半固态成型技术的发展与应用现状
- 格式:pdf
- 大小:567.68 KB
- 文档页数:3
半固态金属成形技术的发展与应用70年代初美国麻省理工学院的M.Flemigs和D.Spencer发现,处于固-液相区间的合金经过连续搅拌后呈现出低的表观粘度,此时在结晶过程中形成的树枝晶被粒状晶代替。
这种浆料很容易变形,只要加很小的力就可以充填复杂的型腔,从而开发出一种新的金属成形方法—半固态金属成形。
半固态金属成形可以分为流变成形和触变成形两种。
前者是利用半固态金属的流变性能,将经过强烈搅拌的金属浆料加压成形。
后者则利用金属的触变性能,将凝固的搅拌金属浆料加热至半固态再加压成形。
半固态金属成形具有能消除气孔、缩孔,提高零件的机械性能及模具寿命,减少凝固收缩,提高零件尺寸精度等优点。
半固态金属易于搬运和输送,为连续高效的自动化生产创造了条件。
在节省能源、保护环境方面也较传统的铸造方法更为优越。
目前美国、西欧已将半固态加工成形技术应用于生产。
美国军方把用流变铸造法制造复合材料坦克零件列为五年工艺研制规划之一。
在川崎制铁等18家大型公司的资助下,日本从1988~1994年成立了专门研究机构,对半固态金属的性能、制造与加工技术进行了全面的研究,目前已着手工业化生产。
我国对半固态金属成形技术的研究基本上还处于实验室阶段,离工业性生产尚有一定距离。
1半固态金属的流变特性半固态金属的流变特性是指在外力作用下半固态金属的流动、变形性能。
研究半固态金属的流变特性对半固态金属的制备和成形技术具有重要的指导意义。
当金属液中固体金属颗粒的组分大于0.05~0.1时,其流变行为即呈现非牛顿体型。
在更高的固体组分(0.5~0.6)时,浆料呈非线性粘塑性,具有宾汉(Binghan)流体的特性。
虽然合金成份、半固态金属的制造条件、固体相的形状与大小等因素对半固态金属的流变性能都有影响,但固相组分的数量对流变性能的影响最大。
通常用半固态金属的表观粘度作为其流变性的指标。
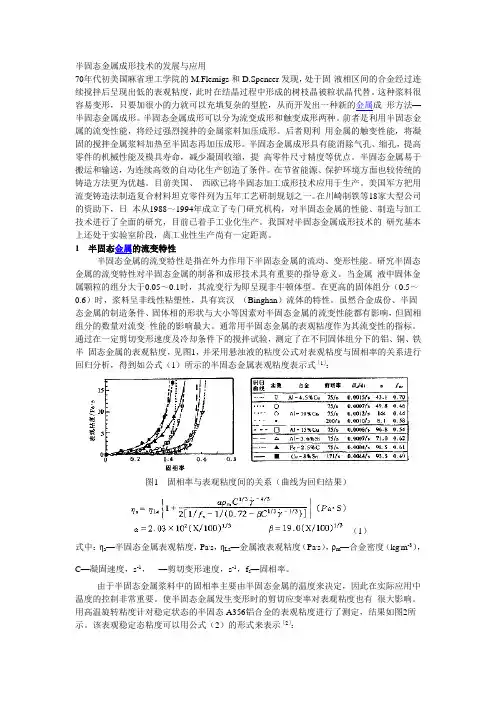
通过在一定剪切变形速度及冷却条件下的搅拌试验,测定了在不同固体组分下的铝、铜、铁半固态金属的表观粘度,见图1,并采用悬浊液的粘度公式对表观粘度与固相率的关系进行回归分析,得到如公式(1)所示的半固态金属表观粘度表示式[1]:图1固相率与表观粘度间的关系(曲线为回归结果)(1)式中:ηa—半固态金属表观粘度,Pa.s,ηLa—金属液表观粘度(Pa.s),ρm—合金密度(kg.m-3),C—凝固速度,s-1,—剪切变形速度,s-1,f s—固相率。
凝固论文半固态加工技术研究现状及应用前景Research Situation and Application Prospect of Semi-solid Processing Technology课程:金属凝固理论半固态加工技术研究现状及应用前景Research Situation and Application Prospect of Semi-solid Processing Technology摘要:半固态金属成形技术具有高效、节能、近终形生产和成形件性能高等许多优点,是近年来金属加工技术研究的热点。
该工艺在钢铁及有色金属加工中都受到了相当的重视,关于这方面的专著、论文等也大量的涌现。
本文在众多的文献资料基础上通过作者的整合,思考将从半固态加工简介,基本原理,研究现状及应用前景四个方面进行阐述。
关键词:半固态加工;浆料制备;成形技术;数值模拟;应用前景Abstract: There are many advantages of semi-solid metal forming technology such as high efficiency, energy saving, and net-shaped processing. Thixo-formed products also have fine mechanical properties, it’s the hot topic of metal processing technology research in recent years. The process in iron and steel, non-ferrous metal processing is given great attention, a large