半固态成型的现状
- 格式:ppt
- 大小:682.00 KB
- 文档页数:12
基于半固态金属铸造工艺的研究现状及对策探索发布时间:2021-12-29T01:48:59.143Z 来源:《中国科技人才》2021年第22期作者:郑东琴[导读] 然后对半固态金属铸造工艺的发展前景进行了分析,具体内容包括成形方法、技术优势和应用展望,以望借鉴。
纽威工业材料(大丰)有限公司江苏盐城224100摘要:本文以半固态金属铸造工艺的研究现状和对策为题,介绍了机械搅拌法、电磁搅拌法、应变诱发熔化激活法和近些年的新方法,然后对半固态金属铸造工艺的发展前景进行了分析,具体内容包括成形方法、技术优势和应用展望,以望借鉴。
关键词:半固态金属铸造工艺;机械搅拌法;电磁搅拌法;流变铸造引言:在查阅资料后得知,半固态金属铸造工艺的发展历史已经长达二十余年,在多年的发展历史中,该工艺不断发展,基于该工艺所制造的合金为非枝晶组织合金。
由于该产品具有高质量和高性能的特点,故被广泛应用于高精尖领域。
这项工艺也因此被认为是 21 世纪最具发展前景的材料制备技术。
因此,对此项课题进行研究,其意义十分重大。
一、半固态金属铸造工艺的研究现状(一)机械搅拌法就半固态合金的制备来说,机械搅拌方法使用的时间最早,Flemings 使用的搅拌装置就组成部分来说,是同心带齿内外筒,即外筒旋转而内筒静止,可以对锡-铅合金的半固态浆液进行制备。
Lehuy 利用搅拌桨分别对铜合金的半固态浆液、锌=铝合金的半固态浆液、铝-硅合金的半固态浆液进行了制备。
之后搅拌器得到了改进,利用螺旋式搅拌器对 ZA-22 合金的半固态浆液进行制备。
在改进后,浆液在搅拌方面的效果得到了改善,使型内金属液在流动方面的强度得到加强,能让金属液具有向下的压力,对浇注有促进作用,使铸锭在力学方面的性能得到提升。
(二)电磁搅拌法电磁搅拌需要对金属液的旋转电磁场进行利用,形成感应电流,金属液会在洛伦磁力影响下进行运动,进而实现搅拌金属液目标。
现阶段使旋转磁场出现的方法共有两种,首先是传统方法,将交变电流接通感应线圈。
江苏理工学院JIANGSU UNIVERSITY OF TECHNOLOGY材料先进制备与成形加工技术课程论文学院名称:材料工程学院专业:机械工程2013年04 月浅谈金属半固态成形技术摘要本文综述了半固态成形技术,介绍了半固态成形技术的定义及其成形工艺,研究现状及发展应用,半固态浆料的制备方式及浆料的特点,最后对半固态技术进行了展望。
关键词半固态成形触变成形流变成形1.半固态成形技术定义金属半固态加工就是在金属凝固过程中,对其施以剧烈的搅拌作用,充分破碎树枝状的初生固相,得到一种液态金属母液中均匀地悬浮着一定球状初生固相的固-液混合浆料(固相组分一般为50%左右),即流变浆料,利用这种流变浆料直接进行成形加工的方法称之为半固态金属的流变成形;如果将流变浆料凝固成锭,接需要将此金属锭切成一定大小,然后重新加热(即坯料的二次加热)至金属的半固态温度区,这时的金属锭一般称为半固态金属坯料。
利用金属的半固态坯料进行成形加工,这种方法称之为触变成形。
半固态金属的上述两种成形方法合称为金属的半固态成形技术。
如下图一所示。
图一半固态成形技术2、半固态加工的成形工艺目前,金属半固态成形的工艺路线主要有两种:一种是触变成形,把制浆与成形结合在一起;另一种是流变成形,将制坯和成形结合在一起。
2.1 触变成形触变成形的工艺路线是将半固态合金浆料铸造成锭坯,根据产品尺寸需要进行下料,经二次加热后,在半固态温度下进行压力加工成形。
由于半固态坯料的加热、输送工艺较为方便,并易于实现自动化操作,因而触变成形工艺在得到了广泛应用。
如半固态金属触变压铸、触变锻造、触变挤压工艺目前都已成熟,并进入实际应用。
随着触变成形工艺的推广和应用,生产实践中发现触变成形工艺也存在一些不足,如成本高,坯料损耗过多,坯料重熔时固相率难以精确控制。
工艺图如图二所示。
