LENZE_9300EP简明调试..
- 格式:ppt
- 大小:3.63 MB
- 文档页数:56
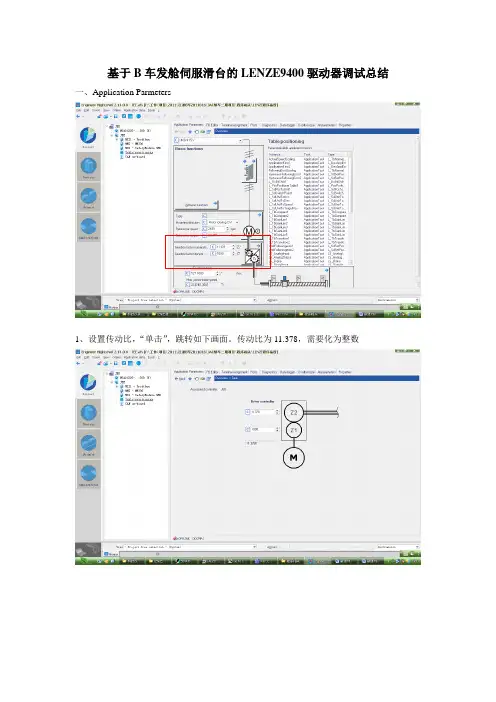
基于B车发舱伺服滑台的LENZE9400驱动器调试总结一、Application Parmeters1、设置传动比,“单击”,跳转如下画面。
传动比为11.378,需要化为整数2、设置电机基本参数,“单击”跳转如下画面1)、根据电机类型,选择电机类型。
此处选择伺服异步电机 2)、“单击”,设置电机参数,画面如下:123选择“From Driver ”,会自动获取电机基本参数 3) 、设置外围编码器的参数.“单击”,画面如下3.1)、编码器类型:此处选X8(绝对值编码器) 3.2)也选择绝对值编码213、根据齿轮大小,传动比。
设置相关参数。
“单击”,画面跳转如下1)、Feed constant: 传动轮转动一圈所走得距离。
本项目为527.1mm;根据齿轮数和齿间距可得出该值。
2)、Reference velocity: 计算所得的线速度。
可以设计的极限速度比较。
二者应该一样。
3)、Unit:选择单位mm4)、Motor reference speed :电机额定转速。
二、FB editor1 2 31、输入(控制字1W,定位模式速度值1W,速度模式速度值1W,目标位2W,定位模式加速度1W)以及一些常量1)、控制字。
PLC将控制字以整字的形式发给驱动器是,发的值是一一对应的,如发L#08,驱动器收到的就是L#08。
但是如果PLC将控制字以位的形式发给驱动器,则需要注意将高8位和低8位相反。
例如控制字PLC地址为QW40,则Q40.0对应驱动器bBit8,Q40.7对应bBit15;而Q41.0对应bBit0,Q41.7对应bBit7。
bBit0:SwitchOn 驱动器没有反馈Ready信号,则需要一直发此信号。
bBit1:预留bBit2:QSP 快停。
PLC发此信号,电机快速停止bBit3:速度模式正转bBit4:速度模式反转bBit5:预留bBit6:预留bBit7:故障复位(故障清楚)bBit8:预留 bBit9:预留 bBit10:预留bBit11:定位模式使能 ,走定位模式,必须发信号bBit12:定位模式启动 ,启动定位模式,在bBit11为真的前提下,电机开始运动。
变频器说明书大全本文提供多年收藏整理的变频器说明书,全部为高清PDF版本。
如果需要,请发送邮件到XXX索取。
以下是说明书部分目录:1.台安(TAIAN)变频器说明书:包括E2N2V2SV300N310S310EV300K1/N1K200/KxxxxxxxJSE2-EN2.2.台达(DELTA)变频器说明书:包括VFD-AVFD-BVFD-EVFD-FVFD-GVFD-LVFD-M、VFD-SVFD-VVFD-VEVFD-ELVFD-B/PVFD-VL。
3.英威腾(INVT)变频器说明书:包括G9/P9/GS/GLCHECHFCHVCHV110CHV160CHV180.4.XXX(HUILING)变频器说明书:包括H3000.5.信捷(XINJE)变频器说明书:包括V5/F5.6.凯迪华能变频器说明书:包括CD2000.7.酷马(QMA)变频器说明书:包括Q5000Q7000Q9000.8.黎升同步控制器说明书:包括SAD240、SAD280、SAD280i。
