第9章半固态成形技术
- 格式:ppt
- 大小:5.85 MB
- 文档页数:39
半固态成形利用金属材料在固液共存状态下所特有的流变特性进行成形的技术。
首先要制造含有一定体积比例的非枝晶固相的固液混合浆料,成形方法有流变成形和触变成形两种。
优点:1、在工艺方面:成型温度低,延长模具寿命(热冲击小);节省能源;改善生产条件和环境。
2、在产品方面:铸件质量提高(减少气孔和凝固收缩);减少加工余量;零件的尺寸和精度能达到近终形;扩大压铸合金的范围并可以发展金属复合材料。
所谓半固态加工是指金属在凝固过程中,对其施以剧烈的搅拌作用或扰动作用,得到一种液态金属母液,其中均匀悬浮着一定量的球状初生固相或退化的枝晶固相的固2液混合浆料(也称流变浆料) ,对这种浆料进行的加工成型的方法。
半固态成型包括半固态流变成型和半固态触变成型两类,前者是将制备好的半固态浆料直接用于成型,如压铸成型(称为半固态流变压铸成型) ;后者是对制备好的半固态坯料进行重新加热使其达到半熔融状态,然后进行成型,如挤压成型(称为半固态触变挤压)[1]。
1半固态金属成形的发展及现状(半固态成形铝合金材料研究)半固态金属(SSM)成形技术自DavidSpencer于1971年首次提出至今,已有30多年历史【2-5】。
综观整个历史过程,其发展可以分为实验研究、应用研究和工程化应用三个阶段。
从20世纪70年代初开始,实验研究工作大约延续了15年。
这一阶段的研究主要集中在探索具有流变性和触变性的有色金属合金半固态试样的组织特征与制备方法上。
主要成果包括:①揭示了流变性和触变性坯料的组织特征;②提出了枝晶组织向非枝晶组织转变的物理模型:③研究了搅拌速度、强度以及温度等工艺参数对非枝晶化过程的影响规律:④初步探讨了半固态微观组织与流变性能的关系;⑤测试了半固态合金流变性能,并建立了相关的数学模型。
上世纪80年代中期是半固态成形技术应用研究的迅速发展阶段,并且从早期的有色金属合金扩展到高熔点合金以及复合材料的半固态成形。
这期间,开发与研制了包括电磁搅拌在内的多种半固态制坯技术与连铸设备;利用计算机模拟技术揭示了半固态合金充型过程;深入细致研究了成形工艺对产品组织性能影响的规律。

1)半固态金属成形( SMP ) 于20 世纪70 年代初研究开发的新一代金属加工技术[ 1] ,这种对半固态金属浆料进行成形的加工工艺称为半固态成形技术.这一技术综合了凝固加工和塑性加工的长处, 即加工温度比液态低, 变形抗力比固态小, 可一次大变形量加工形状复杂且精度和性能质量要求较高的零件。
2) 非枝晶半固态金属浆料的制备是半固态成形技术的关键环节之一, 关系到成形件的质量和成本。
半固态金属浆料的制备技术分为2 类: 液相过程和固相过程。
目前普遍采用的技术是在金属凝固过程中进行强烈搅拌, 破碎枝晶, 得到一种液态金属母液中均匀悬浮着近似球形微观结构的非枝晶半固态金属( Sem-i solid Metal, 简称SSM) , 在SSM 的液相基体中, 固相颗粒之间很容易产生相互移动, 从而使SSM 浆料具有一定流动能力, 以利于充型。
半固态金属浆料制备方法有机械搅拌法、电磁搅拌法、应变诱发熔体激活法、粉末冶金法.液相线铸造法,超声处理法等。
机械搅拌法是最早用于半固态浆料制备的方法。
其原理是在合金凝固过程中, 使用搅拌器对合金熔体进行强烈的机械搅拌, 树枝晶由于剪切力的作用而断裂成为颗粒状结构。
机械搅拌分间歇式和连续式两种.搅拌时产生的剪切速率一般为100~ 300/s。
剪切速率受搅拌器结构、材料耐腐蚀、耐高温磨损性能的制约。
