三菱E60M64简明调试手册
- 格式:doc
- 大小:980.00 KB
- 文档页数:31
调试步骤4.3.1系统初始化。
将基本参数内#1037设为(2), #1060 设置如下(1060)(1),按Y 后,INPUT 键确认,再次按Y 后,INPUT键确认,系统内基本参数被设置。
关机重新通电。
4.3.2用WINCOMM传入相应机床参数, 软件波特率设为19200(机床参数#9102设为0 #8109设为0),关机重新通电。
4.3.3用GX传入相应的PLC(R2925设为31 #8109设为0 #9102设为0) 。
4.3.4用WINCOMM传入100参数<先关PLC,再把#1060(64)(S)>断掉总电源。
4.3.5拨码:X.Y.Z.S轴分别拨为0,1,2,3 远程I/O拨为1,重新上电, 如果出现报警显示,应该寻找故障并排除。
4.3.6确定主轴风机排风方向朝上,不正确时调换风机三相电源。
确定增压缸与主轴距离在3到4毫米之间,确定增压缸上下限位开关螺丝锁紧,增压缸有足够液压油!4.3.7手动打油观察油路接通情况各轴导轨接触面润滑是否均匀,要注意Z轴的油路是否接通,Y向的油管是否有损坏.有无漏油,检查三轴联轴器是否上紧,如有松动应及时锁紧。
用手轮及面板手动移动各轴,判断各轴运动方向是否正常,平稳。
4.3.8 将状态选择开关放置在JOG位置,将点动速度放在最低档,分别进行各坐标正反方向的点动操作,同时用手按与点动方向相对应的超程保护开关,验证其保护作用的可靠性,然后,再进行慢速的超程试验,验证超程撞块安装的正确性。
4.3.9将状态开关置于回零位置,完成回零操作,再用手动测试各轴运动是否正常,进行多段速变化测试.4.3.10将状态开关置于JOG位置,进行手动变档试验,验证后将主轴调速开关放在最低位置,进行各档的主轴正反转试验,观察主轴正反转方向及速度显示的正确性,然后再逐渐升速到最高转速,观察主轴运转的稳定性。
最后进行从零速直接到最高速,及最高速直接到零速是否会出现报警。
4.3.11调整各轴的行程和栅格量(确保栅格量约为丝杆螺距的一半,如果不是调整原点挡块位置或联轴器),设定各轴的软限位。

目录一:E60,M64的联接 (2)1:E60-NC联接 (2)2:基本I/O联接 (4)3:M64S-NC (6)4:伺服系统的联接 (8)5:E60,M60系列系统联接总图 (9)二:外围线路的检查及上电注意事项 (12)三:参数的设定 (12)1:基本参数的设定 (12)2:轴参数的设定 (14)3:原点复归参数 (14)4:伺服参数的设定 (15)5:主轴参数的设定 (17)6:机械误差 (18)7:PLC (18)8:巨程式,位置开关详见操作手册 (19)四.PLC程序的输入 (19)1:PLC4B格式PLC传输 (19)2:GPPW格式PLC程序输入 (20)3:PLC系统部分运行测试 (21)五:资料备份及恢复 (22)1:RS-232C传输方式 (22)2:资料备份卡存储方式 (23)六:附录 (24)1:伺服参数标准设定表(未列明的系列请参照手册) (24)2:主轴参数(未列明的请参照手册) (25)3:SVJ2伺服参数的优化 (27)4:模具加工经验参数及高速高精度的使用 (29)5:三菱相关软件 (30)一:E60,M64的联接1:E60-NC联接(1)E60-NC(FCU6-MU071)接口图:(2)控制单元联接系统图(3)*紧急停止按钮的配线:三菱E60及64系列以后的紧急停止的配线与以往系统的配线有本质区别,现在急停端口内部为有源输出,如果外部贸然接入电源,有可能造成短路而烧毁NC。
望用户引起注意。
例:2:基本I/O联接(1)HR341/HR351端口图:CF31/CF32/CF33/CF34插头DI:CF31/CF32注1:漏/源改变联接,请给COM提供以下电压漏:DC24V源:0V注2:I/O口的电源与基本I/O的DCIN回路不同,请单独加载直流电源。
DO:CF33/CF34注1:±10V模拟电压输出,与基本I/O单元AO端口功能相同。
数字信号输出电路的概要:数字信号输出电路为漏型(FCU6-HR341)和源型(FCU6-HR351)。
