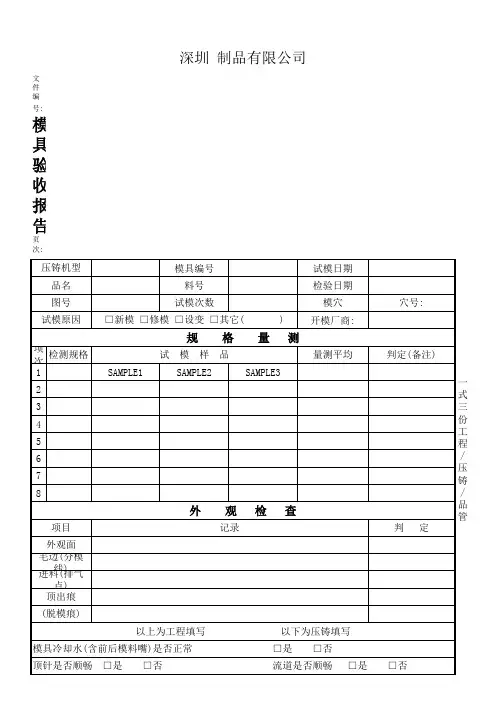
模具验收报告表
- 格式:xls
- 大小:52.00 KB
- 文档页数:4
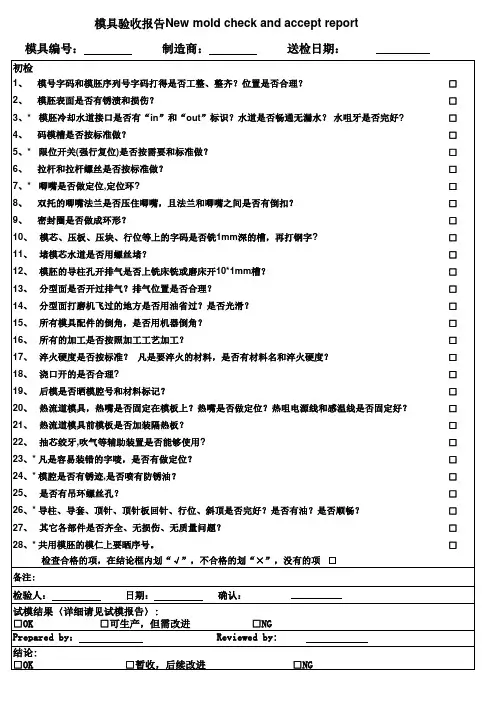


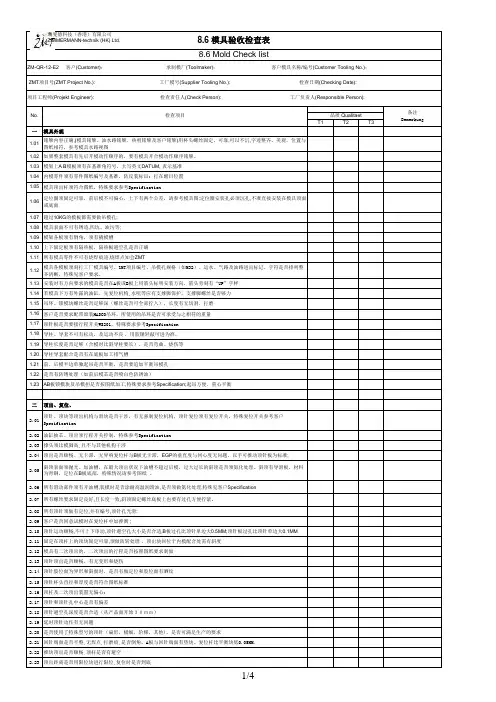
T1T2T3一模具外观1.01铭牌内容正确,(模具铭牌、油水路铭牌、热咀铭牌及客户铭牌)用杯头螺丝固定、可靠,可以不沉,字迹整齐、美观,位置与图纸相符,参考模具水路视图1.02如果整套模具有先后开模动作顺序的,要有模具开合模动作顺序铭牌。
1.03模架上A B 模板须有在基准角符号,大写英文DATUM, 表示基准1.04内模零件须有零件图纸编号及基准,防反装标识; 打在醒目位置1.05模具顶出杆须符合图纸,特殊要求参考Specification 1.06定位圈须固定可靠,前后模不可偏心,上下有两个公差,请参考模具图;定位圈安装孔必须沉孔,不准直接安装在模具顶面或底面1.07超过10KG 的模板都需要做吊模孔;1.08模具表面不可有锈迹,凹坑、油污等;1.09模架各板须有倒角,须有撬模槽1.10上下固定板须有隔热板,隔热板避空孔是否正确1.11所有模具零件不可有烧焊痕迹,烧焊点知会ZMT 1.12模具各模板须刻打工厂模具编号、ZMT项目编号、吊模孔规格(如M32)、运水、气路及油路进出标记、字符是否排列整齐清晰,特殊见客户要求。
1.13安装时有方向要求的模具是否在A板或B板上用箭头标明安装方向,箭头旁刻有“UP”字样1.14若模具下方有外露的油缸、先复位机构,水咀等应有支撑脚保护,支撑脚螺丝是否够力1.15吊环、锁模块螺丝是否足够深(螺丝是否可全部拧入),长度有无切割、打磨1.16客户是否要求配带原装HASCO吊环,所使用的吊环是否可承受与之相符的重量1.17顶针板是否要接行程开关WS201,特殊要求参考Specification 1.18导柱、导套不可有松动,及运动不良 ,用胶锤轻敲可进为准。