浆料的质量主要由搅拌温度、搅拌速度以及冷却速度这3 个参数控制。
然而, 由于这些工艺参数不易控制, 容易发生卷气等缺陷; 搅拌器和合金熔体是直接接触的, 因而容易造成污染; 另外搅拌器与容器间存在搅拌死角, 影响浆料的质量。
机械搅拌法在工业生产中应用较少。
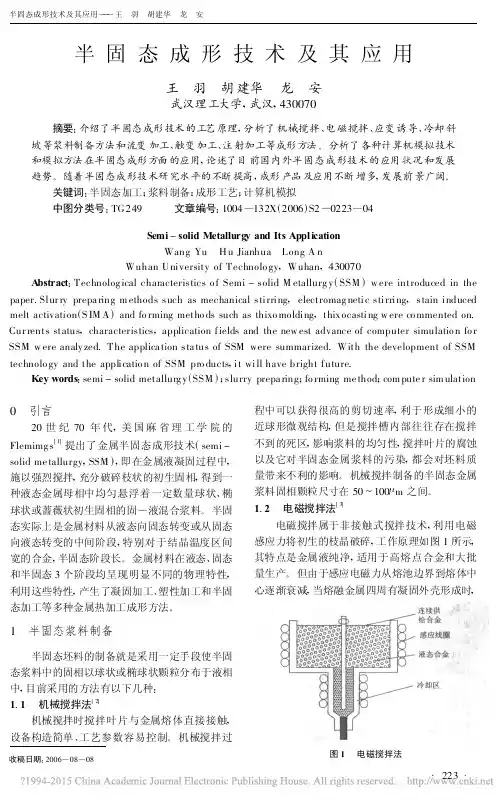
电磁搅拌法是应用最为广泛的一种方法。
它利用旋转磁场使金属液内部产生感应电流, 并在洛伦兹力的作用下发生强迫对流, 从而达到搅拌的目的。
产生旋转磁场的方法有两种, 一种是在感应线圈中通入交变电流, 另一种则采用旋转永磁体的方法。
半固态成形1.引言材料的微观结构是材料科学和工程的核心内容,是材料加工和材料行为之间的关键纽带。
因此对材料在成形过程中微观结构的有效控制成为材料工作者孜孜追求的目标。
对于大多数材料来说,尤其是金属材料,凝固是最重要的成形途径。
在过去数十年中,凝固过程中微观结构形成这一领域的基础科学理论和实践均取得了重大进展.材料微观组织特征形貌的形成依赖于生长前沿液固相界面的形状和条件,以及在固态冷却时的相变过程。
在熔体中固相生长前沿是一个自由边界层问题,因此液固界面形状在凝固过程中的演化十分复杂.科研工作者们对于在凝固过程中外在因素,诸如微重力场、电磁场、超声场等对于微观组织的影响进行了广泛深入的研究。
其中由外场引起的强制对流对凝固组织的影响成为材料科学的基础研究领域之一,而强制对流在金属熔体凝固过程中对微观组织及其流变性能的影响同时促进了一门新兴加工技术的发展一一半固态金属加工工艺( SSM﹣Semi﹣solidmetal processing)。
由于半固态金属成形具有许多独特的优点,如近(净)终成形、产品高质量和高性能、工艺节能等,被誉为21世纪最具前途的金属材料加工技术之一。
20世70年代初,美国麻省理工大学的Flemings教授等提出了一种金属成形的新办法。
即半固态铸造技术。
由于半固态金属成形具有许多独特的优点,因此,近年来。
在理论和技术研究以及应用上引起各国的高度重视。
自1990年至今,国际上召开了多次半固态铸造专题的学术会议。
在美国、日本和意大利等国,采用半固态铸造技术生产铝合金、镁合金成形件的企业发展迅速。
半固态铸造金属部件产品在汽车、通信、电器、航空航天和医疗器械等领域得到应用。
国外有的学者将其称为追求省能、省资源、产品高质量化、高性能化的21世纪最有前途的技术材料加工技术之一。
由于半固态铸造工艺采用了非枝晶半固态浆液料,打破了传统的枝晶凝固模式,所以半固态金属与过热的液态金属相比,含有一定体积比率的球状初生固相,与固态金属相比,又含有一定比率的液相。

半固态成形技术及应用摘要介绍了半固态成形技术的工艺原理,分析了机械搅拌、电磁搅拌、应变诱导、冷却斜坡等浆料制备方法和流变加工、触变加工、注射加工等成形方法。
分析了各种计算机模拟技术和模拟方法在半固态成形方面的应用,论述了目前国内外半固态成形技术的应用状况和发展趋势。
随着半固态成形技术研究水平的不断提高,成形产品及应用不断增多,发展前景广阔。
关键词: 半固态加工; 浆料制备; 成形工艺; 计算机模拟0引言20世纪70年代初,美国麻省理工学院D.B.Sepcner等研究人员在自制的高温粘度计中测量Sn-15Pb合金高温粘度时,发现了金属在凝固过程中的特殊力学行为图,即金属在凝固过程中进行强力搅拌,使枝晶破碎,得到一种液态金属母液中均匀地悬浮着一定固相组分的固液混合浆料(固相率甚至可高达60%),具有很好的流动性,易于通过普通加工方法制成产品,并冠以半固态加工[1],人们一直沿用至今。
