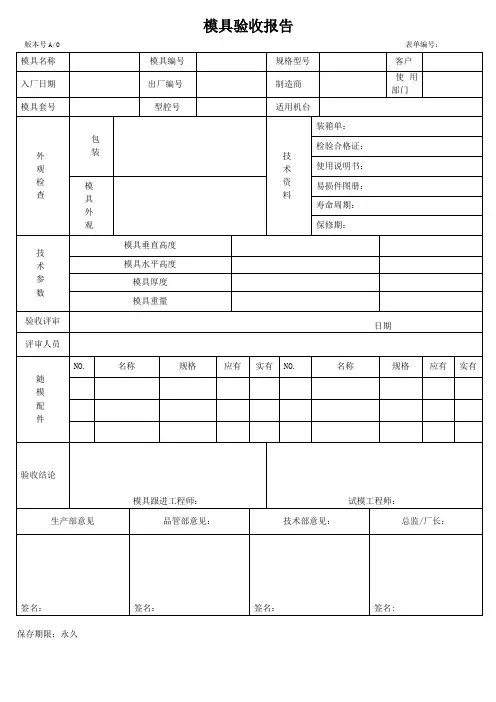
模具验收报告单-中英文版
- 格式:doc
- 大小:165.00 KB
- 文档页数:2
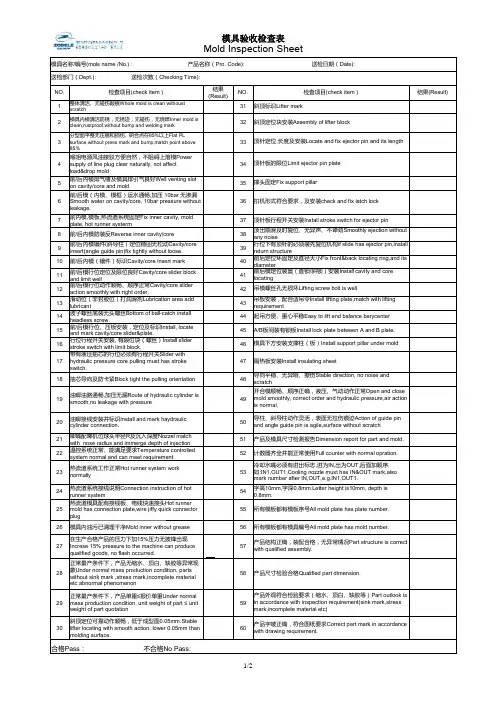
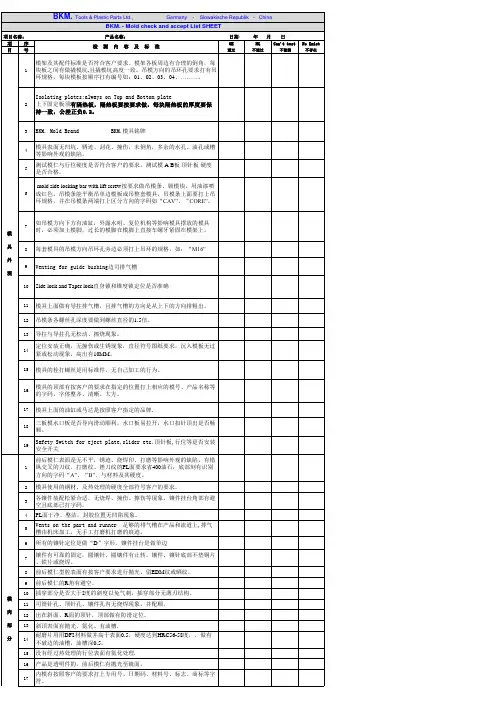
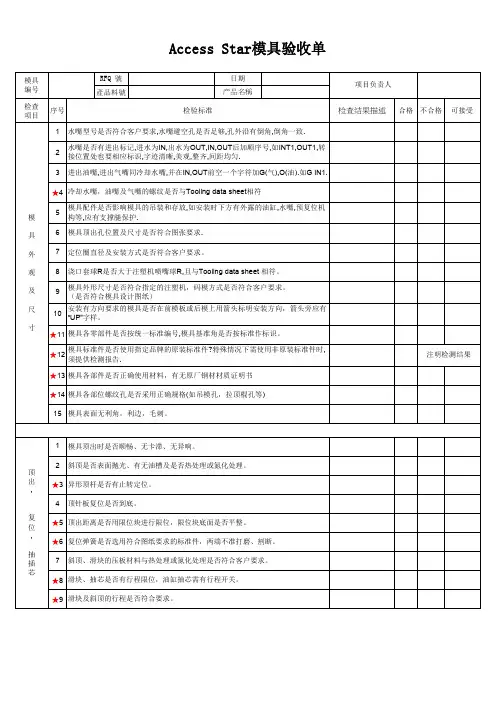
NO.检查项目(check item )结果(Result)NO.结果(Result)1整体清洁、无碰伤敲痕Whole mold is clean withoustscratch312模具内模清洁防锈,无锈迹,无碰伤,无烧焊Inner mold isclean,rustproof,without bump and welding mark323分型面平整无压痕和损伤, 研合点在85%以上Flat PLsurface,without press mark and bump,match point above85%334喉咀电源风油接驳方便自然,不阻碍上落模Powersupply of line plug clear naturally, not affect load&dropmold345前/后内模排气槽及模具排引气良好Well venting sloton cavity/core and mold356前/后模(内模、模框)运水通畅,加压 10bar 无渗漏Smooth water on cavity/core, 10bar pressure withoutleakage.367前内模,模板,热流道系统固定Fix inner cavity, moldplate, hot runner systerm378前/后内模防装反Reverse inner cavity/core389前/后内模镶件(斜导柱)定位稳固无松动Cavity/coreinsert(angle guide pin)fix tightly without loose.3910前/后内模(镶件)标识Cavity/core insert mark4011前/后模行位定位及限位良好Cavity/core slider blockand limit well4112前/后模行位动作顺畅、顺序正常Cavity/core slideraction smoothly with right order.4213滑动位(非封胶位)打润滑剂Lubrication area addlubricant4314波子螺丝底装无头螺丝Bottom of ball-catch installheadless screw4415前/后模行位、压板安装,定位及标识Install, locateand mark cavity/core slider&plate.4516行位行程开关安装, 有限位块(螺丝)Install sliderstroke switch with limit block.4617带有液压抽芯的行位必须有行程开关Slider withhydraulic pressure core pulling must has strokeswitch.4718抽芯导向及防卡紧Block tight the pulling orientation.4819油唧油路通畅,加压无漏Route of hydraulic cylinder issmooth,no leakage with pressure4920油唧接线安装并标识Install and mark haydrauliccylinder connection.5021唧嘴配啤机位球头半径R及沉入深度Nozzel match withnose radius and immerge depth of injection