number of monographs, papers about this aspect emerge very quickly. Based on lots of documentations, the author will discuss these aspects, introduction of semi-solid processing, basic principle, research situation and application prospect through her integration and thinking.Key Words: semi-solid processing; slurry making; forming technology; numerical simulation; application prospect.液体与固体是我们比较熟悉的两种物质存在形态,而液体与固体之间尚存在一种软物质,称为半固态物质或半固态金属,其流动时表现为粘塑性行为,结果产生永久变形。
江苏理工学院JIANGSU UNIVERSITY OF TECHNOLOGY材料先进制备与成形加工技术课程论文学院名称:材料工程学院专业:机械工程2013年04 月浅谈金属半固态成形技术摘要本文综述了半固态成形技术,介绍了半固态成形技术的定义及其成形工艺,研究现状及发展应用,半固态浆料的制备方式及浆料的特点,最后对半固态技术进行了展望。
关键词半固态成形触变成形流变成形1.半固态成形技术定义金属半固态加工就是在金属凝固过程中,对其施以剧烈的搅拌作用,充分破碎树枝状的初生固相,得到一种液态金属母液中均匀地悬浮着一定球状初生固相的固-液混合浆料(固相组分一般为50%左右),即流变浆料,利用这种流变浆料直接进行成形加工的方法称之为半固态金属的流变成形;如果将流变浆料凝固成锭,接需要将此金属锭切成一定大小,然后重新加热(即坯料的二次加热)至金属的半固态温度区,这时的金属锭一般称为半固态金属坯料。
利用金属的半固态坯料进行成形加工,这种方法称之为触变成形。
半固态金属的上述两种成形方法合称为金属的半固态成形技术。
如下图一所示。
图一半固态成形技术2、半固态加工的成形工艺目前,金属半固态成形的工艺路线主要有两种:一种是触变成形,把制浆与成形结合在一起;另一种是流变成形,将制坯和成形结合在一起。
2.1 触变成形触变成形的工艺路线是将半固态合金浆料铸造成锭坯,根据产品尺寸需要进行下料,经二次加热后,在半固态温度下进行压力加工成形。
由于半固态坯料的加热、输送工艺较为方便,并易于实现自动化操作,因而触变成形工艺在得到了广泛应用。
如半固态金属触变压铸、触变锻造、触变挤压工艺目前都已成熟,并进入实际应用。
随着触变成形工艺的推广和应用,生产实践中发现触变成形工艺也存在一些不足,如成本高,坯料损耗过多,坯料重熔时固相率难以精确控制。
工艺图如图二所示。
2.2 流变成形流变成形是将制备的半固态合金熔体直接转移到成形设备进行成形的工艺方法。
半固态成形利用金属材料在固液共存状态下所特有的流变特性进行成形的技术。
首先要制造含有一定体积比例的非枝晶固相的固液混合浆料,成形方法有流变成形和触变成形两种。
优点:1、在工艺方面:成型温度低,延长模具寿命(热冲击小);节省能源;改善生产条件和环境。
2、在产品方面:铸件质量提高(减少气孔和凝固收缩);减少加工余量;零件的尺寸和精度能达到近终形;扩大压铸合金的范围并可以发展金属复合材料。
所谓半固态加工是指金属在凝固过程中,对其施以剧烈的搅拌作用或扰动作用,得到一种液态金属母液,其中均匀悬浮着一定量的球状初生固相或退化的枝晶固相的固2液混合浆料(也称流变浆料) ,对这种浆料进行的加工成型的方法。
半固态成型包括半固态流变成型和半固态触变成型两类,前者是将制备好的半固态浆料直接用于成型,如压铸成型(称为半固态流变压铸成型) ;后者是对制备好的半固态坯料进行重新加热使其达到半熔融状态,然后进行成型,如挤压成型(称为半固态触变挤压)[1]。
1半固态金属成形的发展及现状(半固态成形铝合金材料研究)半固态金属(SSM)成形技术自DavidSpencer于1971年首次提出至今,已有30多年历史【2-5】。
综观整个历史过程,其发展可以分为实验研究、应用研究和工程化应用三个阶段。
从20世纪70年代初开始,实验研究工作大约延续了15年。