三菱操作说明书三菱操作说明书篇一:三菱加工中心面板操作与指令说明书第六章三菱系统铣、加工中心机床面板操作三菱系统铣床及加工中心操作面板三菱系统面板6.1 面板简介三菱系统铣床、加工中心操作面板介绍三菱系统铣床、加工中心系统面板介绍6.2 机床准备6.2.1 激活机床检查急停按钮是否松开至状态,若未松开,点击急停按钮,将其松开。
点击启动电源。
6.2.2 机床回参考点1、进入回参考点模式系统启动之后,机床将自动处于“回参考点”模式。
若在其他模式下,须切换点”模式。
到“回参考2、回参考点操作步骤X轴回参考点点击按钮Y轴回参考点点击按钮Z轴回参考点点击按钮,选择Z轴,点击将Z轴回参考点,回到参考点之后,Z轴的回零灯变为;,选择X轴,点击将X轴回参考点,回到参考点之后,X轴的回零灯变为;,选择X轴,点击将X轴回参考点,回到参考点之后,X轴的回零灯变为;回参考点前的界面如图6-2-2-1所示:回参考点后的界面如图6-2-2-2所示:图6-2-2-1回参考点前图图6-2-2-2 机床回参考点后图6.3 选择刀具依次点击菜单栏中的“机床/选择刀具”或者在工具栏中点击图标“”,系统将弹出“铣刀选择”对话框。
按条件列出工具清单筛选的条件是直径和类型(1) 在“所需刀具直径”输入框内输入直径,如果不把直径作为筛选条件,请输入数字“0”。
(2) 在“所需刀具类型”选择列表中选择刀具类型。
可供选择的刀具类型有平底刀、平底带R刀、球头刀、钻头等。
(3) 按下“确定”,符合条件的刀具在“可选刀具”列表中显示。
指定序号:(如图6-3-1-1)。
这个序号就是刀库中的刀位号。
卧式加工中心允许同时选择20把刀具,立式加工中心同时允许24把刀具;图6-3-1-1选择需要的刀具:先用鼠标点击“已经选择刀具”列表中的刀位号,再用鼠标点击“可选刀具”列表中所需的刀具,选中的刀具对应显示在“已经选择刀具”列表中选中的刀位号所在行;输入刀柄参数:操作者可以按需要输入刀柄参数。
三菱M64串口使用说明
1、操作前设定
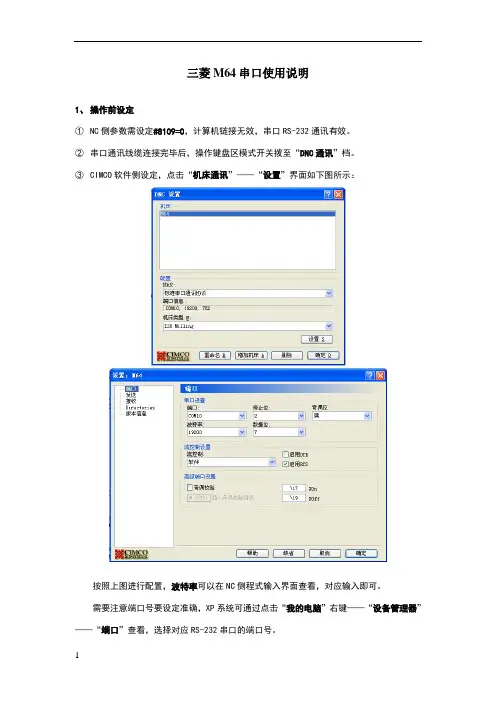
①NC侧参数需设定#8109=0,计算机链接无效,串口RS-232通讯有效。
②串口通讯线缆连接完毕后,操作键盘区模式开关拨至“DNC通讯”档。
③CIMCO软件侧设定,点击“机床通讯”——“设置”界面如下图所示:
按照上图进行配置,波特率可以在NC侧程式输入界面查看,对应输入即可。
需要注意端口号要设定准确,XP系统可通过点击“我的电脑”右键——“设备管理器”——“端口”查看,选择对应RS-232串口的端口号。
2、程式输入
①NC侧键盘区按下“DIAHN IN/OUT”键——屏幕区左右翻页——“输入”软键,到达输入
界面;
在程式号不重复的前提下,任意输入(0001-7999之间)传入程式的程式号,按下图画面进行输入,然后等待下一步操作:
②CIMCO软件侧按下“机床通讯”——“发送”。
③ NC侧键盘区按下“INPUT”按键,程式传输成功即出现下图画面。
3、程式输出
① NC侧键盘区按下“DIAHN IN/OUT”键——屏幕区左右翻页——“输出”软键,到达输出界面;
选择需要传出程式的程式号,按下图画面进行输入,然后等待下一步操作:
② CIMCO软件侧按下“机床通讯”——“接收”。
③ NC侧键盘区按下“INPUT”按键,即开始程式的传出,程式传输成功即出现下图画面:
4、DNC加工
①在执行该操作前,为了安全起见,请将倍率开关拨至速率0,同时操作面板“单节执行”键按下,然后按下“启动”按钮准备。
②CIMCO软件侧按下“机床通讯”——“发送”,待屏幕显示程式传送至NC以后,即可执行加工操作。
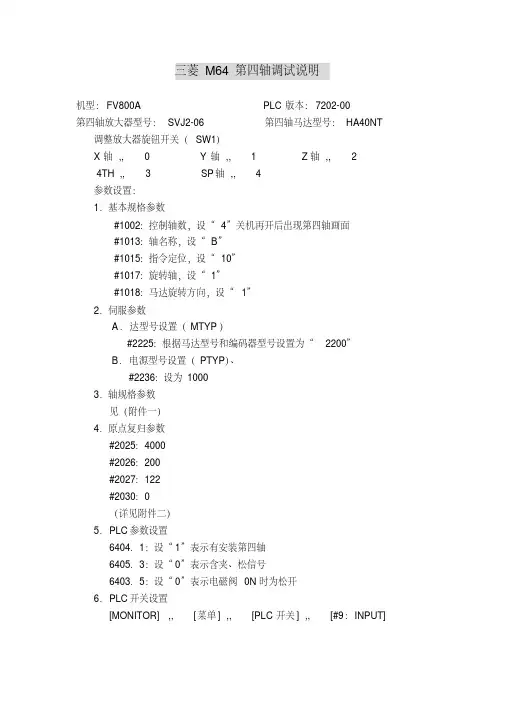