1.19导柱长度是否足够(合模时比斜导柱要长)、是否弯曲、烧伤等1.20导柱导套配合是否有在底板加工排气槽1.21前、后模半边单独起吊是否平衡,是否要追加平衡吊模孔1.22是否有防锈处理(如前后模芯是否喷白色防锈油)1.23AB 板锁模块及吊模担是否按图纸加工,特殊要求参考Specification;起吊方便、重心平衡二顶出、复位、2.01顶针、顶块等顶出机构与滑块是否干涉,有无强制复位机构,顶针复位须有复位开关,特殊复位开关参考客户Specification2.02油缸抽芯、顶出须行程开关控制,特殊参考Specification 2.03撑头须比模脚高,且不与其他机构干涉2.04顶出是否顺畅、无卡滞,无异响复位杆与B 板无卡滞,EGP 的垂直度与同心度无问题,以手可推动顶针板为标准;2.05斜顶表面须抛光、加油槽,在最大顶出状况下油槽不超过后模,过大过长的斜顶是否须氮化处理。
表码:Q/JY-生-06模具编号验收日期
五、确认模具放置位置。
需要达到标准
捷永电器实业有限公司
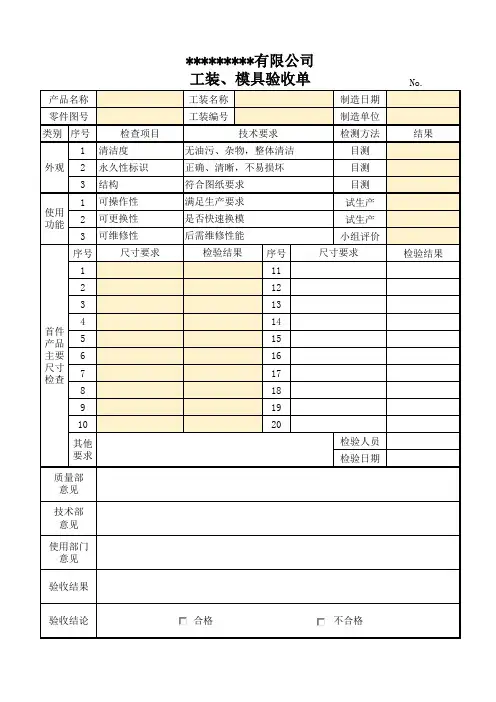
模具验收单
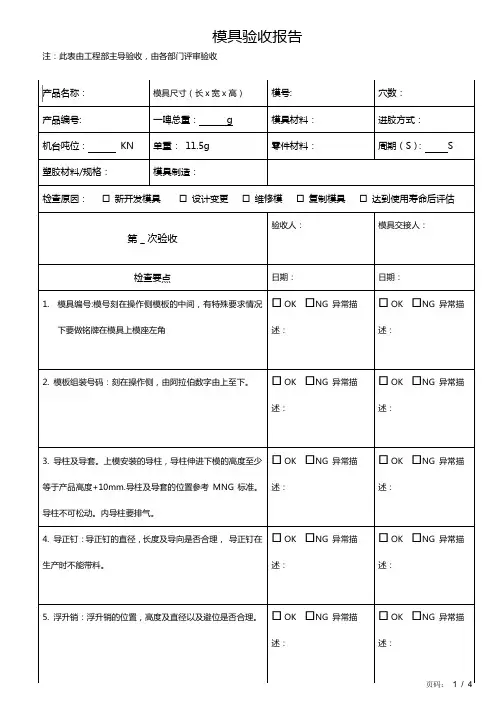
模具名称制造方验收过程四、试生产,注塑件各参数符合公司技术要求,产品经检验合格。
二、模具型腔打磨光滑,顶针、滑块灵活。
三、经试模,模具运行正常,合模紧密。
一、模具外观完好,材质与要求相符。
5.结论:合格【 】不合格【 】
签字/日期:
1.产品符合性:
技质部2.装配符合性:
3.产品适用性:
4.产品需改进项:
5.产品需改进项:
6.结论:合格【 】不合格【 】
签字/日期:
业务部
1.模具是否按规定时间内交货:
2.其他:
3.结论:合格【 】不合格【 】
签字/日期:生产部1.模号特征是否清晰:
2.资料手续是否齐全:
3.外观状况是否良好:
4.水嘴、定位环及其它配件齐备程度:。
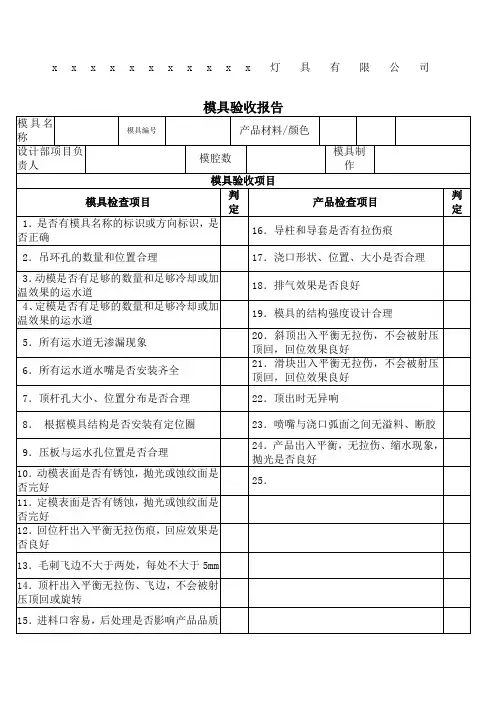
