材料加工原理之半固态铸造成形
- 格式:pptx
- 大小:3.97 MB
- 文档页数:34
半固态铸造工艺应用半固态铸造工艺是指在金属熔体中掺入半固态剂,通过特定的工艺条件,使金属熔体部分凝固成半固态状态,再进行铸造制造。
半固态铸造有着许多优点,例如成形良好、缩短加工周期、提高产品性能等。
以下将从原理、工艺、优缺点和应用等方面介绍半固态铸造。
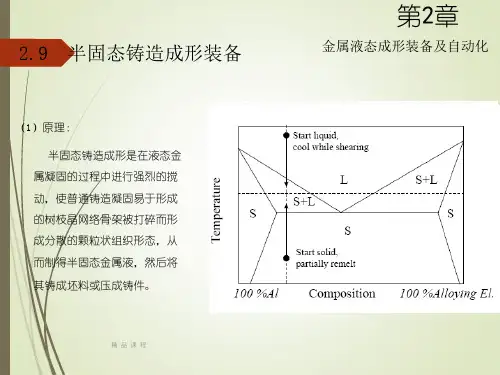
一、原理半固态铸造工艺的原理在于铸造时将金属熔体掺入半固态剂,控制好半固态熔体的比例和凝固温度,使其部分凝固成良好的半固态状态。
半固态状态下的金属材料不仅具有良好的流动性,而且还具有较高的塑性和较小的收缩率,使得铸件成形更加均匀、精准。
二、工艺1、原料准备:将金属熔体和半固态剂按比例配制,控制好加热和冷却的速度。
2、熔体搅拌:在混合后的金属熔体中通过机械搅拌或气体喷吹等方式来控制其凝固和防止熔化。
3、控制温度:控制金属熔体的加热温度和冷却温度,使其快速凝固成为良好的半固态熔体,保持其流动性。
4、铸造:将半固态熔体注入模型中进行铸造,在适当的时间内完成金属熔体的凝固和冷却,取出铸件进行二次加工或直接使用。
三、优缺点1、优点:半固态铸造工艺可以有效提高铸件的成形精度和表面质量,并且能够缩短加工周期,提高产品的性能和使用寿命。
2、缺点:半固态铸造需要专业的设备和技术支持,在操作过程中需要精密控制温度和时间,成本较高。
四、应用由于半固态铸造具有许多优势,因此在航空、汽车、轨道交通、电力等重要领域的应用越来越多。
例如,航空设备制造中常采用半固态铸造工艺生产复杂形状的铝合金零部件,可以大大提高飞机的动力性能;汽车制造中,半固态铸造可用于生产大型铝制汽车零部件,如发动机缸体和曲轴;轨道交通制造方面,半固态铸造可用于生产高速列车的车架、车身等零部件,提高列车的运行速度和安全性。
综上所述,半固态铸造工艺具有成形精度高、减少加工周期、提高产品性能等优点,在各大领域的应用前景广阔。
同时,我们也要认识到半固态铸造存在一些技术难度,需要专业人士的支持和掌握。
我们期待半固态铸造技术的不断发展和改进,为我们的工业制造业带来更多的机遇和挑战。
半固态金属铸造工艺引言半固态金属铸造(Semi-Solid Metal Casting, SSMC)是一种新兴的金属加工技术,它结合了传统铸造和塑性加工的优点,在制造高性能金属零件方面展现出巨大的潜力。
本文将介绍半固态金属铸造工艺的基本原理、优势和应用领域。
工艺原理半固态金属铸造工艺是指将金属材料在半固态(呈半固态状态)下进行铸造制作零件的技术。
其基本原理是通过精确控制金属的温度和组织结构,在高温下使金属呈现出部分固态和部分液态的状态,以便于形成高质量的零件。
半固态金属铸造的关键是控制金属的固相含量和液相形态。
固态粒子的存在可以提供一定的支撑力,防止破裂或变形,同时液态相的存在有助于金属的流动和充填。
通常使用精确控制温度和加热时间的方式,使金属逐渐达到半固态状态,在此状态下进行铸造。
工艺步骤半固态金属铸造工艺的一般步骤如下:1.材料准备:选择适合的金属合金,准备所需的原材料。
2.加热处理:将原材料放入特定的熔炼设备中,进行加热处理,使金属逐渐达到半固态状态。
3.浇注:将半固态金属倒入铸模中,通过重力或压力使金属充填整个模型空腔。
4.冷却固化:待金属充填完成后,让金属在模具中冷却和凝固,形成所需零件的形状。
5.取模:将模具打开,取出冷却固化后的零件。