三菱M64第四轴调试说明机型:FV800A PLC版本:7202-00第四轴放大器型号:SVJ2-06 第四轴马达型号:HA40NT 调整放大器旋钮开关(SW1)X轴,,0 Y轴,, 1 Z轴,, 24TH ,, 3 SP轴,, 4参数设置:1.基本规格参数#1002:控制轴数,设“4”关机再开后出现第四轴画面#1013:轴名称,设“B”#1015:指令定位,设“10”#1017:旋转轴,设“1”#1018:马达旋转方向,设“1”2.伺服参数A.达型号设置(MTYP)#2225:根据马达型号和编码器型号设置为“2200”B.电源型号设置(PTYP)、#2236:设为10003.轴规格参数见(附件一)4.原点复归参数#2025:4000#2026:200#2027:122#2030:0(详见附件二)5.PLC参数设置6404.1:设“1”表示有安装第四轴6405.3:设“0”表示含夹、松信号6403.5:设“0”表示电磁阀0N时为松开6.PLC开关设置[MONITOR] ,,[菜单] ,,[PLC开关] ,,[#9:INPUT]HA40NC-S(潭兴)项次(#)伺服参数设定值项次(#)伺服参数设定值2201 PC1 1 2219 RNG12202 PC2 90 2220 RNG22203 PGN1 33 2221 OLT2204 PGN2 0 2222 OLL2205 VGN1 100 2223 ODI2206 VGN 0 2224 INP2207 VIL 0 2225 MTYP2208 VIA 1364 2226 OD22209 IQA 2048 2227 SSF12210 IDA 2048 22282211 IQG 512 2229 VCX2212 IDG 512 2230 TDCG2213 ILMT 500 2231 OVS12214 ILMT(SP)500 2232 TLF2215 FFC 0 2233 SSF22216 LMCI 0 2234 SSF32217 SPEC 0 2235 SSF42218 PIT 360 2236 PTYP。
三菱电梯维修调试资料(完整版)学习;慢速1,手动运行轿厢至底层区,设定P1板上的旋转开关SET1=0,SET0=7,按下SW1至少0.25秒放开,轿厢内显示器重复显示、--A--7。
2,从底层开始慢速连续向上运行轿厢,直到UL动作,电梯停止,在电梯停止在顶层后,由重复显示、--A –7转到显示楼层。
如果电梯运行顶层之前停止,重复步骤1,2。
学习;运行进行磁极学习 NLU。
1,使电梯空载NL,并停在低层,将自动/手动设到‘自动’位置。
2,设置控制拒内的P1板上的旋转开关SET1=0,SETO=7,按下SW1-- 、--A—D在轿厢和层站显示器上重复显示。
3,高速运行轿厢至顶层,可以进行磁力学习,当显示楼层时学习结素。
故障壮态确认把MON0开关设置0位置,显示故障。
0,无故障没有下述代码1—F的相关错误。
1,异常低速检测。
2,超高速检测。
3,反方向检测。
4,电动机失速检测。
5,过电流检测。
6,过电压检测。
7,底电压检测。
8,井L8 OFF故障。
9,井5 OFF故障。
A,制动器触点的ON故障或OFF故障。
B,向轿厢的串行通讯出错。
C,向层站的串行通讯出错。
D,系统出错。
E,不能在启动。
驱动原因。
F,不能在启动。
控制原因。
图2KCD—91X P1板概图印板型号发光管功能状态电容板DCV 当回路电解电容正常放电时点亮。
M1板PWD 当应急电池供电时点亮。
P1板41DDZ60CWDTMWDTSWDTMNT 当厅轿门连锁开关接同时点亮。
当轿厢运行到平层区域时点亮。
当轿厢运行于自动方式时点亮。
当CC—CPU正常工作时点亮。
当MCP处理器工作正常时点亮。
当SLC电路工作正常时点亮。
当R / M / FWR波动开关处于中间或向下位置时点亮。
称装置调整:1,称量装置检测绳头弹簧的位移量,该位移量使负载称量装置差动变压器动作。
差动变压器根据弹簧伸长量输出信号通过串行通讯传送到控制屏内的P1板,用来作为轿内负载信号。
2,调整差动变压器弹簧长度;在轿顶站立一个人的状态下,调整差动变压器弹簧长度位37,5 + —1mm。