半固态成形技术与其它的成行技术的区别在于:①半同态浆料具有流变性和触变性,变形抗力小,可提高成形速度,进行复杂件成形,缩短加工周期,利于节能节材,也可进行连续形状的高速成形;②与液态金属加工相比,半固态浆料随着同相分数的降低,呈现粘性流体特性,在微小外力作用下可发生变形流动,但粘度比液态金属高,容易控制;③当固相分数在极限值(约75%)以下时,浆料可以进行搅拌,并可很容易混入异种材料的粉末、纤维,完成复合材料制备和成形;④应用广泛,凡具有固液两相区的合金均可实现半固态加工,适用于多种加工工艺,如铸造、轧制、挤压和锻压,也正是这个优点,才产生了多种金属半固态成形工艺[2],所以被誉为2l世纪最有发展前景的现代加工新技术。
半固态金属成形过程的模拟仿真,如半同态材料的二次加热过程、凝固过程的温度场的模拟仿真,充型过程流动场的模拟仿真,触变成形过程工件应力应变场的模拟仿真和组织变化的模拟仿真等,通过对这些单一或复合过程的模拟仿真技术的研究,可以对SSM过程中产生的诸如裂纹、气孔缺陷等各种品质问题进行分析,对工艺方案进行优化,对产品品质和性能进行预测,从而达到改善产品品质、提高生产率和降低成本的目的。
半固态成形技术及其应用【摘要】本文介绍了半固态成形技术的基本原理、技术优点,重点论述了搅拌、非搅拌浆料制备方法的优缺点及触变、流变、注射成形工艺的特点,并阐述了半固态成形技术工业化应用的现状和发展前景.【关键词】半固态成形技术原理浆料制备成形方法应用1前言20世纪70年代,美国麻省理工学院的Flemimgs提出了金属半固态成形技术(SSM),就是金属在凝固过程中,进行剧烈搅拌,或控制固一液态温度区间,得到一种液态金属母液中均匀地悬浮着一定固相组分的固液混合浆料(固相组分甚至可高达60%),这种半固态金属浆料具有流变特性,即半固态金属浆料具有很好的流动性,易于通过普通加工方法制成产品,采用这种即非完全液态,又非完全固态的金属浆料加工成形的方法,就称为半固态成形技术。
2半固态成形工艺的基本原理2.1半固态组织的形成机理2.1.1枝晶断裂机制在合金的凝固过程中,当结晶开始时晶核是以枝晶方式生长的。
在较低温度下结晶时,经搅拌的作用,晶粒之间将产生相互碰撞,由于剪切作用致使枝晶臂被打断,这些被打断的枝晶臂将促进形核,形成许多细小的晶粒。
随着温度的降低,这些小晶粒从蔷薇形结构将逐渐演化成更简单的球形结构。
2.1.2 枝晶熔断机制在剧烈的搅拌下,晶粒被卷入高温区后,较长的枝晶臂容易被热流熔断,这是由于枝晶臂根部的直径要比其它部分小一些,而且二次枝晶臂根部的溶质含量要比它表面稍微高一些,因此枝晶臂根部的熔点要低一些,所以搅拌引起的热扰动容易使枝晶臂根部发生熔断。
枝晶碎片在对流作用下,被带入熔体内部,作为新的长大核心而保存下来,晶粒逐渐转变为近球形。
2.1.3 晶粒漂移、混合—抑制机制在搅拌的作用下,熔体内将产生强烈的混合对流,凝固过程是就在激烈运动的条件下进行,因而是一种动态的凝固过程。
结晶过程是晶体的形核与长大的过程,强烈的对流使熔体温度均匀,在较短的时间内大部分熔体温度都降到凝固温度,再由于成分过冷,熔体中存有大量的有效形核质点,在适宜条件下能以非均匀形核的方式形成大量晶核,而混合对流引起的晶粒漂移又极大的增大了形核率。
半固态成形技术及其应用王 羽 胡建华 龙 安武汉理工大学,武汉,430070摘要:介绍了半固态成形技术的工艺原理,分析了机械搅拌、电磁搅拌、应变诱导、冷却斜坡等浆料制备方法和流变加工、触变加工、注射加工等成形方法。