6.精加工:对取模零件进行必要的机加工和表面处理,以获得最终产品。
工艺优势相对于传统的铸造工艺,半固态金属铸造具有以下优势:1.高成形性:半固态金属在流动性上表现出类似于塑料的特性,可实现复杂零件的精确铸造。
2.优良表面质量:由于金属呈半固态状态,能够更好地填充模具空腔,从而获得更高的表面质量和精度。
3.减少缺陷:半固态金属铸造可以有效减少常见的铸造缺陷,例如气孔和收缩缺陷。
4.提高材料性能:半固态处理能够使金属材料的晶粒变细,提高材料的强度和耐热性,同时减少金属的残留应力。
5.快速生产周期:相对于传统的金属加工方法,半固态金属铸造能够大幅缩短生产周期,提高生产效率。
半固态金属铸造工艺1. 引言半固态金属铸造是一种先进的金属加工工艺,它结合了传统金属铸造和金属注射成型的优点。
该工艺通过控制金属的凝固过程,使金属在部分凝固的状态下进行铸造,从而获得具有优异性能的金属零件。
本文将详细介绍半固态金属铸造的工艺流程、优势以及在工业中的应用。
2. 半固态金属铸造的工艺流程半固态金属铸造的工艺流程主要包括以下几个步骤:2.1 材料准备半固态金属铸造使用的材料主要是半固态金属(SSM)合金。
这些合金通常由金属基体和固态渣滓相组成。
在铸造过程中,需要对材料进行预处理,以达到适合半固态铸造的状态。
2.2 熔化与凝固控制熔化是半固态金属铸造的关键步骤之一。
合金需要在高温熔炉中被加热,达到液态状态。
接下来,通过控制冷却速度和温度梯度,使合金在部分凝固的状态下进行铸造。
2.3 注射成型在凝固过程控制好后,将半固态合金注入到铸造模具中。
模具通常采用金属材料或陶瓷材料制成,以确保注射后的零件具有较高的精度和表面质量。
2.4 冷却与处理注射完成后,零件需要经过冷却和处理过程。
冷却过程可以使用冷却液或空气来加速金属的凝固。
处理过程则包括去除模具、清洁表面以及进行热处理等步骤。
2.5 后续加工与检测铸造完成后的零件可能需要进行后续加工,如切割、车削、铣削等,以达到最终的形状和尺寸要求。
同时,对零件进行必要的检测和质量控制,确保产品的合格率。
3. 半固态金属铸造的优势半固态金属铸造相比传统的金属铸造具有以下优势:3.1 高成形性半固态金属铸造能够在低温、低应力条件下进行,使得金属能够更易于塑性变形,提高了材料的成形性能。
相比之下,传统的铸造工艺通常需要高温和高应力条件下进行,容易导致材料变形和裂纹。
3.2 较高的力学性能半固态金属铸造制备的零件具有较高的力学性能。
由于半固态金属在凝固过程中保持有一定的流动性,较完全凝固的材料具有更细小的晶粒尺寸和更好的晶界组织。
这使得材料的硬度、强度和韧性等力学性能得到了显著提高。
半固态成形技术及其应用【摘要】本文介绍了半固态成形技术的基本原理、技术优点,重点论述了搅拌、非搅拌浆料制备方法的优缺点及触变、流变、注射成形工艺的特点,并阐述了半固态成形技术工业化应用的现状和发展前景.【关键词】半固态成形技术原理浆料制备成形方法应用1前言20世纪70年代,美国麻省理工学院的Flemimgs提出了金属半固态成形技术(SSM),就是金属在凝固过程中,进行剧烈搅拌,或控制固一液态温度区间,得到一种液态金属母液中均匀地悬浮着一定固相组分的固液混合浆料(固相组分甚至可高达60%),这种半固态金属浆料具有流变特性,即半固态金属浆料具有很好的流动性,易于通过普通加工方法制成产品,采用这种即非完全液态,又非完全固态的金属浆料加工成形的方法,就称为半固态成形技术。