machine5122温控系统正常、能满足要求Temperature controlledsystem normal and can meet requirement5223热流道系统工作正常Hot runner system work normally5324热流道系统接线说明Connection instruction of hotrunner system5425热流道模具配有接线板、电线快速接头Hot runnermold has connection plate,wire jiffy quick connectorplug5526模具内油污已清理干净Mold inner without grease5627在生产合格产品的压力下加15%压力无披锋出现Increse 15% pressure to the machine can producequalified goods, no flash occurred.5728正常量产条件下,产品无缩水、顶白、缺胶等异常现象Under normal mass production condition, partswithout sink mark ,stress mark,incomplete material etcabnormal phenomenon5829正常量产条件下,产品单重≤报价单重Under normalmass production condition, unit weight of part ≤ unitweight of part quotation5930斜顶定位可靠动作顺畅,低于成型面0.05mm.Stablelifter locating with smooth action, lower 0.05mm thanmolding surface.60送检部门(Dept.): 送检次数(Checking Time):合格Pass:不合格No Pass:撑头固定Fix support pillar扣机形式符合要求,及安装check and fix latch lock顶针板行程开关安装Install stroke switch for ejector pin顶出顺滑及时复位、无异声、不犟劲Smoothly ejection without any noise检查项目(check item )斜顶标识Lifter mark斜顶定位块安装Assembly of lifter block顶针定位,长度及安装Locate and fix ejector pin and its length顶针板的限位Limit ejector pin plate行位下有顶针的必须装先复位机构if slide has ejector pin,install return structure前后定位环固定及直径大小Fix front&back locating ring,and its diameter前后模定位装置(直锁/斜锁)安装Install cavity and corelocating吊模螺丝孔无损坏Lifting screw bolt is well吊板安装,配合适吊令Install lifting plate,match with liftingrequirement起吊方便、重心平稳Easy to lift and balance barycenter所有模板都有模具编号All mold plate has mold number.A/B板间装有锁板Install lock plate between A and B plate.