分析了各种计算机模拟技术和模拟方法在半固态成形方面的应用,论述了目前国内外半固态成形技术的应用状况和发展趋势。
随着半固态成形技术研究水平的不断提高,成形产品及应用不断增多,发展前景广阔。
关键词:半固态加工;浆料制备;成形工艺;计算机模拟中图分类号:TG249 文章编号:1004—132X (2006)S2—0223—04Semi -solid Metallurgy and Its Application Wang Yu H u Jianhua Long A nWuhan University of Technolo gy ,Wuhan ,430070A bstract :Technolog ical characteristics o f Semi -solid M etallurg y (SSM )w ere introduced in the paper.Slur ry prepa ring m ethods such as mechanical stirring ,electromag netic stirring ,stain induced melt activation (S IM A )and fo rming metho ds such as thixo molding ,thix ocasting w ere co mmented on.Cur rents status ,characteristics ,application fields and the new est advance of computer simulatio n fo r SSM w ere analy zed.The applica tion sta tus of SSM were summarized.With the development of SSM technolo gy and the applicatio n of SSM pro ducts ,it will have bright future.Key words :semi -solid metallurg y (SSM );slurry prepa ring ;fo rming me thod ;com pute r sim ulation收稿日期:2006—08—080 引言20世纪70年代,美国麻省理工学院的Flemimg s[1]提出了金属半固态成形技术(semi -solid me tallurgy ,SSM ),即在金属液凝固过程中,施以强烈搅拌,充分破碎枝状的初生固相,得到一种液态金属母相中均匀悬浮着一定数量球状、椭球状或蔷薇状初生固相的固—液混合浆料。
半固态射出成形技术第一节触变成形技术(一)背景触变成形主要发展里程如表1所示。
Dow Chemical早在1977年开始就尝试将半固态的概念应用在镁合金上,经过十余年的研究,于1988年制作出300吨雏型机。
1900年Dow Chemical 与另外五家公司联合成幺Thixomat公司,负责技术的商品化及授权,以及应用技术的研发,1991年获得触变成形设备及制程的美国专利,之后陆续取得26国专利。
目前Thixomat授权生产触变成形机的公司仅限于日本制钢所(JSW)及加拿大Husky两家,JSW的机型包括75、220、450、650、及850吨,1998年夏天已推出1600吨机器;Husky刚取得授权不久,初期预定开发90、225、500、及900吨等机种。