2.2 流变成形流变成形是将制备的半固态合金熔体直接转移到成形设备进行成形的工艺方法。
固态电池行业发展现状及趋势一、固态电池行业的发展现状1、半固态兼具安全、能量密度与经济性,率先进入量产阶段。
半固态电池通过减少液态电解质含量、增加固态电解质涂覆,兼具安全性、能量密度和经济性,率先进入量产阶段。
全固态电池工艺并不成熟仍处于实验室研发阶段,而半固态电池已经进入量产阶段。
半固态电池保留少量电解液可以缓解离子电导率问题,同时使用固化工艺将液态电解质转化为聚合物固态电解质,叠加氧化物固态电解质涂覆正极/负极/隔膜,提升了电池的安全性/能量密度,同时兼容传统锂电池的工艺设备达到更易量产较低成本的效果,预计半固态电池规模化量产后成本比液态锂电池高10-20%。
2、国内半固态电池率先落地,2023年开始小批量装车。
国内以市场驱动为主,短期聚焦半固态电池技术,同时布局硫化物路线。
国内短期聚焦于更具兼容性、经济性的聚合物+氧化物的半固态路线,2020年实现首次装车突破但能量密度在260Wh/kg水平,性能提升有限。
2023 年实现360Wh/kg+装车发布,成为产业化元年,2024 年预计实现规模放量。
代表厂商为卫蓝新能源、清陶能源、辉能科技等,同时传统锂离子电池企业如赣锋锂业、比亚迪、宁德时代等也已进军固态电池相关业务。
3、海外主打全固态路线,各国力争实现商业化。
各国厂商研发生产模式差异化,主要通过自行研发、联合研发及投资初创公司,以全固态路线为主,材料体系选择多样,技术迭代迅速,部分企业已交付A样将并于2025年集中量产。
美国固态电池行业初创企业风靡,商业化进程较快。
着重于推动电动车产业链本土化,拥有大量固态电池初创公司,创新为主打且风格以快速融资上市为主要目的,技术路径多为聚合物电解质和氧化物电解质,商业化进程较快。
日本组织产学研联合全力搭建硫化物技术体系,日本厂商普遍较早布局固态电池,通常以企业与机构联合研发的形式推进,主攻硫化物固态电解质。
韩国内部研发与外部合作并行,主攻硫化物技术体系。
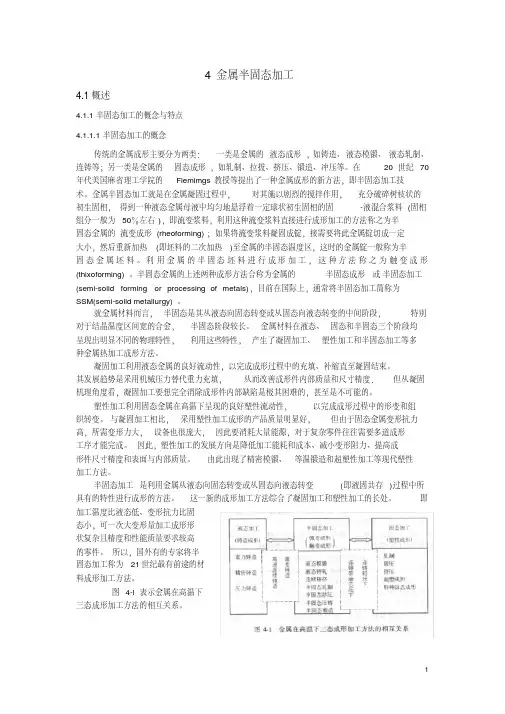
4 金属半固态加工4.1概述4.1.1半固态加工的概念与特点4.1.1.1半固态加工的概念传统的金属成形主要分为两类:一类是金属的液态成形,如铸造、液态模锻、液态轧制、连铸等;另一类是金属的固态成形,如轧制、拉拔、挤压、锻造、冲压等。
在20世纪70年代美国麻省理工学院的Flemimgs教授等提出了一种金属成形的新方法,即半固态加工技术。
金属半固态加工就是在金属凝固过程中,对其施以剧烈的搅拌作用,充分破碎树枝状的初生固相,得到一种液态金属母液中均匀地悬浮着一定球状初生固相的固-液混合浆料(固相组分一般为50%左右),即流变浆料,利用这种流变浆料直接进行成形加工的方法称之为半固态金属的流变成形(rheoforming);如果将流变浆料凝固成锭,接需要将此金属锭切成一定大小,然后重新加热(即坯料的二次加热)至金属的半固态温度区,这时的金属锭一般称为半固态金属坯料。
利用金属的半固态坯料进行成形加工,这种方法称之为触变成形(thixoforming)。
半固态金属的上述两种成形方法合称为金属的半固态成形或半固态加工(semi-solid forming or processing of metals),目前在国际上,通常将半固态加工简称为SSM(semi-solid metallurgy)。
就金属材料而言,半固态是其从液态向固态转变或从固态向液态转变的中间阶段,特别对于结晶温度区间宽的合金,半固态阶段较长。
金属材料在液态、固态和半固态三个阶段均呈现出明显不同的物理特性,利用这些特性,产生了凝固加工、塑性加工和半固态加工等多种金属热加工成形方法。
凝固加工利用液态金属的良好流动性,以完成成形过程中的充填、补缩直至凝固结束。
其发展趋势是采用机械压力替代重力充填,从而改善成形件内部质量和尺寸精度.但从凝固机理角度看,凝固加工要想完全消除成形件内部缺陷是极其困难的,甚至是不可能的。