这一阶段的研究主要集中在探索具有流变性和触变性的有色金属合金半固态试样的组织特征与制备方法上。
主要成果包括:①揭示了流变性和触变性坯料的组织特征;②提出了枝晶组织向非枝晶组织转变的物理模型:③研究了搅拌速度、强度以及温度等工艺参数对非枝晶化过程的影响规律:④初步探讨了半固态微观组织与流变性能的关系;⑤测试了半固态合金流变性能,并建立了相关的数学模型。
上世纪80年代中期是半固态成形技术应用研究的迅速发展阶段,并且从早期的有色金属合金扩展到高熔点合金以及复合材料的半固态成形。
这期间,开发与研制了包括电磁搅拌在内的多种半固态制坯技术与连铸设备;利用计算机模拟技术揭示了半固态合金充型过程;深入细致研究了成形工艺对产品组织性能影响的规律。
半固态加工技术的最新发展及应用摘要:金属半固态加工技术是21世纪前沿性金属加工技术,具有高效、节能、近终型生产和成型件性能高等许多优点。
本文着重概述了半固态金属制浆(坯)工艺的研究新进展,并展示了半固态成形技术在高合金化铝合金控制凝固与成型方面的应用与进展。
关键词:半固态加工;均匀凝固;发展趋势;应用1金属半固态加工技术简介20世纪70年代初,美国麻省理工学院(MIT)的Flemings等研究者们提出了一种金属成型新方法,即半固态加工技术(Semi-Solid Metalor SemiSolid Forming,简称SSM或SSF)。
所谓半固态加工是指金属在凝固过程中,对其施以剧烈的搅拌作用或扰动作用,得到一种液态金属母液,其中均匀悬浮着一定量的球状初生固相或退化的枝晶固相的固-液混合浆料(也称流变浆料),对这种浆料进行的加工成型的方法。
半固态成型包括半固态流变成型和半固态触变成型两类,前者是将制备好的半固态浆料直接用于成型,如压铸成型(称为半固态流变压铸成型);后者是对制备好的半固态坯料进行重新加热使其达到半熔融状态,然后进行成型,如挤压成型(称为半固态触变挤压)[1]。
半固态成型方法打破了传统的枝晶凝固模式,开辟了强制均匀凝固的先河,与以往的金属成型方法相比,半固态金属成型在获得均匀细晶组织、提高力学性能、缩短加工工序、节约能源及成型件性能等方面具有明显的优势。
制浆的目的是为了控制凝固过程中的晶体形核与长大形态,以获得细小均匀的显微组织,从而提高材料的综合性能。
但是目前大多数的制浆方法在实际应用方面都还存在不同程度上的局限性,制约了这项技术的工业化推广应用。
因此,近年来半固态浆料制备方法仍在不断的努力探索,推进着半固态加工技术的向前发展。
目前已有包括中国在内的二十多个国家和地区开展了半固态成型研究。
研究对象主要集中在铝合金和镁合金材料的成型。
铝合金半固态成型方法主要有流变压铸、触变压铸、触变锻造等;而镁合金半固态成型的成熟技术目前主要有半固态触变注射成型技术[2]。
收稿日期:2000-10-30作者简介:蒋益民(1979 ),男,安徽无为人,硕士生,研究方向为过共晶铝硅合金半固态成形。
研究生论文专栏半固态金属成形技术现状与展望蒋益民, 蒋宗宇, 陈 刚(江苏理工大学材料科学与工程学院,江苏镇江 212013)摘 要:半固态金属成形技术具有许多优点,被专家们称为21世纪新兴的金属制造关键技术之一。
本文介绍了半固态金属成形的特点、坯料制备工艺、成形工艺、微观组织、数值模拟状况、国内外研究应用情况,并展望了半固态金属的前景和意义。
关键词:半固态金属;触变成形;微观组织;数值模拟中图分类号:T G249.9 文献标识码:A 文章编号:1004-6178(2001)01-0005-03Overview and prospect of Semi Solid Metal forming technologyJIANG Yi min, JIANG Zong y u, CHEN Gang(School of Materials Science and Engineer ing J iagsu U niver sity of Science and T echnology ,Zhenj iang J iangsu 212013,China)Abstract:T her e w er e many advantages in semi solid metal for ming technology.Specialist believed it would beco me the key metal manufacture technology in 21century.T