三菱M64第四轴调试说明机型:FV800A PLC版本:7202-00第四轴放大器型号:SVJ2-06 第四轴马达型号:HA40NT 调整放大器旋钮开关(SW1)X轴,,0 Y轴,, 1 Z轴,, 24TH ,, 3 SP轴,, 4参数设置:1.基本规格参数#1002:控制轴数,设“4”关机再开后出现第四轴画面#1013:轴名称,设“B”#1015:指令定位,设“10”#1017:旋转轴,设“1”#1018:马达旋转方向,设“1”2.伺服参数A.达型号设置(MTYP)#2225:根据马达型号和编码器型号设置为“2200”B.电源型号设置(PTYP)、#2236:设为10003.轴规格参数见(附件一)4.原点复归参数#2025:4000#2026:200#2027:122#2030:0(详见附件二)5.PLC参数设置6404.1:设“1”表示有安装第四轴6405.3:设“0”表示含夹、松信号6403.5:设“0”表示电磁阀0N时为松开6.PLC开关设置[MONITOR] ,,[菜单] ,,[PLC开关] ,,[#9:INPUT]HA40NC-S(潭兴)项次(#)伺服参数设定值项次(#)伺服参数设定值2201 PC1 1 2219 RNG12202 PC2 90 2220 RNG22203 PGN1 33 2221 OLT2204 PGN2 0 2222 OLL2205 VGN1 100 2223 ODI2206 VGN 0 2224 INP2207 VIL 0 2225 MTYP2208 VIA 1364 2226 OD22209 IQA 2048 2227 SSF12210 IDA 2048 22282211 IQG 512 2229 VCX2212 IDG 512 2230 TDCG2213 ILMT 500 2231 OVS12214 ILMT(SP)500 2232 TLF2215 FFC 0 2233 SSF22216 LMCI 0 2234 SSF32217 SPEC 0 2235 SSF42218 PIT 360 2236 PTYP。
目录一:E60,M64的联接 (2)1:E60-NC联接 (2)2:基本I/O联接 (4)3:M64S-NC (6)4:伺服系统的联接 (8)5:E60,M60系列系统联接总图 (9)二:外围线路的检查及上电注意事项 (12)三:参数的设定 (12)1:基本参数的设定 (12)2:轴参数的设定 (14)3:原点复归参数 (14)4:伺服参数的设定 (15)5:主轴参数的设定 (17)6:机械误差 (18)7:PLC (18)8:巨程式,位置开关详见操作手册 (19)四.PLC程序的输入 (19)1:PLC4B格式PLC传输 (19)2:GPPW格式PLC程序输入 (20)3:PLC系统部分运行测试 (21)五:资料备份及恢复 (22)1:RS-232C传输方式 (22)2:资料备份卡存储方式 (23)六:附录 (24)1:伺服参数标准设定表(未列明的系列请参照手册) (24)2:主轴参数(未列明的请参照手册) (25)3:SVJ2伺服参数的优化 (27)4:模具加工经验参数及高速高精度的使用 (29)5:三菱相关软件 (30)一:E60,M64的联接1:E60-NC 联接(1)E60-NC (FCU6-MU071)接口图:端口说明配置电缆 备注DCIN NC 直流24伏输入 F070 使用开关稳压电源端(24V ±5%,2A ) CF01 断电源检测EMG 紧急停止输入 F120 内部有源输出,外部电源禁入 CF10 联接基本I/O 单元 F010 RIO 联接远程I/O 单元 R211NCLD1 NC 数码显示正常显示“—”HANDL 手摇脉冲发生器 F023/F024 F320/F321 F023/F024为5V 手轮线 F320/F321为12V 手轮线 SIO RS232C 设备F034 外部计算机要与机床共地 CRT 连接CRT 显示单元(DUE71) F590 LCD联接液晶显示单元(DUT11)F090CF10 CF01 HANDLECRTDCINLCDEMG RIOSIONCLD1 NCKBNCKB 系统键盘的联接F053(2)控制单元联接系统图(3)*紧急停止按钮的配线:三菱E60及64系列以后的紧急停止的配线与以往系统的配线有本质区别,现在急停端口内部为有源输出,如果外部贸然接入电源,有可能造成短路而烧毁NC。