1997年为止全世界用于实际生产之机器约65台,估计1998年底可达100台。
现有客户三十余家,分布在日本、美国、加拿大、瑞典、德国、新加坡、韩国、台湾等地,其中九成以上的客户原本是从事塑料射出成形。
另一方面,美国能源部自1997年3月起展开一个400万美金,为期三年的计画,支持Thixomat与Alcoa、Husky以及美国三大汽车厂合作研究铝合金的触变成形,目标产品包括汽车用厚肉(8~10mm)结构件及薄壳(<1mm)连结件,未来可能进一步扩及金属基复合材料(metal-matrix composites)的成形技术。
(二)技术简介触变成形是由塑料射出成形衍生应用在金属的成形制程,米粒大小的金属颗粒原料在氩气保护的料斗进入料管,经螺杆旋转磨擦及料管外加热器提供热量,温度逐渐升高至其固相线温度(solid us temperature)以上,形成部分熔融状态,此时螺杆同时计量后退将半固态黏浆推挤到蓄料区,待蓄储存的黏浆达到所需的量后,螺杆停止转动,高速射出系统驱动杆往前推送黏浆进入模穴。
待工件完全凝固后射出单元后退,螺杆进行下一循环的剪切输送计量,夹模单元则开模顶出,同时进行清除废料及喷离型剂等动作。
半固态金属成形技术1. 引言半固态金属成形技术是一种新兴的金属加工技术,它将固态和液态的金属材料的优点结合在一起,可以制造出具有高强度、高精度、复杂形状的金属零件,具有极高的应用价值。
本文将介绍半固态金属成形技术的基本原理、应用范围、优点和发展前景。
2. 基本原理半固态金属成形技术的基本原理是将铸造过程中合金中铸晶的分布状态控制在半固态状态,通过控制合金的热状态和机械变形来实现金属成形。
具体而言,就是将合金熔融后,在一定的时间和温度范围内,控制其冷却速度,使合金中的铸晶呈现出部分熔化和形变状态,从而达到半固态的状态。
3. 应用范围半固态金属成形技术可以应用于航空航天、汽车、船舶、机械等领域的制造。
具有如下优点:(1)可以直接制造出高强度、高精度、复杂形状的零件,避免了加工中的残余应力和失真;(2)可以大幅减少加工成本,节约了材料和时间成本;(3)可以提高金属材料的性能和质量,增加产品寿命和安全性;(4)可以生产大尺寸、高质量的零件,提高了生产效率和产能。
4. 优点半固态金属成形技术具有以下优点:(1)成形精度高,可以实现微米级的精度控制;(2)成本低,可以节省大量人力、物力和时间成本;(3)高性能材料制造,可以生产出高强度、高耐热、高耐腐蚀的材料,扩展了金属材料的应用范围;(4)可持续发展,可以对既有材料进行再加工和再利用。
5. 发展前景半固态金属成形技术是一种有前途的金属制造技术,目前已经进入实际应用阶段。
未来,它将逐步替代传统的金属成形工艺,成为重要的先进制造技术之一。
同时,随着科学技术的不断发展,半固态金属成形技术也将不断创新和完善,提高成形速度和效率,扩大应用范围。
预计在未来的十年内,半固态金属成形技术将会取得重要的技术突破,推动金属制造行业的成型和发展。
6. 结论半固态金属成形技术是一种健康、可持续发展的金属制造技术。
它具有高效、高精度、高性能、低成本等优点,可以适应不同的金属制造领域的需求。
铝合金半固态成形技术的应用及发展摘要:半固态成形技术是一种近终成形(near-net-shape)的成形工艺。
本文阐述了铝合金半固态成形技术的应用概况及主要工艺方法,各种半固态成形工艺的应用及其优缺点,以及铝合金半固态成形技术的发展趋势。
关键词:铝合金;半固态;成形;0前言半固态加工技术主要应用于汽车零件制造方面,另外,在军事、航空、电子以及消费品等方面也进行了产品开发。