9.三品(SANPIN)变频器说明书:包括SKJSPRQ-333.10.能士(XXX)变频器说明书:包括NSA20NSA80.11.台凌(TAILING)变频器说明书:包括TL80TL100TL100H。
12.力普变频器说明书:包括LP100.13.XXX(AMPLE)变频器说明书:包括AMP1000.14.誉强(YUQIANG)变频器说明书:包括YQ3000-MYQ3000-AYQ3000-GYQ3000-A7(上)A7(中)。
A7(下)。
15.格立特(GREAT)变频器说明书:包括VF10VF11VF15VC300VC3100VC3200.16.RICH(XXX)变频器说明书:包括EI-MINIEI-450EI-450MEI-500EI-550EI-600EI-700EI-xxxxxxxxEI Super N、EI。
17.汇川(INOVANCE)变频器说明书:包括MD021 MD280 MD300MD300AMD320MD330.18.XXX(YCDZ)变频器说明书:包括YC-GYC-PTE580软启动器。




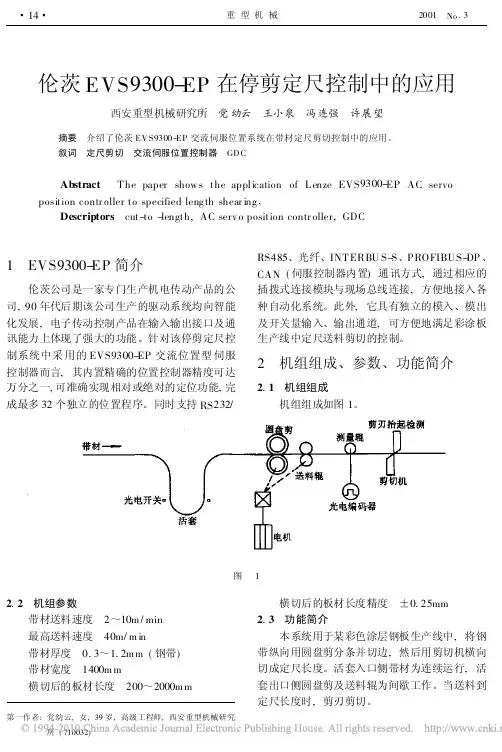
伦茨EVS 9300-EP 在停剪定尺控制中的应用西安重型机械研究所 党幼云 王小泉 冯连强 许展望摘要 介绍了伦茨EV S9300-EP 交流伺服位置系统在带材定尺剪切控制中的应用。
叙词 定尺剪切 交流伺服位置控制器 GD CAbstract The paper show s the application of Lenze EVS 9300-EP AC servo position contr oller to specified leng th shear ing .Descriptors cut-to -length,AC serv o position contr oller,GDC1 EV S9300-EP 简介伦茨公司是一家专门生产机电传动产品的公司,90年代后期该公司生产的驱动系统均向智能化发展,电子传动控制产品在输入输出接口及通讯能力上体现了强大的功能。
针对该停剪定尺控制系统中采用的EVS9300-EP 交流位置型伺服控制器而言,其内置精确的位置控制器精度可达万分之一,可准确实现相对或绝对的定位功能,完成最多32个独立的位置程序。
同时支持RS 232/RS485、光纤、INTERBU S-S 、PROFIBUS-DP 、CAN (伺服控制器内置)通讯方式,通过相应的插拨式连接模块与现场总线连接,方便地接入各种自动化系统。
此外,它具有独立的模入、模出及开关量输入、输出通道,可方便地满足彩涂板生产线中定尺送料剪切的控制。
2 机组组成、参数、功能简介2.1 机组组成机组组成如图1。
图12.2 机组参数带材送料速度 2~10m /min 最高送料速度 40m/m in 带材厚度 0.3~1.2m m (钢带)带材宽度 1400m m横切后的板材长度 200~2000m m第一作者:党幼云,女,39岁,高级工程师,西安重型机械研究所(710032)横切后的板材长度精度 ±0.25mm 2.3 功能简介本系统用于某彩色涂层钢板生产线中,将钢带纵向用圆盘剪分条并切边,然后用剪切机横向切成定尺长度。