2半固态成形工艺的基本原理2.1半固态组织的形成机理2.1.1枝晶断裂机制在合金的凝固过程中,当结晶开始时晶核是以枝晶方式生长的。
在较低温度下结晶时,经搅拌的作用,晶粒之间将产生相互碰撞,由于剪切作用致使枝晶臂被打断,这些被打断的枝晶臂将促进形核,形成许多细小的晶粒。
随着温度的降低,这些小晶粒从蔷薇形结构将逐渐演化成更简单的球形结构。
2.1.2 枝晶熔断机制在剧烈的搅拌下,晶粒被卷入高温区后,较长的枝晶臂容易被热流熔断,这是由于枝晶臂根部的直径要比其它部分小一些,而且二次枝晶臂根部的溶质含量要比它表面稍微高一些,因此枝晶臂根部的熔点要低一些,所以搅拌引起的热扰动容易使枝晶臂根部发生熔断。
枝晶碎片在对流作用下,被带入熔体内部,作为新的长大核心而保存下来,晶粒逐渐转变为近球形。
2.1.3 晶粒漂移、混合—抑制机制在搅拌的作用下,熔体内将产生强烈的混合对流,凝固过程是就在激烈运动的条件下进行,因而是一种动态的凝固过程。
结晶过程是晶体的形核与长大的过程,强烈的对流使熔体温度均匀,在较短的时间内大部分熔体温度都降到凝固温度,再由于成分过冷,熔体中存有大量的有效形核质点,在适宜条件下能以非均匀形核的方式形成大量晶核,而混合对流引起的晶粒漂移又极大的增大了形核率。
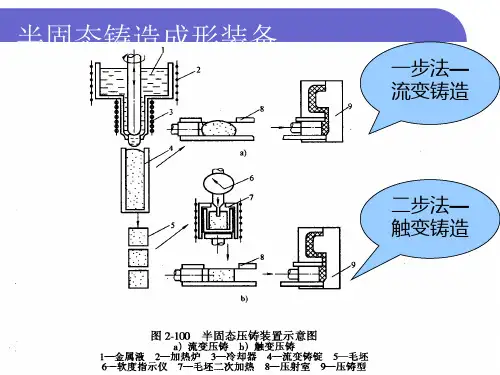
半固态压铸工艺( Semi-Solid(Metal(Casting,简称SSM或SSMC)是一种介于传统铸造和锻造之间的先进金属成型技术。
它利用金属在半固态状态下的流变特性进行成型,结合了铸造和锻造的优点。
半固态压铸工艺过程主要包括以下几个步骤:
1.(金属熔炼:首先将金属原料加热至熔点,形成液态金属。
2.(半固态处理:将液态金属冷却至半固态,即部分凝固状态。
这一过程可以通过搅拌、振动或其他方法实现,目的是使金属在半固态时形成均匀的微观结构,包括细小的固态颗粒和液态金属相。
3.(半固态金属的预热:将半固态金属加热至适当的温度,以确保其具有良好的流动性和可塑性。
这一步骤对于保证成型质量至关重要。
4.(压铸成型:将预热后的半固态金属注入压铸模具中。
由于半固态金属的流动性好,可以在较低的压力下填充模具,减少成型缺陷。
5.(冷却与凝固:半固态金属在模具中冷却并凝固,形成所需的零件形状。
6.(脱模与后处理:冷却后的零件从模具中取出,进行必要的后处理,如去毛刺、热处理、表面处理等,以满足最终产品的性能要求。
半固态压铸工艺的优点包括:
提高材料利用率:由于半固态金属的流动性好,可以减少材料浪费,提高材料利用率。
减少成型缺陷:半固态金属的流动性和可塑性有助于减少成型过程中的缺陷,如气孔、缩孔等。
提高生产效率:半固态压铸工艺可以在较低的压力下成型,缩短了生产周期,提高了生产效率。
改善产品性能:半固态压铸工艺可以产生细小的晶粒结构,提高材料的力学性能和耐磨性。
半固态压铸工艺广泛应用于汽车、航空航天、电子和消费品等领域,用于生产各种复杂的金属零件。

铝合金薄壁类零件的半固态流变铸造技术铝合金薄壁类零件的半固态流变铸造技术是一种先进的制造技术,可用于生产具有复杂形状和高质量要求的铝合金薄壁零件。
本文将介绍半固态流变铸造技术的工艺原理、优点以及应用领域,并探讨其相关参考内容。
1. 半固态流变铸造技术的工艺原理半固态流变铸造技术是通过合适的铝合金组织控制和适当的加热工艺,将金属液态态转化为部分固态态,并在此状态下进行铸造成型。