模具名称验收地点评价人员评价时间NG NG 模具验收的主要评价项目XXX 机械有限公司模具验收单 文件编号:模具代号模具供应商模具外观喷天蓝色油漆: 模具动定模的四角部要有撬模槽:模具外观验收验收项目判定评价简述OK 模具铭牌是否符合我司的要求:(名称/图号/重量/外形尺寸/熔杯大小等) 安装熔杯孔尺寸是否符合机器使用:(与分体熔杯配合/整体熔杯则与机器配合,要求填写实际数据)模具下方要求制作保护分流锥及浇口套冷却水管的垫块:熔杯/浇口套直径大小是否符合要求:(要求依图面单独检测,并填写实际数据) 模具型腔验收验收项目判定评价简述OK模具吊装孔必须要吊装平衡;(500T 以上模具侧面也要加工吊装孔) 动模推板预复位螺孔及位置尺寸是否符合我司机器的要求:渣包、浇口、分流锥抛光检查模具型腔表面是否有烧焊:检查模具型腔是否有裂纹及磕碰痕迹:模具型腔材料是否符合我司的要求:(型腔材质报告)模具动定型腔脱模面是否抛光加工:所有成型面的火花纹是否去除:所有顶针孔必须配合顺滑,不能有卡滞现象:所有顶针要求配平型腔面:(正常顶针应高出型腔面0.05~0.1mm)动定模型腔/滑块等配模表面红丹粉的贴合状况是否合格:模具型腔尺寸是否符合要求:(要求填写测量数据)NG NG ■备注:所有顶针要求配平型腔面:(正常顶针应高出型腔面0.05~0.1mm)所有型腔运水孔必须用堵头堵水:(装模之前要试是否漏水)浇口套/分流锥的运水管要求单独连接:检查模具型腔的刻字:(含模具的班组标识/模具代号/产品图号/材料牌号等)动定模型腔必须要有吊装孔:油缸不能有漏油现象:(容易卸压造成滑块压坏)模具备件验收模具安装完成后必须进行试水实验:(试水压力保证0.3mpa 以上不漏水)如果模具有需要高压点冷,必须要单独连接:模具使用的顶针依直径大小及长度各备两支(长度取最长为准) 所有型芯尺寸实物要与图面一致:(后续按图纸直接采购) 验收项目判定评价简述OK模具中所有直径小于12mm 必须要有备件:(要求两套) 易损型芯要求表面光滑且氮化处理:模具资料验收验收项目判定评价简述OK模具纸质图档一份:(含模具加工图面/产品浇口图/运水图等) 模具易损型芯纸质图档及清单一份: 交付模具的资料要求采用打孔文件夹方式: 整套模具的2D/3D 电子档光碟一张: 评价简述是对于验收项目进行说明其它相关资料: 综合评价:为验收的关健项目为验收的普通项目模具使用说明书/出厂检验报告(含硬度检测): 模具型腔材质报告及热处理报告: 。
