、中心偏析和中心疏松,以及铸坯内部的宏观非金属夹杂物。
连铸坯的内裂、中心偏析和疏松这些内部缺陷的产生,在很大程度上和铸坯的二次冷却以及自二冷区至拉矫机的设备状态有关。
1)内部裂纹形成的原因各种应力(包括热应力、机械应力等)作用在脆弱的凝固界面上产生的裂纹成为内部裂纹。
通常认为内裂纹是在凝固的前沿发生的,大都伴有偏析的存在,因而也把内裂纹称为偏析裂纹。
还有一种说法是内裂纹是在凝固前沿发生的,其先端和凝固界面相连接,所以内裂纹也可以称为凝固界面裂纹。
除了较大的裂纹,一般内裂纹可在轧制中焊合。
连铸坯的内部裂纹是指从铸坯表面一下直至铸坯中心的各种裂纹,其中包有中间裂纹、对角线裂纹、矫直弯曲裂纹、中心裂纹、角部裂纹。
无论内裂文的类型如何,其形成过程大都经过三个阶段:1拉伸力作用到凝固界面;2造成柱状晶的晶界见开裂;3偏析元素富集的钢液填充到开裂的空隙中。
内裂发生的一般原因,是在冷却、弯曲和矫直过程中,铸坯的内部变形率超过该刚中允许的变形率。
通常在压缩比足够大的情况下,且钢的纯净度较高时,内裂纹可以在轧制中焊合,对一般用途的钢不会带来危害;但是在压缩比小,钢水纯净度较低,或者对铸坯心部质量有严格要求的铸坯,内裂就会使轧制材性能变坏并降低成材率。
2)中心裂纹铸坯中心裂纹在轧制中不能焊合,在钢板的断面上会出现严重的分层缺陷,在钢卷或薄板的表面呈中间波浪形缺陷,在轧制中还会发生断带事故,给成品材的轧制和使用带来影响A裂纹的成因分析铸坯裂纹的形成时传热、传质和应力相互作用的结果。
带液芯的高温铸坯在铸机内运行过程中,各种力的作用是产生裂纹的外因,而钢对裂纹的敏感性是产生裂纹的内因。
铸坯是否产生裂纹决定于钢高温力学性能、凝固冶金行为和铸机运行状态,板坯中心裂纹是由于凝固末端铸坯鼓肚或中心偏析、中心凝固收缩产生的。
1控制铸机的运行状态刚的高温力学性能与铸坯裂纹有直接关系,铸坯凝固过程固、液及诶按承受的应力(如热应力、鼓肚力、矫直力等)和由此产生的塑性变形超过允许的高温强度和临界应变值,则形成树枝晶间裂纹,柱状晶越发达,越有利于裂纹的扩展。
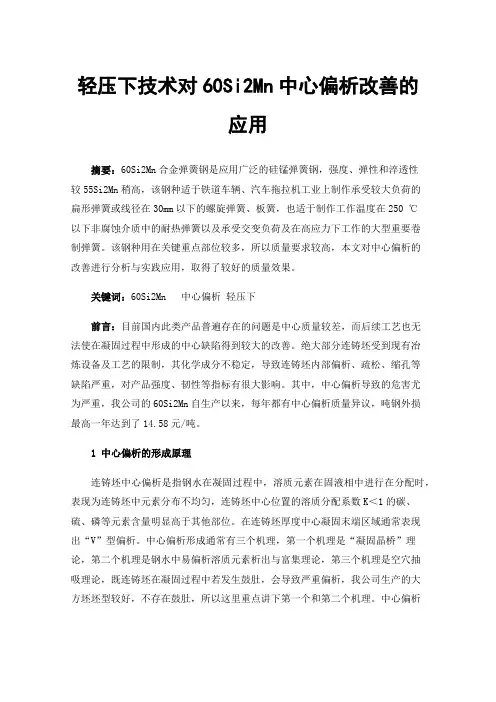
轻压下技术对60Si2Mn中心偏析改善的应用摘要:60Si2Mn合金弹簧钢是应用广泛的硅锰弹簧钢,强度、弹性和淬透性较55Si2Mn稍高,该钢种适于铁道车辆、汽车拖拉机工业上制作承受较大负荷的扁形弹簧或线径在30mm以下的螺旋弹簧、板簧,也适于制作工作温度在250 ℃以下非腐蚀介质中的耐热弹簧以及承受交变负荷及在高应力下工作的大型重要卷制弹簧。
该钢种用在关键重点部位较多,所以质量要求较高,本文对中心偏析的改善进行分析与实践应用,取得了较好的质量效果。