his paper introduced the technolog y features o f semi solid metal forming,pro duction tech nigues of billets and figuration crafts,status of microstructures and numer ical simulation in semi solid metal forming.T he authors re view ed the internal and external research and industrial applications,t hen overview ed the prospect and significance of semi so lid metal in the future.Key Words:semi solid metal;thixoforming;micr ostructur es;numer ical simulation自1971年美国麻省理工学院(M IT )的D.B Spencer 和M.C Flemings 提出了金属半固态成形概念以来,半固态金属(SSM )[1-2]成形技术作为一种新型加工技术得到了国际上的普遍重视,成为材料学科的研究热点之一,部分国家已经进入了工业应用阶段。
半固态成形技术及应用摘要介绍了半固态成形技术的工艺原理,分析了机械搅拌、电磁搅拌、应变诱导、冷却斜坡等浆料制备方法和流变加工、触变加工、注射加工等成形方法。
分析了各种计算机模拟技术和模拟方法在半固态成形方面的应用,论述了目前国内外半固态成形技术的应用状况和发展趋势。
随着半固态成形技术研究水平的不断提高,成形产品及应用不断增多,发展前景广阔。
关键词: 半固态加工; 浆料制备; 成形工艺; 计算机模拟0引言20世纪70年代初,美国麻省理工学院D.B.Sepcner等研究人员在自制的高温粘度计中测量Sn-15Pb合金高温粘度时,发现了金属在凝固过程中的特殊力学行为图,即金属在凝固过程中进行强力搅拌,使枝晶破碎,得到一种液态金属母液中均匀地悬浮着一定固相组分的固液混合浆料(固相率甚至可高达60%),具有很好的流动性,易于通过普通加工方法制成产品,并冠以半固态加工[1],人们一直沿用至今。
半固态成形技术与其它的成行技术的区别在于:①半同态浆料具有流变性和触变性,变形抗力小,可提高成形速度,进行复杂件成形,缩短加工周期,利于节能节材,也可进行连续形状的高速成形;②与液态金属加工相比,半固态浆料随着同相分数的降低,呈现粘性流体特性,在微小外力作用下可发生变形流动,但粘度比液态金属高,容易控制;③当固相分数在极限值(约75%)以下时,浆料可以进行搅拌,并可很容易混入异种材料的粉末、纤维,完成复合材料制备和成形;④应用广泛,凡具有固液两相区的合金均可实现半固态加工,适用于多种加工工艺,如铸造、轧制、挤压和锻压,也正是这个优点,才产生了多种金属半固态成形工艺[2],所以被誉为2l世纪最有发展前景的现代加工新技术。
半固态金属成形过程的模拟仿真,如半同态材料的二次加热过程、凝固过程的温度场的模拟仿真,充型过程流动场的模拟仿真,触变成形过程工件应力应变场的模拟仿真和组织变化的模拟仿真等,通过对这些单一或复合过程的模拟仿真技术的研究,可以对SSM过程中产生的诸如裂纹、气孔缺陷等各种品质问题进行分析,对工艺方案进行优化,对产品品质和性能进行预测,从而达到改善产品品质、提高生产率和降低成本的目的。
半固态金属成形应用的新进展及前景展望毛卫民赵爱民钟雪友摘要论述了半固态金属坯料制备工艺、成形工艺、半固态金属成形件的性能和半固态金属成形在一些发达国家应用的最新进展,并展望了半固态金属成形在我国应用的前景及意义。
关键词:半固态金属流变成形触变成形力学性能在传统的铸造中,浇注的金属都是过热的金属液,如压铸、挤压铸造(液态模锻);而在传统的金属锻造中,坯料都是固态金属。
但从年代至今,国外研究开发出一种崭新的零件成形工艺,称为金属的半固态加工。
所谓的金属半固态加工就是在金属凝固过程中,对其施以剧烈地搅拌作用,充分打碎树枝状的初生固相,得到一种液态金属母液中均匀地悬浮着一定球状初生固相的固液混合浆料(固相组分一般为),即流变浆料,利用这种流变浆料直接进行成形加工,这种方法称之为半固态金属的流变成形();如果将流变浆料凝固成铸锭,再按需要将此金属铸锭分切成一定大小,使其重新加热(坯料的二次加热)至金属的半固态区,这时的金属铸锭一般称为半固态金属坯料,利用金属的半固态坯料进行成形加工,这种方法称之为触变成形()。