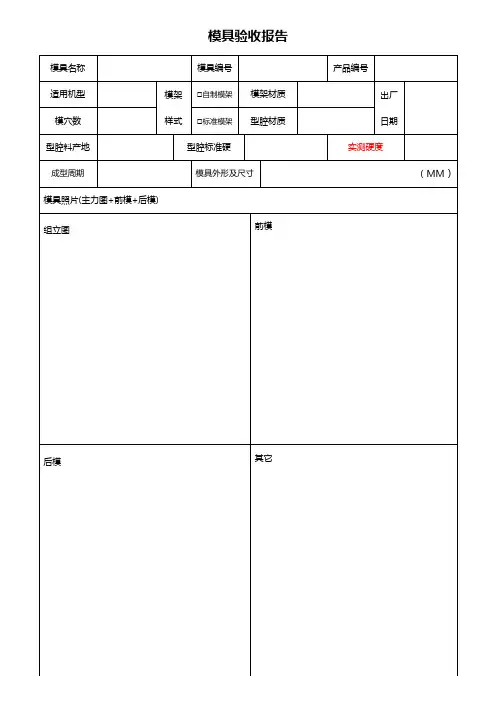
模具名称mold name 模具编号:mold no.模具穴数cavity 模具类型/type:模具重量weight(KG)模具外形尺寸outer sizeMM 产品材质part material 材料规格material size(MM)产品净重part net weight(g)开模日期/mold opening date 产品水口重/runnerweight(g)适用机台吨位machine tons 组立完成日期assembly finish date 标准周期/cycle 试产产品品号part no.首次试产日期T1 date 试产数量/trail Qty 验收合格日期verified date验收单位/dept备注/remark工程主管/supervisor 模具验收报告模具基本资料/Mold basic information五金工程模/punch test mold 塑胶模/plastic mold185*200*490□T1:2000 □T2:5000 □T3:10000 □T4:15000模具图片/mold photo验收内容/verified information验收项/item验收意见/comment1>五金连续模:是否连续生产产品1万pcs以上punch mold: if continually produce part more than 10K pcs.2>五金工程模:是否已冲压产品2Kpcs以上punch test mold: if already punched more than 2K pcs part 3>塑 胶 模:是否已生产2000模次的产品4>SOP资料是否已建立受控。
If SOP file been made and controlled 5>标准产能是否符合设定要求。
If the production capacity fulfill requirement 6>试产过程是否安全便利。