模具下方安装支撑柱(板)Install support pillar under mold隔热板安装Install insulating sheet导向平稳、无异响、擦伤Stable direction, no noise and scratch 开合模顺畅、顺序正确,液压、气动动作正常Open and closemold smoothly, correct order and hydraulic pressure,air action is normal,导柱、斜导柱动作灵活,表面无拉伤痕迹Action of guide pinand angle guide pin is agile,surface without scratch产品结构正确,装配合格,无异常情况Part structure is correct with qualified assembly.产品尺寸检验合格Qualified part dimension.产品外观符合检验要求(缩水、顶白、缺胶等)Part outlook is in accordance with inspection requirement(sink mark,stressmark,incomplete material etc)产品字唛正确,符合图纸要求Correct part mark in accordance with drawing requirement.产品及模具尺寸检测报告Dimension report for part and mold.计数器齐全并能正常使用Full counter with normal opration.冷却水嘴必须有进出标志,进为IN,出为OUT,后面加顺序,如:IN1,OUT1,Cooling nozzle must has IN&OUT mark,alsomark number after IN,OUT,e.g.IN1,OUT1.字高10mm,字深0.8mm.Letter height is10mm, depth is 0.8mm.所有模板都有模板序号All mold plate has plate number.1/2NO.检查项目(check item )结果(Result)NO.结果(Result)送检部门(Dept.): 送检次数(Checking Time):检查项目(check item )2/2。
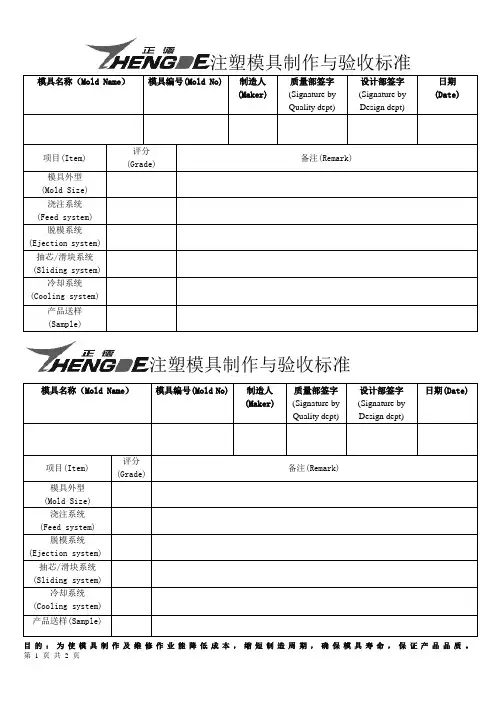
目的:为使模具制作及维修作业能降低成本,缩短制造周期,确保模具寿命,保证产品品质。
模具名称(
Mold Name )
模具编号(Mold No) 制造人
(Maker) 质量部签字 (Signature by Quality dept)
设计部签字 (Signature by Design dept)
日期 (Date)
项目(Item) 评分 (Grade) 备注(Remark)
模具外型 (Mold Size) 浇注系统 (Feed system)
脱模系统 (Ejection system) 抽芯/滑块系统 (Sliding system) 冷却系统 (Cooling system)
产品送样 (Sample)
注塑模具制作与验收标准
模具名称(Mold Name )
模具编号(Mold No)
制造人(Maker) 质量部签字(Signature by Quality dept) 设计部签字(Signature by Design dept)
日期(Date)
项目(Item) 评分 (Grade) 备注(Remark)
模具外型 (Mold Size) 浇注系统 (Feed system) 脱模系统 (Ejection system) 抽芯/滑块系统 (Sliding system) 冷却系统 (Cooling system) 产品送样(Sample)。
模具验收单
,
取
件
出
,
模具验收单
模具验收单
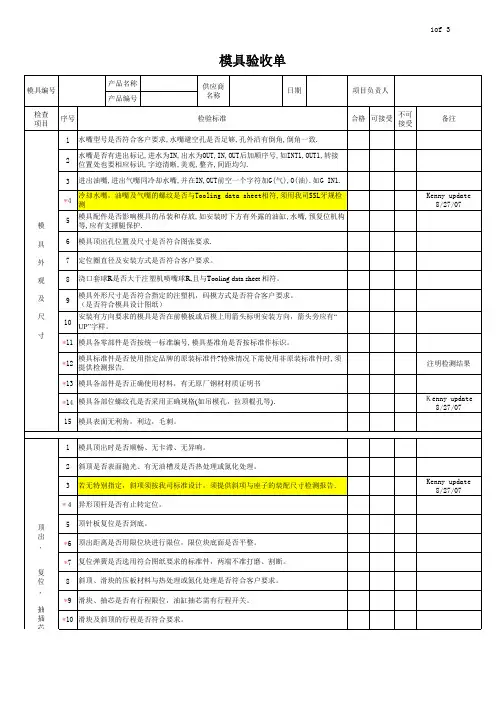
备注:
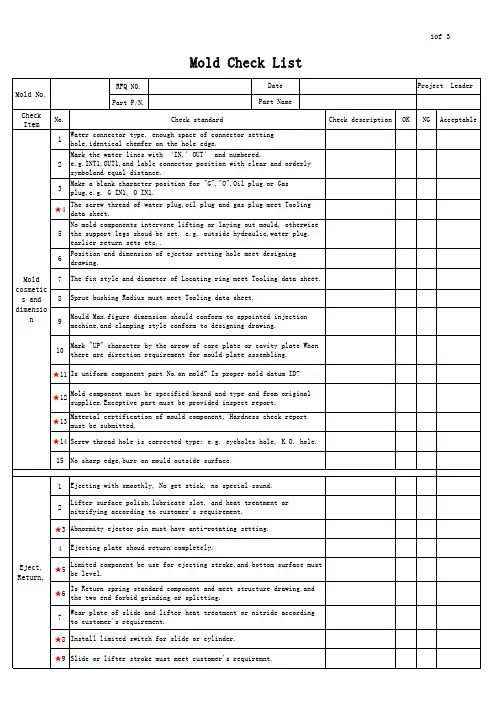
1.此表中未提及内容请参见本公司提供的Tooling data sheet.