关键词:60Si2Mn 中心偏析轻压下前言:目前国内此类产品普遍存在的问题是中心质量较差,而后续工艺也无法使在凝固过程中形成的中心缺陷得到较大的改善。
绝大部分连铸坯受到现有冶炼设备及工艺的限制,其化学成分不稳定,导致连铸坯内部偏析、疏松、缩孔等缺陷严重,对产品强度、韧性等指标有很大影响。
其中,中心偏析导致的危害尤为严重,我公司的60Si2Mn自生产以来,每年都有中心偏析质量异议,吨钢外损最高一年达到了14.58元/吨。
1中心偏析的形成原理连铸坯中心偏析是指钢水在凝固过程中,溶质元素在固液相中进行在分配时,表现为连铸坯中元素分布不均匀,连铸坯中心位置的溶质分配系数K<1的碳、硫、磷等元素含量明显高于其他部位。
在连铸坯厚度中心凝固末端区域通常表现出“V”型偏析。
中心偏析形成通常有三个机理,第一个机理是“凝固晶桥”理论,第二个机理是钢水中易偏析溶质元素析出与富集理论,第三个机理是空穴抽吸理论,既连铸坯在凝固过程中若发生鼓肚,会导致严重偏析,我公司生产的大方坯坯型较好,不存在鼓肚,所以这里重点讲下第一个和第二个机理。
中心偏析发生在凝固末端的固液两相区内,是由于两相区也就是溶质元素富集区的浓化液相流动造成的。
凝固末端两相区分布如图1:由图 1可知,从液相区到固相,钢液溶质含量越来越大。
q2区凝固收缩引起的体积变化可以通过左端非浓化液相钢液来补充,q1区的凝固收缩引起的体积变化由q2区的浓化钢液来补充,P区凝固收缩的体积变化得不到钢液补充,因为P区的相邻枝晶互相“搭桥”阻碍了q1区的钢液向P区流动。
管坯中心偏析
管坯中心偏析是指管坯在冷却过程中,由于内外表面的冷却速度不均匀,导致管坯中心部分的组织结构与外表面的组织结构不一致的现象。
管坯中心偏析的原因主要有以下几点:
1. 冷却速度不均匀:由于管坯在冷却过程中,内外表面的冷却速度不同,外表面的冷却速度较快,内部中心处的冷却速度相对较慢,导致其中心部分的组织结构与外表面不同。
2. 结晶核的分布不均匀:管坯在凝固过程中,结晶核的分布不均匀也会导致中心部分的组织结构与外表面不同。
如果结晶核分布不均匀,中心部分的晶粒尺寸会较大,而外表面的晶粒尺寸较小。
3. 冷却介质的性质:冷却介质的性质也会影响管坯中心偏析。
冷却介质的传热效果不同,会导致内外表面的冷却速度不均匀,进而引起中心部分的组织结构与外表面的差异。
管坯中心偏析对于管材性能的影响较大,中心部分的组织结构与外表面的差异会导致管材在力学性能、耐腐蚀性能等方面存在差异。
因此,制造过程中应采取措施,如优化冷却介质的性质、调整冷却速度等,以减少管坯中心偏析的发生,提高管材的质量。