塑性加工利用固态金属在高温下呈现的良好塑性流动性,以完成成形过程中的形变和组织转变。
《机电技术》2009年第1期机械设计制造半固态成型技术的发展与应用现状林文金(福建工程学院机电及自动化工程系,福建 福州 350014)摘 要:为了解决半固态成型技术中引起人们广泛关注的主要问题,加深人们对半固态成形技术的认识,以半固态成型技术区别于液态成型和塑性成型的本质为基础,采用对比讨论的方法分析了半固态成型技术的特点与优势,阐明了半固态成型技术的种类和区别,介绍了半固态成型技术的国内外应用现状。
指出了推动我国半固态成型技术长足发展和应用应该注意解决的若干瓶颈。
关键词:半固态成型 流变成型 触变成型 应用现状中图分类号:TG146.2文献标识码:A 文章编号:1672-4801(2009)01-030-03引言20世纪70年代初发展起来的半固态成型技术,使传统成型方式发生了深刻变化[1-5]。
随着研究的不断深入,半固态成型已经发展成为一项极具应用潜力的材料成型新技术,并已初步实现了工业应用。
然而,笔者在教学中发现大多数学生以及部分科技工作者对半固态成型技术发展与应用的诸多本质问题的认识仍然不够清晰。
本文对相关问题进行了阐述,以期加深人们对半固态成型技术的认识。
1 半固态成型技术1.1 半固态成型技术的提出及其科学含义半固态这一概念,最初来自于美国麻省理工学院[6]。
Flemings教授领导的研究小组发现金属材料在凝固过程中经强力搅拌后,枝晶网络骨架被打碎,成为近球状组织,此时的半固态金属具有成型时所需要的优异性能,易于通过普通加工方法制成制品,并冠以半固态成型[7-8],一直沿用至今。
所谓半固态成型(Semi-Solid Forming),是指将含有非枝晶固相的固液混合物在凝固温度范围内加工成型的一种材料成型新技术[1,3-4]。
1.2 半固态成型技术的特点与优势金属材料从固态向液态或从液态向固态转变过程中,均经历着半固态。
三个阶段中,材料呈现出不同特性,由此产生了液态成型、塑性成型和半固态成型。

半固态触变注射成形技术在Mg合金铸造中的应用前言:近年来,随着对环保等方面要求的提高,镁合金以其质量轻、比强度高、比刚度高、减震性好、耐电磁屏蔽和易回收等特点而从众多金属材料中脱颖而出,广泛应用于航空、航天、电子和汽车等行业。
特别是目前正在用于笔记本电脑和手机壳体的制造,有逐渐取代可回收性较差的塑料壳体的趋势,成为目前研究及应用的热点。
常用的镁合金成形方法主要有压铸、半固态铸造、挤压铸造等,其中压铸法是国内外广泛采用的镁合金成形方法。
但同压铸镁合金产品相比,半固态成形产品的铸造缺陷少,产品的力学性能及表面和内在质量高,此外还有节约能源、安全性好和近净成形性好等优点,因此镁合金的半固态成形受到了广泛的关注。
而镁合金半固态触变注射成形技术是目前半固态铸造技术的最新发展方向半固态浆料的内部特征是固液两相共存,在晶粒边界存在液态金属"半固态浆料主要有以下特点(1) 表观粘度半固态浆料组织特性的客观反映就是表观粘度"研究表明,半固态浆料的表观粘度与固相率密切,随着固相率的增加而增加"当浆料的固相率超过临界值时,粘度值迅速增加"(2)流变性半固态浆料的固相率为50%时,仍具有很好的流动性"这是因为金属液中的固相具有球状或类球状结构,导致半固态浆料的粘度降低"半固态浆料的流变性可分为稳态流变性和非稳态流变性"稳态流变性是指恒温恒剪切速率条件下的流变性,非稳态流变性是指连续冷却或者剪切速率变化条件下的流变性" (3) 触变性半固态金属的触变性是指表观粘度对剪切时间的依赖关系,反映了半固态浆料的依时行为"半固态浆料的表观粘度在一定的剪切速率下,随着时间的延长而逐步下降,具有可逆性"(4) 球状未熔固相颗粒半固态浆料中存在着一定分数的未熔球状或类球状固相颗粒,因此在凝固过程导致收缩减小,偏析减少"可以说正是因为球状未熔固相颗粒的存在,才使半固态浆料具有一系列的独特优点"流变成形是将金属液在从液相向固相的冷却过程中进行强烈搅拌,在一定的固相体积分数下通过压铸或是挤压的方式来成形(一步法);触变成形则是将由搅动设备所制备的半固态铸锭重新加热至半固态进行压铸挤压成形(二步法)。