其主要工艺包括:液态金属的预热、金属搅拌与结晶控制、及其在半固态状态下的模具填充。
2. 半固态流变铸造技术的优点1) 可实现形状复杂的薄壁零件制造。
半固态流变铸造技术可以通过减少金属的挤压应力,防止零件变形和裂纹等问题,实现复杂形状的零件制造。
2) 可提高铸件的性能。
与传统的压力铸造技术相比,半固态流变铸造技术可以通过控制金属的结晶行为,获得细小均匀的晶粒,提高材料的机械性能和耐热性能。
3) 可节约能源和材料。
半固态流变铸造技术不仅能减少能源消耗,还可以降低原材料的用量,提高铸造效率。
3. 半固态流变铸造技术的应用领域半固态流变铸造技术广泛应用于航空航天、汽车、电子等行业,特别适用于生产具有薄壁和复杂形状的高性能铝合金零件。
例如,飞机发动机叶片、汽车发动机冷却器、手机外壳等。
4. 相关参考内容- Yan, H., Zeng, W., & Sun, B. (2016). Numerical analysis on fluid flow and heat transfer during the semi-solid casting process ofA357 alloy. Journal of Materials Processing Technology, 231, 248-258.(关于A357铝合金半固态铸造过程中流体流动和热传递的数值分析研究)- Mahfuz, H., & Biswas, W. K. (2014). Achieving uniform semi-solid microstructure in aluminum alloys by liquid metal heat treatment. Journal of Materials Processing Technology, 214(7), 1426-1434.(通过液态金属热处理实现铝合金均匀半固态组织的研究)- Liang, C. A., & Dressler, M. R. (2012). Heat transfer modeling and analysis of the direct-chill casting process: Part II. Application to semi-solid metals. International Journal of Heat and Mass Transfer, 55(17-18), 4641-4649.(半固态金属直接凝固铸造过程的热传递建模和分析研究)- Zhou, S.J., Hu, H.B., Zeng, Q., & Liu, R.Q. (2011). Mechanical properties and corrosion behavior of rheo-squeeze casting 7003 aluminum alloy. Journal of Alloys and Compounds, 509(21), 6172-6179. (半固态挤压铸造7003铝合金的力学性能和耐蚀性研究)总结:半固态流变铸造技术是一种先进的铝合金薄壁类零件制造技术,具有形状复杂、性能优越、能源节约等优点,广泛应用于航空航天、汽车、电子等行业。
半固态金属成形技术1. 引言半固态金属成形技术是一种新兴的金属加工技术,它将固态和液态的金属材料的优点结合在一起,可以制造出具有高强度、高精度、复杂形状的金属零件,具有极高的应用价值。
本文将介绍半固态金属成形技术的基本原理、应用范围、优点和发展前景。