目录一:E60,M64的联接 (2)1:E60-NC联接 (2)2:基本I/O联接 (3)3:M64S-NC (6)4:伺服系统的联接 (8)5:E60,M60系列系统联接总图 (9)二:外围线路的检查及上电注意事项 (11)三:参数的设定 (11)1:基本参数的设定 (11)2:轴参数的设定 (13)3:原点复归参数 (13)4:伺服参数的设定 (14)5:主轴参数的设定 (16)6:机械误差 (17)7:PLC (17)8:巨程式,位置开关详见操作手册 (18)四.PLC程序的输入 (18)1:PLC4B格式PLC传输 (18)2:GPPW格式PLC程序输入 (19)3:PLC系统部分运行测试 (20)五:资料备份及恢复 (21)1:RS-232C传输方式 (21)2:资料备份卡存储方式 (22)六:附录 (23)1:伺服参数标准设定表(未列明的系列请参照手册) (23)2:主轴参数(未列明的请参照手册) (24)3:SVJ2伺服参数的优化 (26)4:模具加工经验参数及高速高精度的使用 (28)5:三菱相关软件 (29)一:E60,M64的联接1:E60-NC 联接(1)E60-NC (FCU6-MU071)接口图:CRTLCDNCKB(2)控制单元联接系统图(3)*紧急停止按钮的配线:三菱E60及64系列以后的紧急停止的配线与以往系统的配线有本质区别,现在急停端口内部为有源输出,如果外部贸然接入电源,有可能造成短路而烧毁NC。
望用户引起注意。
例:2:基本I/O联接(1)HR341/HR351端口图:CF31/CF32/CF33/CF34插头DI:CF31/CF32注1:漏/源改变联接,请给COM提供以下电压漏:DC24V源:0V注2:I/O口的电源与基本I/O的DCIN回路不同,请单独加载直流电源。
DO:CF33/CF34注1:±10V模拟电压输出,与基本I/O单元AO端口功能相同。
三菱电梯全系列调试说明三菱电梯 NEXWAY--S学习;慢速1,手动运行轿厢至底层区,设定P1板上的旋转开关SET1=0,SET0=7,按下SW1至少0。
25秒放开,轿厢内显示器重复显示、--A--7。
2,从底层开始慢速连续向上运行轿厢,直到UL动作,电梯停止,在电梯停止在顶层后,由重复显示、--A –7转到显示楼层。
如果电梯运行顶层之前停止,重复步骤1,2。
学习;运行进行磁极学习 NLU。
1,使电梯空载NL,并停在低层,将自动/手动设到‘自动’位置。
2,设置控制拒内的P1板上的旋转开关SET1=0,SETO=7,按下SW1-- 、--A—D在轿厢和层站显示器上重复显示。
3,高速运行轿厢至顶层,可以进行磁力学习,当显示楼层时学习结素。
故障壮态确认把MON0开关设置0位置,显示故障。
0,无故障没有下述代码1—F的相关错误。
1,异常低速检测。
2,超高速检测。
3,反方向检测。
4,电动机失速检测。
5,过电流检测。
6,过电压检测。
7,底电压检测。
8,井L8 OFF故障。
9,井5 OFF故障。
A,制动器触点的ON故障或OFF故障。
B,向轿厢的串行通讯出错。
C,向层站的串行通讯出错。
D,系统出错。
E,不能在启动。
驱动原因。
F,不能在启动。
控制原因。
图2KCD—91X P1板概图印板型号发光管功能状态电容板DCV 当回路电解电容正常放电时点亮。
M1板PWD 当应急电池供电时点亮。
P1板41DDZ60CWDTMWDTSWDTMNT 当厅轿门连锁开关接同时点亮。
当轿厢运行到平层区域时点亮。
当轿厢运行于自动方式时点亮。
当CC—CPU正常工作时点亮。
当MCP处理器工作正常时点亮。
当SLC电路工作正常时点亮。
当R / M / FWR波动开关处于中间或向下位置时点亮。
称装置调整。
1,称量装置检测绳头弹簧的位移量,该位移量使负载称量装置差动变压器动作。
差动变压器根据弹簧伸长量输出信号通过串行通讯传送到控制屏内的P1板,用来作为轿内负载信号。
三菱电梯全系列调试说明(二)HOPE—II G系列电梯1.舒适性调整。
调节电梯舒适性所有开关都已在出厂时调整好。
电梯安装后为了确保乘坐的舒适性,需要再次确认舒适性是否良好,否则应进行调整。
旋转式开关LTB和DNSH,用来改善电梯乘坐的舒适感,也可改变存储在EEROM中的SHIFT,STOPP,DLB,DGN,MGN参数达到同样目的。
调整时须由上海三菱电梯有限公司指定的安装维修人员按表操作。