铝合金半固态压铸成形过程的模拟铝合金半固态压铸成形是一种先将铝合金预热至半固态,然后以压铸的方式将其注入模具中。
这种成形过程常用于制造复杂形状的铝合金零件,具有高精度、高韧性和高耐热性的特点。
采用数值模拟方法可以有效地研究和优化这一成形过程。
本文将对铝合金半固态压铸成形过程的模拟方法、影响因素以及应用进行综述,总结目前这一领域的研究现状。
铝合金半固态压铸成形的模拟方法主要分为两个方面:固相区域的模拟和液相区域的模拟。
固相区域的模拟主要是通过有限元方法来研究铝合金的形变过程,包括应力分布、应变速率和细晶度等。
而液相区域的模拟则是通过计算流体力学方法来研究熔融铝合金的流动行为,包括注射压力、液相填充和凝固过程等。
影响铝合金半固态压铸成形的因素有很多,其中包括合金的成分、半固态温度、模具温度以及注射速度等。
合金的成分决定了其流动性和凝固性,而半固态温度和模具温度则影响铝合金的半固态行为和凝固过程。
注射速度对铝合金的充填性能和表面质量有重要影响。
研究这些因素的变化规律,可以为铝合金半固态压铸成形提供指导和优化方案。
铝合金半固态压铸成形广泛应用于航空航天、汽车制造和电子工业等领域。
通过数值模拟方法,可以提高产品的质量和制造效率。
例如,可以通过优化半固态温度和模具温度的组合,来控制铝合金的凝固过程,从而获得理想的微观组织和力学性能。
此外,模拟还可以研究注射速度对充填性能的影响,优化产品的表面质量和密度分布。
总之,铝合金半固态压铸成形的数值模拟是一种研究和优化这一成形过程的有效方法。
通过模拟,可以深入理解铝合金的变形和凝固行为,并优化工艺参数,从而提高铝合金零件的质量和性能。
随着数值模拟方法的不断发展,铝合金半固态压铸成形的模拟研究将迎来更广阔的发展空间。
半固态金属成形技术1. 引言半固态金属成形技术是一种新兴的金属加工技术,它将固态和液态的金属材料的优点结合在一起,可以制造出具有高强度、高精度、复杂形状的金属零件,具有极高的应用价值。
本文将介绍半固态金属成形技术的基本原理、应用范围、优点和发展前景。
2. 基本原理半固态金属成形技术的基本原理是将铸造过程中合金中铸晶的分布状态控制在半固态状态,通过控制合金的热状态和机械变形来实现金属成形。
具体而言,就是将合金熔融后,在一定的时间和温度范围内,控制其冷却速度,使合金中的铸晶呈现出部分熔化和形变状态,从而达到半固态的状态。
3. 应用范围半固态金属成形技术可以应用于航空航天、汽车、船舶、机械等领域的制造。
具有如下优点:(1)可以直接制造出高强度、高精度、复杂形状的零件,避免了加工中的残余应力和失真;(2)可以大幅减少加工成本,节约了材料和时间成本;(3)可以提高金属材料的性能和质量,增加产品寿命和安全性;(4)可以生产大尺寸、高质量的零件,提高了生产效率和产能。
4. 优点半固态金属成形技术具有以下优点:(1)成形精度高,可以实现微米级的精度控制;(2)成本低,可以节省大量人力、物力和时间成本;(3)高性能材料制造,可以生产出高强度、高耐热、高耐腐蚀的材料,扩展了金属材料的应用范围;(4)可持续发展,可以对既有材料进行再加工和再利用。
5. 发展前景半固态金属成形技术是一种有前途的金属制造技术,目前已经进入实际应用阶段。
未来,它将逐步替代传统的金属成形工艺,成为重要的先进制造技术之一。
同时,随着科学技术的不断发展,半固态金属成形技术也将不断创新和完善,提高成形速度和效率,扩大应用范围。
预计在未来的十年内,半固态金属成形技术将会取得重要的技术突破,推动金属制造行业的成型和发展。
6. 结论半固态金属成形技术是一种健康、可持续发展的金属制造技术。
它具有高效、高精度、高性能、低成本等优点,可以适应不同的金属制造领域的需求。