半固态金属的上述两种成形方法合称为金属的半固态成形或半固态加工( )[~]。
半固态金属成形具有许多独特的优点:铸件凝固收缩减少,成形不易裹气,因此铸件致密,可以热处理强化;铸件晶粒细小,不存在宏观偏析,性能更均匀;半固态金属成形速度高,且易于近终化()成形,机加工量减少;模具寿命长,所以半固态金属成形技术在国外获得了广泛的应用。
半固态金属坯料的生产半固态金属坯料的制备是金属半固态成形的基础,目前进入工业应用的制备工艺主要有电磁搅拌、应变激活方法。
电磁搅拌工艺电磁搅拌方法则利用电磁感应在凝固的金属液中产生感应电流,感应电流在外加磁场的作用下促使金属固液浆料激烈地搅动,使传统的枝晶组织转变为非枝晶的搅拌组织。
电磁搅拌不会污染金属浆料,金属浆料纯净,也不会卷入气体,电磁参数控制方便灵活。
将电磁搅拌技术及连铸技术相结合可以生产连续的搅拌铸锭,这是目前工业应用的主要生产工艺方法,见图。
收稿日期:2004206228收到初稿,2004208203收到修订稿。
作者简介:冯鹏发(1972-),男,陕西凤翔人,博士生,主要从事轻合金加工技术研究。
电话:010*********,E 2mail :fpf02@mails 1tsinghua 1edu 1cn半固态合金流变成形技术的研究现状与发展冯鹏发,唐靖林,李双寿,曾大本(清华大学机械工程系,北京100084)摘要:系统总结了半固态合金流变成形技术的研究进展和工业应用现状。
按照半固态浆料的制备方法及制浆与成形之间的关系,分别介绍了机械搅拌式流变铸造、电磁搅拌式流变射铸、倾斜板浇注式流变铸造、液相线铸造(模锻)和Semi 2Solid Rheocasting (SS R TM )技术的成形原理、技术特点、设备结构和工业应用现状,分析了其发展前景。
关键词:流变成形;浆料制备;非枝晶半固态合金中图分类号:TG 24919 文献标识码:A 文章编号:100124977(2004)1220963205Progress and Prospect of Research and Application ofSemi 2Solid Alloy Rheoforming ProcessesFE NG Peng 2fa ,T ANG Jing 2lin ,LI Shuang 2shou ,ZE NG Da 2ben(Department of Mechanical Engineering ,Tsinghua University ,Beijing 100084,China )Abstract :The research progress and industrial application of the semi 2solid alloy rheocasting processes are comprehensively presented.According to the preparation methods of semi 2solid alloy slurry and their relations with the workpiece forming ,mechanical stirring rheomoulding processes (including the single 2screw rheomoulding ,the twin 2screw rheomoulding ,and several modified processes ),electromagnetic stirring rheocasting processes (including process of stirring in shot sleeve invented by Shibata ,and three modified processes ),process using a cooling slop e and its modification ,UBE New Rheocasting (UN 2RC ),liquidus casting/forging and Semi 2Solid Rheocasting (SSR T M )are respectively described in detail.And the fundamentals ,features ,equipments ,application and pro spects of the processes are evaluated.Keywords :rheoforming ;slurry preparation ;nondendritic semi 2solid allo y 半固态成形技术通常分为流变成形和触变成形两大类。