2.此表中带“*”的项目须在模具加工过程中或试模前检测完成并提交详细检测报告。
3.所有本公司模具出口前,须参照以上内容进行逐项检查,如有不合格项,在未经本公司项目负责人书面认可的情况下,模具视为不合格。
4.以上内容供应商须如实填写,模具出口后发现与检测结果不符的情况,本公司有权从模具款中扣除更改费用或全部尾款。
5.供应商如对此表有任何疑问请与本公司项目负责人联系。
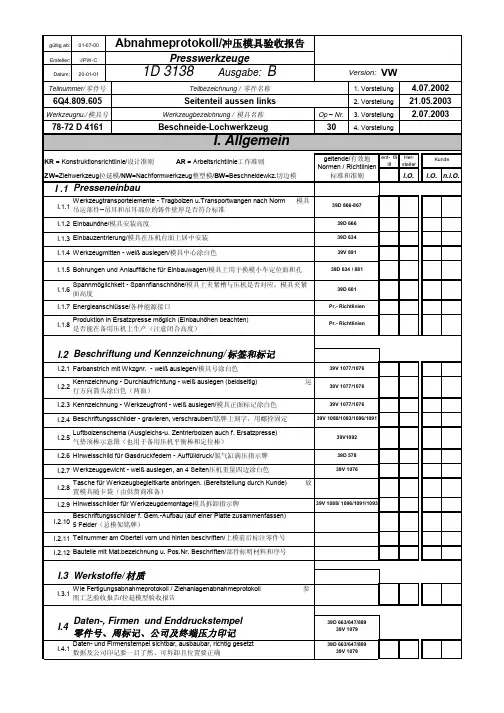
g ültig ab:01-07-00 Ersteller:I/PW-C Datum:20-01-01Werkzeugbezeichnung / 模具名称Op – Nr.Beschneide-Lochwerkzeug 30KR = Konstruktionsrichtlinie/设计准则 AR = Arbeitsrichtlinie 工作准则ent- f ällt Her-steller ZW =Ziehwerkzeug 拉延模/NW =Nachformwerkzeug 整型模/BW =Beschneidewkz.切边模i.O.i.O.n.i.O.I .1I.1.1I.1.2I.1.3I.1.4I.1.5I.1.6I.1.7I.1.8I.2I.2.1I.2.2I.2.3I.2.4I.2.5I.2.6I.2.7I.2.8I.2.9I.2.10I.2.11I.2.12I.3I.3.1I.4I.4.1Daten-, Firmen und Enddruckstempel 零件号、周标记、公司及终端压力印记39D 663/647/88939V 1079Daten- und Firmenstempel sichtbar, ausbaubar, richtig gesetzt数据及公司印记要一目了然、可坼卸且位置要正确39D 663/647/88939V 1079Wie Fertigungsabnahmeprotokoll / Ziehanlagenabnahmeprotokoll 参照工艺验收报告/拉延模型验收报告Werkstoffe/材质Teilnummer am Oberteil vorn und hinten beschriften/上模前后标注零件号Bauteile mit Mat.bezeichnung u. Pos.Nr. Beschriften/部件标明材料和序号Hinweisschilder f ür Werkzeugdemontage 模具拆卸指示牌39V 1088/ 1096/1091/1093Beschriftungsschilder f. Gem.-Aufbau (auf einer Platte zusammenfassen)5 Felder (总模架铭牌)Werkzeuggewicht - wei ß auslegen, an 4 Seiten 压机重量四边涂白色39V 1076Tasche f ür Werkzeugbegleitkarte anbringen. (Bereitstellung durch Kunde) 放置模具随卡袋(由供货商准备)Luftbolzenschema (Ausgleichs-u. Zentrierbolzen auch f. Ersatzpresse)气垫顶棒示意图(也用于备用压机平衡棒和定位棒)39V1092Hinweisschild f ür Gasdruckfedern - Auff ülldruck/氮气缸满压指示牌39D 578Kennzeichnung - Werkzeugfront - wei ß auslegen/模具正面标记涂白色39V 1077/1076Beschriftungsschilder - gravieren, verschrauben/铭牌上刻字,用螺拴固定39V 1088/1093/1096/1091Farbanstrich mit Wkzgnr. - wei ß auslegen/模具号涂白色39V 1077/1076Kennzeichnung - Durchlaufrichtung - wei ß auslegen (beidseitig) 运行方向箭头涂白色(两面)39V 1077/1076Beschriftung und Kennzeichnung/标签和标记Energieanschl üsse/各种能源接口Pr.- RichtlinienProduktion in Ersatzpresse m öglich (Einbauh öhen beachten)是否能在备用压机上生产(注意闭合高度)Pr.- Richtlinien Bohrungen und Anlauffl äche f ür Einbauwagen/模具上用于换模小车定位面和孔39D 634 / 881Spannm öglichkeit - Spannflanschh öhe/模具上夹紧槽与压机是否对应,模具夹紧面高度39D 601Einbauzentrierung/模具在压机台面上居中安装39D 634Werkzeugmitten - wei ß auslegen/模具中心涂白色39V 891Werkzeugtransportelemente - Tragbolzen u.Transportwangen nach Norm 模具吊运部件--吊耳和吊耳部位的铸件壁厚是否符合标准39D 866-867Einbauh öhe/模具安装高度39D 666PresseneinbauI. Allgemeingeltende/有效地Normen / Richtlinien 标准和准则Kunde Werkzeugnu./模具号 3. Vorstellung2.07.200378-72 D 4161 4. Vorstellung 6Q4.809.605Seitenteil aussen links 2. Vorstellung 