旋转开关,参数名称运行状态调整LTB 停止时,自动时间过早停止时,自动时间过迟朝“F”方向调整朝“0”方向调整STPP 上下都在平层前停上下都在平层时停朝“F”方向调整朝“0”方向调整DNLB 制动器作用时间过早制动器作用时间过迟朝“F”方向调整朝“0”方向调整DGN MGN 该参数影响电梯乘坐的整体舒适性,已在出厂时设定好,一般不用调整。
DNSH 下行运行中,电梯停在层站上方下行运行中,电梯停在层站下方朝“F”方向调整朝“0”方向调整故障状态的确认确认有无故障可以从P203728B000印板上的7短数码显示器查出,此时P203728B000上MON开关应设置“0”位置,显示内容见下表7段数码显示内容及含义E0 无差错E1 SWTGBL(异常低速)E2 SWTGBH(异常高速)E3 SWTGBR(异常情况的反向运行)E4 SWTAST(失速)E5 SSOCOK(过电流检测或IPM故障)E6 SSOVLT(过电压)E7 SSLVLT(欠电压)E8 SYCFLB(LB#接触器故障)E9 SYCF5(5#接触器故障)EA SYCFBK(抱闸线圈故障)EB 向轿厢CAN传输故障EC 向层门CAN传输故障ED STSYER(系统有差错)EE DR—CPU(不能再启动)EF SWNRS2(不能重新启动)开关功能印板开关功能正常状态P203728B000 ↑ +TCA顶层呼叫中间位置↓+TCA底层呼叫↑+MCA电梯轿厢上行中间位置↓+MCA电梯轿厢下行BOOR/RST DOOR(向上):切断门机电源RST(向下):CPU复位中间位置DCB/FMS DCB(向下):关门FMS(向下):电梯写层中间位置MNT WEN MNT(中间位置)WEN(向下):允许EEPROM写入修正一般方在中间位置LDO/LD1 将负载存人并显示出来中间位置RSW DNSH 调整减速开始点8SHIFT 调整电梯停靠前的舒适性8MON 功能控制开关安装:6运行:8 称量数据的写入再住钢丝绳张力变化,称量装置部件更换后,应作一次称量数据的修正写入,当执行称量数据写入时,应根据流程写入。
目录一:E60,M64的联接 (2)1:E60-NC联接 (2)2:基本I/O联接 (4)3:M64S-NC (6)4:伺服系统的联接 (8)5:E60,M60系列系统联接总图 (9)二:外围线路的检查及上电注意事项 (12)三:参数的设定 (12)1:基本参数的设定 (12)2:轴参数的设定 (14)3:原点复归参数 (14)4:伺服参数的设定 (15)5:主轴参数的设定 (17)6:机械误差 (18)7:PLC (18)8:巨程式,位置开关详见操作手册 (19)四.PLC程序的输入 (19)1:PLC4B格式PLC传输 (19)2:GPPW格式PLC程序输入 (20)3:PLC系统部分运行测试 (21)五:资料备份及恢复 (22)1:RS-232C传输方式 (22)2:资料备份卡存储方式 (23)六:附录 (24)1:伺服参数标准设定表(未列明的系列请参照手册) (24)2:主轴参数(未列明的请参照手册) (25)3:SVJ2伺服参数的优化 (28)4:模具加工经验参数及高速高精度的使用 (29)5:三菱相关软件 (30)一:E60,M64的联接1:E60-NC 联接(1)E60-NC (FCU6-MU071)接口图:CRTLCDNCKBNCKB系统键盘的联接F053(2)控制单元联接系统图(3)*紧急停止按钮的配线:三菱E60及64系列以后的紧急停止的配线与以往系统的配线有本质区别,现在急停端口内部为有源输出,如果外部贸然接入电源,有可能造成短路而烧毁NC。
望用户引起注意。
例:2:基本I/O联接(1)HR341/HR351端口图:CF31/CF32/CF33/CF34插头DI:CF31/CF32注1:漏/源改变联接,请给COM提供以下电压漏:DC24V源:0V注2:I/O口的电源与基本I/O的DCIN回路不同,请单独加载直流电源。
DO:CF33/CF34注1:±10V模拟电压输出,与基本I/O单元AO端口功能相同。
数字信号输出电路的概要:数字信号输出电路为漏型(FCU6-HR341)和源型(FCU6-HR351)。