半固态铸造技术的研究现状学院:材料科学与工程学院班级:Y130302*名:***学号:s********流水号:s2*******半固态铸造技术的研究现状摘要:在本文介绍了半固态铸造技术的原理及其优势,半固态合金的制备方法,半固态铸造成形方法、在工业中的应用。
在文章的最后指出了我国半固态铸造技术长足发展和应该注意的若干问题。
关键词:半固态铸造制备成形1 液态成型技术简介液态成型技术是将熔融金属或合金在重力场或其他外力场作用下注入铸型型腔中,待其冷却凝固后获得与型腔形状相似的铸件的一种成型方法,工业上这种成型方法通常称为铸造。
更广义地讲,涉及金属或合金从熔炼到凝固这一过程的工艺方法都可称为液态成型技术。
液态成型方法有几千年的发展历史,它之所以经久不衰,是因为有其突出的特点。
对任何大小的零件,质量从几克到几百吨的零件;从仅0.2 mm的薄壁零件,到数米厚度的零件;从小到几毫米,大到几十米零件;从形状简单到任意复杂的零件都可以通过液态成型工艺制造出来。
对任何可熔化的金属与合金材质也都可进行液态成型,特别是对脆性材料(如铸铁)等,液态成型技术几乎是唯一的途径。
所以说,液态成型技术的广泛适应性是其他任何金属成形方法所无法比拟的。
此外,对于蓬勃发展的新材料而言,如单晶合金、非晶合金、纳米金属、金属基复合材料等,液态成型也是其中主要的、某些领域甚至是唯一的制备手段[1]。
2 半固态铸造技术2.1 半固态铸造技术原理半固态铸造技术是由美国麻省理工学院的MC Flemings教授等[2],于20世纪70年代初研究开发的新一代金属加工技术。
Flemings 教授领导的研究小组发现在普通铸造过程中,初晶以枝晶方式长大,当固相率达到0.2左右时,枝晶就形成连续网络骨架,失去宏观流动性。
如果在液态金属从液相到固相冷却过程中进行强烈搅拌,则使普通铸造成形时易于形成的树枝晶网络骨架被打碎而保留分散的颗粒状组织形态,悬浮于剩余液相中。
半固态加工成形技术及其发展现状Semi2Solid Metal Processing Forming T echnology and Its Current Development Situation 北京航空制造工程研究所 张大辉 李志强 胡 泽 盛蔼伦 梁慧凤北京科技大学 钟雪友 [摘要] 简述了半固态加工技术的起源和特点,重点介绍了该技术的两个重要环节———半固态合金坯料制备和零件成形工艺,综述了这种加工技术的工业化应用现状和发展前景。
关键词:半固态加工 坏料制备 成形工艺[ABSTRACT] The origin and characteristics of semi2solid metal processing technology(SSM)are intro2 duced briefly.As two important stages of SSM semi2sol2 id billets making and parts forming are emphatically de2 scribed.The present industrialization status and the ap2 plication in future of SSM are summarized.K eyw ords:Semi2solid processing Billet making Forming process半固态加工(Semi2Solid Manufacturing或Semi 2Solid Metal processing,SSM)起源于美国。
20世纪70年代初,麻省理工学院Spencer和Flemings等人[1]发现,凝固过程中的金属材料经强力搅拌,会生成近球状晶或球状晶组织。
在液固两相区内,含有这种组织的材料具有优异的流变性和触变性,成形时流动阻力小,对之实施的加工技术称为半固态加工。
30多年的发展历程中,SSM技术在制坯、重熔加热、零件成形、组织与力学性能、加工环节数值模拟以及合金流变学研究等许多方面取得重大进展。