21.05.2003Teilnummer/零件号Teilbezeichnung / 零件名称 1. Vorstellung 4.07.2002Abnahmeprotokoll/冲压模具验收报告Presswerkzeuge 1D 3138 Ausgabe: BVersion:VWI.4.2I.4.3I.5I.5.1I.5.2I.5.3I.5.4I.5.5I.5.6I.5.7I.6I.6.1I.6.2I.7I.7.1I.7.1.1I.7.1.2I.7.1.3I.7.1.4I.7.2I.7.2.1I.7.2.2I.7.2.3I.7.2.4I.7.2.5I.8I.8.1I.8.1.1I.8.1.2I.8.1.3I.8.1.4I.8.1.5I.8.1.6 Anzahl und H öhe ausreichend, einsatzgeh ärtet / 数量和高度是否够Sucher und Aufnahmestifte im Durchm. gro ß genug, konisch geschliffen要考虑导正销和定位销足够大的通孔直径,磨削锥体leicht demontierbar / 易拆卸Lage, Anzahl, H öhe der Anschl äge/ 定位块的位置、数量和高度Verarbeitung (Radien), Gr öße der Aussparung f ür Anschl äge 加工(圆角),定位块间隙尺寸Einweiser, Sucher/ 工序件定位器,导正39D 807 39V 1242/1245Feingussanschl äge f ür Platinen und Teilefixierung/固定零件和料片的精细定位块Einweiser und Sucher / 挡板和导正Mit Dickenma ß beschriftet/ 标出厚度尺寸Unterf ütterung/下面是否台阶支撑richtige Materialpaarung/材料是否正确配对Befestigung / 是否固定R ückenf ührung / 回程导向richtig platziert und ausreichend/是否正确定位,是否有足够的位置S äulen konisch angeschliffen bei schwimmend gelagerten Wkzg. 浮动支承板模具用锥形头导柱39D 958F ührungsbuchsen und S äulen nach unten/oben freigebohrt 导套和导柱向上向下有通孔39D 862Anordnung, Stabilit ät ausreichend, Material, fester Sitz der S äulen keineKurstoffplatten o. Buchsen分布位置,足够的稳定性,材料,导柱固定位置,不允许用塑料导套和导板Halteklammern bei verdeckten S äulen u. F ührungsbuchsen 导柱和导套用压板固定39D 856F ührungen/导向Stollen - S äulen - Laschenf ührung/导槽--导柱-导板39V 1157/1159Mit Klammern gegen herausfallen gesichert/防止拔出,用压板固定39D 861Ausgleichsbolzen/平衡顶棒39D 896/11-1D 447In B üchsen gef ührt: Festschmierstoff (bei Einsatz Prod-Presse) 用固体润滑剂的导套(备用生产压机时)39 D 860Mit Bemi. Nr. und L änge beschriftet/顶棒上标明工装号和长度Auflauffl ächen f ür Tischkissenbolzen verg ütet/工作台气垫顶棒磨擦面调质处理Bei Normabweichung (z.B.abgefr äst) Nummerierung erforderlich 非标顶棒要编号St ößelkissenbolzen funktionell richtig und über Gussrippen gesetzt 状滑块气垫顶棒性能正确,放置在铸件筋上39D 638Einheitliches Tischkissenbild nach Konstruktionsrichtlinie der jeweiligenPressenstra ße/根据不同压机线设计准则统一工作台气垫图Pr.Richtl.Tischkissen- und St ößelkissenbolzen/工作台气垫和滑块气垫顶棒Pr.- Richtlinien Ziehkissenbolzen funktionell richtig und unter Gussrippen gesetzt 拉延气垫顶棒性能正确,放置在铸件筋下面39V 1228 39D 951Luftbolzen/顶棒Enddruckstempel richtig gesetzt(Formstufe) u. am Fertigteil sichtbar 终端压力印记位置要正确,可在成型件看见39V 863Endruckstempel auf Konsole gesetzt und einsatzgeh ärtet bzw. Verg ütet/ 终端压力印记需表面淬硬热处理I.8.1.7 I.8.1.8 I.8.1.9I.8.2 I.8.2.1 I.8.3 I.8.3.1 I.8.3.2I.9 I.9.1 I.9.2 I.9.3 I.9.4 I.9.5 I.9.6 I.9.7I.10 I.10.1 I.10.2 I.10.3 I.10.4I.11 I.11.1 I.11.2 I.11.3 I.11.4 I.11.5 I.11.6 I.11.7 