2. 基本原理半固态金属成形技术的基本原理是将铸造过程中合金中铸晶的分布状态控制在半固态状态,通过控制合金的热状态和机械变形来实现金属成形。
具体而言,就是将合金熔融后,在一定的时间和温度范围内,控制其冷却速度,使合金中的铸晶呈现出部分熔化和形变状态,从而达到半固态的状态。
3. 应用范围半固态金属成形技术可以应用于航空航天、汽车、船舶、机械等领域的制造。
具有如下优点:(1)可以直接制造出高强度、高精度、复杂形状的零件,避免了加工中的残余应力和失真;(2)可以大幅减少加工成本,节约了材料和时间成本;(3)可以提高金属材料的性能和质量,增加产品寿命和安全性;(4)可以生产大尺寸、高质量的零件,提高了生产效率和产能。
4. 优点半固态金属成形技术具有以下优点:(1)成形精度高,可以实现微米级的精度控制;(2)成本低,可以节省大量人力、物力和时间成本;(3)高性能材料制造,可以生产出高强度、高耐热、高耐腐蚀的材料,扩展了金属材料的应用范围;(4)可持续发展,可以对既有材料进行再加工和再利用。
5. 发展前景半固态金属成形技术是一种有前途的金属制造技术,目前已经进入实际应用阶段。
未来,它将逐步替代传统的金属成形工艺,成为重要的先进制造技术之一。
同时,随着科学技术的不断发展,半固态金属成形技术也将不断创新和完善,提高成形速度和效率,扩大应用范围。
预计在未来的十年内,半固态金属成形技术将会取得重要的技术突破,推动金属制造行业的成型和发展。
6. 结论半固态金属成形技术是一种健康、可持续发展的金属制造技术。
它具有高效、高精度、高性能、低成本等优点,可以适应不同的金属制造领域的需求。
半固态成形技术的工艺流程半固态成形技术(Semi-Solid Forming Technology)是一种将合金材料由液态逐渐转变为半固化状态进行成形的高效率制造技术。
下面我将详细介绍半固态成形技术的工艺流程。
半固态成形技术的工艺流程主要包括以下几个步骤:1. 材料准备:选择适合半固态成形的合金材料,通常是金属合金。
合金的主要成分、比例和杂质控制对成品的质量有重要影响。
合金材料经过预处理、熔炼、再结晶等工艺,制备成符合要求的原料。
2. 半固态化处理:原料合金通过加热,使其处于半固态状态。
半固态是指合金同时具有液相成分和固相成分,且两者之间呈现出部分固相悬浮的混合状态。
通过控制半固态化温度和时间,使合金材料达到理想的半固态状态。
3. 成型形式选择:根据产品的形状、尺寸和结构等要求,选择最适合的成型形式。
常用的成型形式有温锻、挤压、注射等。
挤压是其中最常用的成型形式,特点是简单、成本低、生产效率高。
4. 成型设备准备:根据选择的成型形式,准备相应的设备。
例如,在挤压成型中,需要准备好挤压机,根据产品的尺寸和结构确定模具的设计。
5. 成型过程:将半固态合金材料装填到成型模具中,然后施加压力进行成型。
成型过程中,合金材料由半固态状态逐渐变形为固态状态。
压力的大小、速度和时间等参数需要根据具体产品要求进行调控。
6. 去除模具和后处理:成型完成后,将产品从模具中取出,并进行必要的后处理。
后处理包括去除余温、切割、打磨、喷漆等工艺,以使产品满足要求的精度和表面质量。
7. 检测与质量控制:通过一系列的检测手段,对成品进行质量控制。
常用的检测方法包括尺寸测量、化学分析、金相显微镜观察等。
根据产品要求和行业标准,对成品进行合格与否的判定。
整个工艺流程中,原料准备、半固态化处理和成型过程是关键环节,因为这些环节直接影响到成品的质量和性能。