多数情况为铝、镁合金的半固态压铸、模锻以及注射成形。
所谓半固态金属加工技术即在金属凝固过程中,进行剧烈搅拌,将凝固过程中形成的枝晶打碎或完全抑制枝晶的生长,然后直接进行流变铸造或制备半固态坯锭后,根据产品尺寸下料,再重新加热到半固态温度,然后进行成形加工。
金属半固态成形技术(semi-solid metal forming,简称ssm)是在20世纪七十年代由美国麻省理工学院学者m.c.flemings等人首次提出,该技术具有高效、优质、节能和近终成形等优点[1~3],可以满足现代汽车制造业对有色合金铸件高致密度、高强度、高可靠性、高生产率和低成本等要求,因此倍受汽车制造厂商以及零部件配套生产厂商的重视。
1.半固态成形工艺半固态金属加工技术主要有两种工艺:一种是将经搅拌获得的半固态金属浆料在保持其半固态温度的条件下直接进行半固态加工,即流变成形(rheoforming);另一种是将半固态浆料冷却凝固成坯料后,根据产品尺寸下料,再重新加热到半固态温度,然后进行成形加工,即触变成形(thixoforming),后者在目前的生产条件下占主导地位。
通常铝合金的半固态加工技术主要有三道工序:半固态坯料的制备、二次重熔和触变成形。
触变成形作为半固态加工技术的最后一道工序,是影响半固态成形件组织和性能的关键工序,直接影响着半固态成形件的组织和性能。
半固态金属加工技术可分为半固态金属铸造法和锻造法。
1.1半固态铸造工艺半固态压铸工艺是目前半固态金属铸造成形的主要成形工艺。
半固态成形技术的工艺流程半固态成形技术(Semi-Solid Forming Technology)是一种将合金材料由液态逐渐转变为半固化状态进行成形的高效率制造技术。
下面我将详细介绍半固态成形技术的工艺流程。
半固态成形技术的工艺流程主要包括以下几个步骤:1. 材料准备:选择适合半固态成形的合金材料,通常是金属合金。
合金的主要成分、比例和杂质控制对成品的质量有重要影响。
合金材料经过预处理、熔炼、再结晶等工艺,制备成符合要求的原料。
2. 半固态化处理:原料合金通过加热,使其处于半固态状态。
半固态是指合金同时具有液相成分和固相成分,且两者之间呈现出部分固相悬浮的混合状态。
通过控制半固态化温度和时间,使合金材料达到理想的半固态状态。
3. 成型形式选择:根据产品的形状、尺寸和结构等要求,选择最适合的成型形式。
常用的成型形式有温锻、挤压、注射等。
挤压是其中最常用的成型形式,特点是简单、成本低、生产效率高。
4. 成型设备准备:根据选择的成型形式,准备相应的设备。
例如,在挤压成型中,需要准备好挤压机,根据产品的尺寸和结构确定模具的设计。
5. 成型过程:将半固态合金材料装填到成型模具中,然后施加压力进行成型。
成型过程中,合金材料由半固态状态逐渐变形为固态状态。
压力的大小、速度和时间等参数需要根据具体产品要求进行调控。
6. 去除模具和后处理:成型完成后,将产品从模具中取出,并进行必要的后处理。
后处理包括去除余温、切割、打磨、喷漆等工艺,以使产品满足要求的精度和表面质量。
7. 检测与质量控制:通过一系列的检测手段,对成品进行质量控制。
常用的检测方法包括尺寸测量、化学分析、金相显微镜观察等。
根据产品要求和行业标准,对成品进行合格与否的判定。
整个工艺流程中,原料准备、半固态化处理和成型过程是关键环节,因为这些环节直接影响到成品的质量和性能。
精确控制半固态化温度和时间,以及成型过程中的温度、压力和速度等参数,能够使成品达到精密度高、尺寸稳定、表面质量好的要求。