I.11.8I.12Absteck- ,Halte- und Sicherheitselemente横插销,止动件和安全件39D 854/1 / 650 Flächen für Sicherheitsstützen vorhanden (Gelb-Schwarz gekennzeichnet)安全保护面(用黄黑标出)39D 591 gelb gestrichen / 涂黄色Maße auf Werkzeug eingeschlagen (Schlagzahlen)/模具上标出尺寸bei Werkzeugen für mech. Pressen mit Gasdruckfedern ( 70 x 50 x 3,0 dick机械压机模具带氮气缸( 70 x 50 x 3,0 )bei Werkzeugen für hydr. Pressen ohne Gasdruckfedern ( 100 x 60 x 7,1 dick )液压压机模具不带氮气缸( 100 x 60 x 7,1 )Ausführung (klappbar)/结构(可折叠)richtig dimensioniert / 正确地标出尺寸Ruheelemente / 静止元件39D 635 richtige Lage / 位置是否正确rot gestrichen / 涂红色Maße eingeschlagen/ 标明定距块高度尺寸Über Gussrippen gesetzt (Auflagefläche min. 50%) 放置铸造筋上(至少50%支承面)Distanzen (Einzelstufendistanzen,Gem.Aufbau-Distanzen)定距块(单副模具和总模架定距块)39V 1162 ausreichend dimensioniert/留有足够的位置Pressteil mit angez. Anlagebereichen und entsprechender Teilskizze冲压件上要标出接触范围和相应的蓝油零件entlang der Schnittkante, außerhalb Funktionsbereich freischleifen沿着切边边沿把不影响功能部分磨掉richtiger Pressendruck/要有正确的冲压压力PR.-Richtlinien Bei Methode ohne Nachformoperation im Ziehwerkzeug voller Druck 拉延模无后续整形工序时需要拉实压足Bei Niederhalter von Beschneidewerkzeugen ca. 5 - 10 mm breit切边模卸料板的面与刀口接触面宽度5-10MMBlechhalterbild funktionsbezogen/与性能有关的压边圈图Tragbild bei allen Anschlussflächen/所有接触面图Tuschierbild / 蓝油图Aufnahmen ausreichend, Verschraubung, Verstiftung/确保定位,旋紧,插牢Aufnahmepunkte nach Fertigungs-/Ziehanlagenabnahmeprotokoll定位点确定按验收的richtig gesetzt, leicht demontierbar, Steckverbindung, Kabelverlegung 位置是否正确,易拆除,插座连接和铺电缆Teilaufnahmen/零件定位Grenztaster, Platinenlagekontrollen, Teillagekontrollen论限位键,料片位置控制和零件位置控制39D 639 exakte Fixierung der Pressteile in allen OP-Folgen在所有工序上另外固定冲压件Sucher gegen Herausfallen bzw. Herausziehen gesichert 要防止导正销脱落。
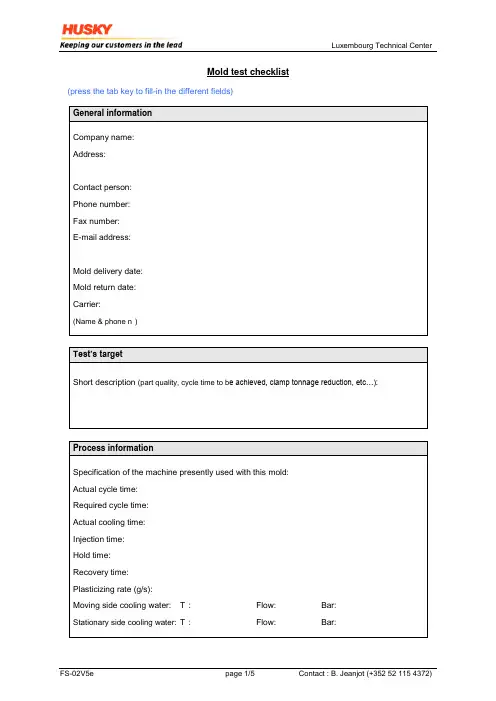
Luxembourg Technical CenterMold test checklist(press the tab key to fill-in the different fields)Luxembourg Technical CenterMold informationMold maker:Mold type: Stack mold Standard mold (2 platens)If stack mold, please specify section dimension of the sprue bar:Mold mounting pattern: Clamps Euromap (screw)Minimum stroke for free drop:Mold size:Height (L): mmWidth (B): mmShutheight HR+HL: mmWeight: KgLocating ring diameter:Moving platen:Stationary platen:Locating ring thickness: Moving platen: Stationary platen:Are both locating rings removable Yes NOMold cooling informationQuantity of cooling circuit: Moving platen: Stationary platen:Water fitting: DME Hasco Staubli OtherWater fitting size:Luxembourg Technical CenterMold informationAir functions informationNumber