精确控制半固态化温度和时间,以及成型过程中的温度、压力和速度等参数,能够使成品达到精密度高、尺寸稳定、表面质量好的要求。
铝合金薄壁类零件的半固态流变铸造技术
半固态流变铸造技术是一种将半固态铸造和流变成形技术相结合的铸造方法,适用于制造铝合金薄壁类零件。
该技术的基本步骤包括铸造原料的前处理、半固态化处理、流变成形、冷却固化等。
具体步骤如下:
1. 铸造原料的前处理:铝合金原料通过合金化处理、均匀化处理和溶解处理等工艺,将原料制备成半固态流变铸造所需的材料。
2. 半固态化处理:将铝合金原料在特定温度下进行半固态化处理,使其部分熔化和部分凝固,形成具有特定流变性能的半固态物料。
3. 流变成形:将半固态铝合金物料注入到零件模具中,通过控制模具的挤压力和温度,使半固态物料在模具中得以流动和形成所需形状的零件。
该过程需要精确控制挤压力、温度和成型时间等参数。
4. 冷却固化:在流变成形后,待零件冷却并固化后,可以从模具中取出最终成型的铝合金薄壁零件。
半固态流变铸造技术相比传统的铸造方法,具有以下优势:
1. 可以制造复杂形状的铝合金薄壁零件,具有较高的设计自由度和成形性能。
2. 薄壁零件表面质量好,无缺陷,尺寸精度高,可靠性好。
3. 节省材料,减少能源消耗,降低生产成本。
4. 生产效率高,单次成型多件零件,适用于大批量生产。
因此,半固态流变铸造技术在铝合金薄壁类零件的制造领域有着重要应用前景。
半固态铸造原理引言:半固态铸造是一种先进的铸造技术,它在传统铸造方法的基础上引入了半固态相转变原理,可以生产出具有优异性能的铸件。
本文将详细介绍半固态铸造的原理及其优点。
一、半固态相转变原理半固态相转变是指金属在一定温度下,由液态向固态转变的过程中,保持部分液态的状态。
这种状态下,金属具有较低的粘度和较高的流动性,可实现高质量的铸造。
其原理主要包括两个方面:1. 温度控制:半固态铸造需要精确控制金属的温度,使其处于合适的半固态区域。
一般来说,金属的温度应在液态与固态相变温度之间,通常为固态相变温度的70%到85%之间。
2. 奥氏体颗粒形成:在半固态相转变过程中,金属中的奥氏体颗粒会在液态金属中形成。
这些颗粒具有一定的形状和分布,对铸件的性能有重要影响。
二、半固态铸造的步骤半固态铸造主要包括以下几个步骤:1. 材料准备:选择合适的合金材料,并进行熔炼和混合,以获得所需的成分和性能。
2. 温度控制:通过预热和保温等方式,控制金属的温度在半固态区域内。
3. 注浆:将半固态金属注入铸型中,填充铸型的空腔。
4. 等压保压:在注浆后,对铸型进行等压保压处理,以确保铸件的密实度和形状。
5. 固化:待金属在铸型中固化后,取出铸件进行后续处理,如去除铸件表面的氧化皮、毛刺等。
三、半固态铸造的优点相比传统的铸造方法,半固态铸造具有以下几个优点:1. 减少缩孔缩松:由于半固态金属具有较低的粘度和较高的流动性,可以有效减少铸件中的缩孔缩松问题,提高铸件的密实性和强度。
2. 提高材料性能:半固态铸造可以控制奥氏体颗粒的形状和分布,进而调整铸件的力学性能和热处理效果。
3. 精确成型:半固态铸造可以精确地复制铸型的形状和细节,制造出复杂形状的铸件。
4. 节约材料:半固态铸造可以通过精确控制金属温度,减少废品的产生,降低材料的浪费。
5. 提高生产效率:半固态铸造具有较短的生产周期和较高的生产效率,可以大幅提高铸件的生产能力。
6. 适用范围广:半固态铸造适用于多种金属和合金材料,如铝合金、镁合金、铜合金等。