半固态金属成形技术1. 引言半固态金属成形技术是一种新兴的金属加工技术,它将固态和液态的金属材料的优点结合在一起,可以制造出具有高强度、高精度、复杂形状的金属零件,具有极高的应用价值。
本文将介绍半固态金属成形技术的基本原理、应用范围、优点和发展前景。
2. 基本原理半固态金属成形技术的基本原理是将铸造过程中合金中铸晶的分布状态控制在半固态状态,通过控制合金的热状态和机械变形来实现金属成形。
具体而言,就是将合金熔融后,在一定的时间和温度范围内,控制其冷却速度,使合金中的铸晶呈现出部分熔化和形变状态,从而达到半固态的状态。
3. 应用范围半固态金属成形技术可以应用于航空航天、汽车、船舶、机械等领域的制造。
具有如下优点:(1)可以直接制造出高强度、高精度、复杂形状的零件,避免了加工中的残余应力和失真;(2)可以大幅减少加工成本,节约了材料和时间成本;(3)可以提高金属材料的性能和质量,增加产品寿命和安全性;(4)可以生产大尺寸、高质量的零件,提高了生产效率和产能。
4. 优点半固态金属成形技术具有以下优点:(1)成形精度高,可以实现微米级的精度控制;(2)成本低,可以节省大量人力、物力和时间成本;(3)高性能材料制造,可以生产出高强度、高耐热、高耐腐蚀的材料,扩展了金属材料的应用范围;(4)可持续发展,可以对既有材料进行再加工和再利用。
5. 发展前景半固态金属成形技术是一种有前途的金属制造技术,目前已经进入实际应用阶段。
未来,它将逐步替代传统的金属成形工艺,成为重要的先进制造技术之一。
同时,随着科学技术的不断发展,半固态金属成形技术也将不断创新和完善,提高成形速度和效率,扩大应用范围。
预计在未来的十年内,半固态金属成形技术将会取得重要的技术突破,推动金属制造行业的成型和发展。
6. 结论半固态金属成形技术是一种健康、可持续发展的金属制造技术。
它具有高效、高精度、高性能、低成本等优点,可以适应不同的金属制造领域的需求。
铝合金半固态成形技术的应用及发展摘要:半固态成形技术是一种近终成形(near-net-shape)的成形工艺。
本文阐述了铝合金半固态成形技术的应用概况及主要工艺方法,各种半固态成形工艺的应用及其优缺点,以及铝合金半固态成形技术的发展趋势。
关键词:铝合金;半固态;成形;0前言半固态加工技术主要应用于汽车零件制造方面,另外,在军事、航空、电子以及消费品等方面也进行了产品开发。
多数情况为铝、镁合金的半固态压铸、模锻以及注射成形。
所谓半固态金属加工技术即在金属凝固过程中,进行剧烈搅拌,将凝固过程中形成的枝晶打碎或完全抑制枝晶的生长,然后直接进行流变铸造或制备半固态坯锭后,根据产品尺寸下料,再重新加热到半固态温度,然后进行成形加工。
金属半固态成形技术(semi-solid metal forming,简称ssm)是在20世纪七十年代由美国麻省理工学院学者m.c.flemings等人首次提出,该技术具有高效、优质、节能和近终成形等优点[1~3],可以满足现代汽车制造业对有色合金铸件高致密度、高强度、高可靠性、高生产率和低成本等要求,因此倍受汽车制造厂商以及零部件配套生产厂商的重视。
1.半固态成形工艺半固态金属加工技术主要有两种工艺:一种是将经搅拌获得的半固态金属浆料在保持其半固态温度的条件下直接进行半固态加工,即流变成形(rheoforming);另一种是将半固态浆料冷却凝固成坯料后,根据产品尺寸下料,再重新加热到半固态温度,然后进行成形加工,即触变成形(thixoforming),后者在目前的生产条件下占主导地位。
通常铝合金的半固态加工技术主要有三道工序:半固态坯料的制备、二次重熔和触变成形。
触变成形作为半固态加工技术的最后一道工序,是影响半固态成形件组织和性能的关键工序,直接影响着半固态成形件的组织和性能。
半固态金属加工技术可分为半固态金属铸造法和锻造法。
1.1半固态铸造工艺半固态压铸工艺是目前半固态金属铸造成形的主要成形工艺。