of air functions: Moving platen: Stationary platen:Air fitting required: Type: Size:Hot runner informationMold equipped with a Hot Runner: Yes NoHot Runner system type:Husky DME Hasco Manner Other Number of heating zones:Will controller & cables be delivered: Yes NoIf not, please add electrical drawings of connectors, heaters and T/CHot runner with valve gate: Yes NoSequential injection: Yes NoNumber of valve gate functions required:Valve gate functions required: Hydraulic Pneumatic None Nozzle informationNozzle description: Radius: Orifice: (D) Protrusion (T) Please provide drawing of injection nozzle used for that mold。
.精选范本CHECK REPORT 验收报告No.: 12CSEMC-HD042Date: NOV. 01, 2012Place: BeijingThe Buyer:买方:The seller:卖方Dealer Representative:卖方代表:THE END-USER:最终用户:Address:地址:Tel: Fax:NAME OF COMMODITY: QUANTITY :This is to confirm that above-mentioned machines have been arrived at the end-user field on 10th of Apr 2013, and also certify that they have received the instrument in good condition. The goods under this contract are in conformity with the stipulation in contract.本合同标的物数量:,已于2013年4月10日运抵最终用户所在地,经买方或最终用户及卖方授权代表联合开箱检验,确认买方收到的产品符合合同约定,外观无瑕疵,随机附件齐全,买方同意验收。
ACCEPTED BY BUYER: 买方代表(签字):------------------------------------- Authorized SignatureDA TE:日期:ACCEPTED BY ENDUSER:最终用户(签字):--------------------------------------Authorized SignatureDA TE:日期:ACCEPTED BY SELLER:卖方代表(签字):-------------------------------------Authorized SignatureDA TE:日期:。
Autoliv:ok nok NA Remarks:Checking list before trial 试模前检查清单Danger of injure 伤害的危险物Sharp edges 尖锐的边缘Whether there are no damage in equipment 是否没有设备损伤Parting line surface fit well 分型面贴合良好Smooth texture of cavity,crackfree 型腔光滑、无裂缝Surface roughness 光洁度要求The circuit of water system is correct without leaking 冷却系统进出回路正确Check the quality of polishing on all ribs 、bosses 检查所有筋、褡子的抛光质量Fluent action of the ejection pin 顶出系统动作流畅Complete components 零件是否装齐Whether the size fit request 尺寸是否符合要求Whether the components match with the drawing(eg.radius of the sprue bush 、locationring 、mold plate 、all kinds of connectors, etc)是否零件尺寸与图纸相匹配(如浇口套R 、定位圈、模板、各类接头等)Label the die height and weight on the mold 将模重标识于模具上Parting line surface fit well 模具型面质量是否达到要求The pouring intake of mould is ok(Size,Position) 模具的浇注系统是否合理(尺寸,位置)The type of water tie-in answer our need 水接头型号符合要求,无干涉Position and size of the annectent plate or screw 安全连接板的尺寸、安装合适Whether the position of exhaust is good 模具排气口位置是否合理It is firm and safe when suspensory 起吊平稳、安全、无干涉Nameplate of mould 