请在下列规格的范围内使单元名称FCU6-HR341FCU6-HR351输出类型漏型源型输出电流60MA/点60mA/点输出点数48点48点输出使用管脚Y0~Y2F Y0~Y2F输出电路:3:M64S-NC(1) NC系统端口图端口说明配置电缆备注DCIN NC直流24伏输入F070使用开关稳压电源端(24V±5%,1.5A)CF01电源关断检测*EMG紧急停止端口F120接法参照E60-EMG联接图LED NC状态显示正常显示“-”SYS系统波段开关“0”:正常操作“1”:PLC停止“7”:系统初始化NCRST NC 复位键注意PLC中掉电保持信号会被清除。
NCNO多NC联接时站号CF11联接HR211端口F050CF10联接BASE I/O端口F010ENC2联接主轴编码器2口F040/F041AUX1联接显示终端R000AUX2多NC联接端口R000I/O类型功能组成FCU6-DX35048入/48出,漏型输出I/O CARD(HR325)+HR211FCU6-DX35148入/48出,源型输出I/O CARD(HR335)+HR211FCU6-DX45064入/64出,漏型输出I/O CARD(HR327)+HR211FCU6-DX45164入/64出,源型输出I/O CARD(HR337)+HR211FCU6-HR211手轮+RS232C HR211BASE I/O 端口图FCU6-DX350/DX351/DX450/451BASE I/O端口解释参照E60-BASE I/O端口说明配置电缆备注CF11联接至NC-CF11端口F050RS232C联接外部计算机设备F190/F191/F192外部计算机设备要与机床共地,建议外接光耦保护器HANDL联接手轮端口(3个)F020/F021/F022BSAE I/O 最多可联接3块I/O单元(DX100/DX111/DX120/DX121…),其相应的通道设置为0,1,2…..,一个通道号包含32个I/O点。
起始地址X0~,Y0~。
当将I/O单元联接至CRT上端口时,称之为远程I/O。
最大可联接2块I/O单元,其通道号设定也为0,1,2,3。
起始地址X100~,Y100~。
不同的I/O单元的通道号设定不可相同,否则会产生报警。
4:伺服系统的联接注1:电机动力线有相序要求,驱动器侧U,V,W对应电机侧A,B,C否则通电后电机有窜动或产生报警。
注2:SW为驱动器的轴号定义开关,第一轴对应“1”,第二轴对应“2”,以次类推。
注3:使用SP/VX系列驱动器时配置电源单元CV系列,CV单元上SW设定0:外部接触器有1:外部解除器无注4:当使用外部接触器(线圈电压220V)时使用CV上的MC1端子,注意MC1所接的3相电源不要与L11和L21同相。
注5:三菱伺服系统使用的是总线联接方式,所以终端有电阻来屏蔽。
当使用电源单元时终端电阻要插在联接电源单元的伺服驱动器上。
5:E60,M60系列系统联接总图(1)E60联接图(2)M60系列联接图二:外围线路的检查及上电注意事项1根据所用的电器容量正确选用相应的电器元件,对输入电源必须有手动切断装置,要有过流保护装置。
根据机床用户所在区域的电网情况相应加配电源稳压器。
2 输入三相电源电压值应在系统要求的范围内,不要欠相/缺相。
机床要有确实的接地装置,接地必须使用铜条,采用共同接地方式。
3 NC电源必须使用开关电源,并且和I/O所用的开关电源分离开使用。
I/O单元输入端要根据COM端输入的极性选择源型/漏型,输出回路要根据I/O型号确定联接方式。
输出端感性负载要并联二极管,并且极性方向一定正确联接。
否则,会烧毁I/O单元。
建议在联接I/O单元前,使用外部24V触发输出回路,检查外围有无短路情况。
4 上电顺序:伺服要先于,至少同时和NC通电。
否则,通讯联接无法建立。
5 上电前,所有的NC和I/O单元的电源插头要拔下,检查无误后再重新联接。