模具铭牌Stability of mould when it is moving on the mould carrier 模具开合模平稳Checking list for the tool after trial 模具试模后检查清单:Whether lt can move smoothly 是否能平稳动作Whether it have no negative effect to the other equipment 对其他设备是否无影响No air bubble,No drape,No mark by pulling,No distortion是否无气泡、无褶皱、无拉伤和变形Whether the flash fit request 飞边厚度是否符合要求Whether the mushion is easy to take out 蘑菇头是否容易取出Achieve the require of product size 产品尺寸达到要求The texture of products is clear 产品纹理是否清晰Reaction time 模具发泡周期( )秒Whether it is easy to extraction products 产品取件是否方便Documentation 文件:Assembly drawing (Paper)组装图纸Assembly drawing (CAD)组装图纸Single part drawing (CAD)单个零件图纸BOM mechanic 机械设备清单Supplier index 供应商一览Spare part listing 备件清单Wearing part listing 易损件清单Maintenace instructions 维修手册Adjustment instructions 调整手册Operation instructions 操作指导书Environment influence evaluation 环境影响评估:Risk assessment 风险评估environment aspect 环境因素Supplier Mould & Frock approval 模具工装验收单Project:Date:Autoliv:Pre-Finalapproval:Supplier:SignitureLocation:Druck: 2017/4/6423199493.xls / 模具工装验收单1/2。
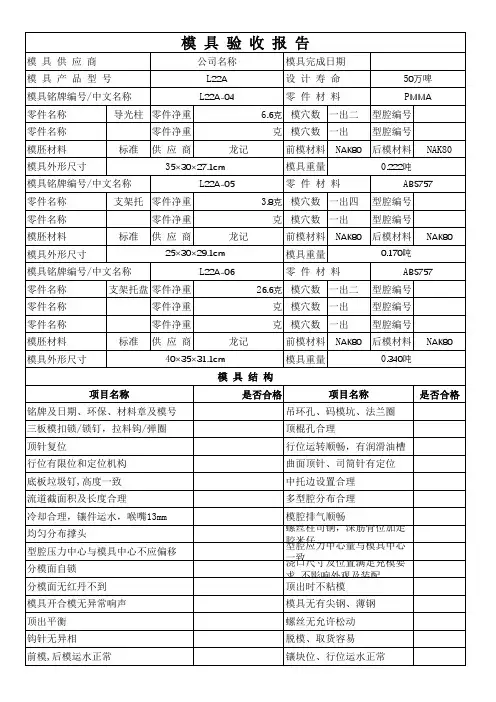
模具名称mold name 模具编号:mold no.模具穴数cavity 模具类型/type:模具重量weight(KG)模具外形尺寸outer sizeMM 产品材质part material 材料规格material size(MM)产品净重part net weight(g)开模日期/mold opening date 产品水口重/runnerweight(g)适用机台吨位machine tons 组立完成日期assembly finish date 标准周期/cycle 试产产品品号part no.首次试产日期T1 date 试产数量/trail Qty 验收合格日期verified date验收单位/dept备注/remark工程主管/supervisor 模具验收报告模具基本资料/Mold basic information五金工程模/punch test mold 塑胶模/plastic mold185*200*490□T1:2000 □T2:5000 □T3:10000 □T4:15000模具图片/mold photo验收内容/verified information验收项/item验收意见/comment1>五金连续模:是否连续生产产品1万pcs以上punch mold: if continually produce part more than 10K pcs.2>五金工程模:是否已冲压产品2Kpcs以上punch test mold: if already punched more than 2K pcs part 3>塑 胶 模:是否已生产2000模次的产品4>SOP资料是否已建立受控。
If SOP file been made and controlled 5>标准产能是否符合设定要求。
If the production capacity fulfill requirement 6>试产过程是否安全便利。
目的:为使模具制作及维修作业能降低成本,缩短制造周期,确保模具寿命,保证产品品质。
模具名称(
Mold Name )
模具编号(Mold No) 制造人
(Maker) 质量部签字 (Signature by Quality dept)
设计部签字 (Signature by Design dept)
日期 (Date)
项目(Item) 评分 (Grade) 备注(Remark)
模具外型 (Mold Size) 浇注系统 (Feed system)
脱模系统 (Ejection system) 抽芯/滑块系统 (Sliding system) 冷却系统 (Cooling system)
产品送样 (Sample)
注塑模具制作与验收标准
模具名称(Mold Name )
模具编号(Mold No)
制造人(Maker) 质量部签字(Signature by Quality dept) 设计部签字(Signature by Design dept)
日期(Date)
项目(Item) 评分 (Grade) 备注(Remark)
模具外型 (Mold Size) 浇注系统 (Feed system) 脱模系统 (Ejection system) 抽芯/滑块系统 (Sliding system) 冷却系统 (Cooling system) 产品送样(Sample)。