6 调试顺序:①强电回路启动,伺服部分上电②控制回路启动,NC部分上电③设定参数④检查I/O地址分配,传入PLC动作调试⑤参数进一步优化,工件切削⑥参数,PLC备份三:参数的设定1:基本参数的设定机床参数的进入:每次开机后按下步操作进入[TOOL/PARAM] [MANU] [准备] [Y] [INPUT]机床参数菜单显示:[基本] [轴] [伺服] [主轴] [菜单][机械误差] [PLC] [巨程式] [位置开关] [菜单]基本参数简明的设定:SET UP 的设定方法:#(1060)资料(1)→[INPUT]显示“标准参数设定?(Y/N)”执行参数初始化保持目前的参数[Y] [INPUT] [N] [INPUT]资料将依#1001~#1043的设定值做参数的初始化显示“执行格式化(FORMAT)?(Y/N)”加工程式区和刀具补偿资料初始化保持目前的资料状态(#1037设定值改变后需执行此步)[Y] [INPUT] [N] [INPUT]执行初始化,输入标准固定循环程式显示“设定完成”当电源接同时,此参数自动设定为“0”2:轴参数的设定栅格屏蔽量的设定:为了保证每次回零都能找到唯一的栅格点(z相),在回零脱开挡块时的位置最好在栅格间距的中间点附近。
当超出范围很大时,可以通过移动挡块位置和#2028来屏蔽以保证其在中间点的位置。
栅格点的偏移距离测量方法:在执行手动回零后,观察伺服诊断画面2中的栅格量的值,即为回零脱开挡块的位置,用其上的栅格间隔值减去栅格量的值即为#2028得值。
4:伺服参数的设定平滑高增益:(SHG)此功能是三菱伺服驱动系统的先进功能,可通过提高位置增益的同时来抑制震动。
希望用户采用此功能。
一般情况下建议用户采用第三层。
注1:使用SVJ2伺服时,根据电阻类型设定PTPY值。
当使用VX-SP系列伺服时,CV电源单元联接到那个伺服单元,就在那个单元上设定PTYP值,不联CV的伺服单元PTYP设定0,如果CV联接的单元时双轴单元,如:V2-XY,则PTYP的值在X,Y上都设定。
#2236 PTYPF E D C B A 9 8 7 6 5 4 3 2 1 0amp rtyp ptypMDS-B-VX/SPMDS-A/B/C-SVJ2F E D C B A 9 8 7 6 5 4 3 2 1 0amp rtyp emgx5:主轴参数的设定详细参数见MDS-B-SPJ2规格说明书/MDS-C1规格说明书。
主轴档位转速的设定#3001~#3004 slimt1~4 在4档位下,设定电机在最高转速下的主轴转速。
模拟量10V时所对应的转速。
#3005~#3008 smax1~4 在4档位下,设定档位的最高速度,plc依照此速度输出换档指令。
Smax1~4≤Slimt1~4#3009~#3012 ssift1~4 设定换档速度。
#33217 TSP 电机最高转速。
例:主轴2档,齿轮比高档1:2,低档1:4,电机最高转速8000r/min,1800r/min位换档界限速度。
#3001=4000 #3002=2000 TSP=8000 #3005=4000 #3006=1800#3022 sgear 设定主轴和编码器的齿轮比0:1/1 1:1/2 2:1/4 3:1/8#3023 smini 最低转速当给此值以下的s指令值时,主轴以次设定值转动。
#3024 sout 主轴联接0:无主轴1:主轴BUS联接2~5:模拟量控制主轴定向的设定#3201 PGM 磁感定位和PLG定位时的定位位置回路增益,值越大刚性好,易振动和偏摆。
#3202 PGE 编码器定位位置回路增益,值越大刚性好,易振动和偏摆。
#3204 OINP 定位到位宽度#3205 OSP 定位切换位置回路的速度#3206 CSP 定位时的减速率#3207 OPST 定位时偏移量6:机械误差进行丝杠误差的补偿#4000 Pinc 机械误差补偿增量法0:绝对式1:增量式#4001 cmpax 指定机械误差补偿轴的地址例:x,y,z#4002 drcax 补偿轴的地址,如为丝杠螺距补偿与#4001设定相同。
相对位置补偿时(如:垂直补偿),设定实际补偿轴地址。
#4003 rdvno 参考点补偿地址,因参考点为补偿基准点,因此该点的补偿号地址为正相第一点补偿地址减1设定。
#4004 mdvno 设定最负侧补偿地址号。
#4005 pdvno 设定最正侧补偿地址号。
注:负侧→正侧,地址补偿号从小到大。
#4006 sc 设定补偿倍率0~99#4007 spcdy 设定基本轴的补偿间隔。