TNC620简明调试手册(PLC)
- 格式:pdf
- 大小:7.54 MB
- 文档页数:81
PLC部分1.PLC的基本知识PLC主要是用于辅助数控系统进行外部输入和输出的控制,完成相应的逻辑任务. PLC 程序的运行有几个特点:在执行下一行程序之前,前一行程序必须执行完毕。
程序按顺序依次执行。
PLC 程序在固定的时间间隔内重复运行。
2.Heidenhain的PLCHeidenhain的PLC同样具备一般PLC的特点. PLC 程序可以直接在系统中创建,也可以使用计算机软件PLCdesignNT 软键在PC 上创建。
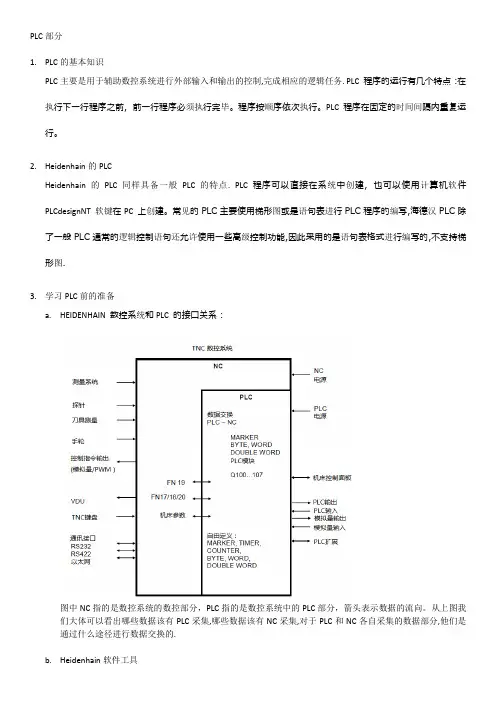
常见的PLC主要使用梯形图或是语句表进行PLC程序的编写,海德汉PLC除了一般PLC通常的逻辑控制语句还允许使用一些高级控制功能,因此采用的是语句表格式进行编写的,不支持梯形图.3.学习PLC前的准备a.HEIDENHAIN 数控系统和PLC 的接口关系:图中NC指的是数控系统的数控部分,PLC指的是数控系统中的PLC部分,箭头表示数据的流向。
从上图我们大体可以看出哪些数据该有PLC采集,哪些数据该有NC采集,对于PLC和NC各自采集的数据部分,他们是通过什么途径进行数据交换的.b.Heidenhain软件工具虽然Heidenhain系统支持在线编写和修改PLC程序,但通常我们都是在个人电脑上进行离线编辑的。
因此我们需要在电脑中安装相应的工具以便我们快捷的修改和编辑。
我们进行PLC编辑的主要工具有:PLCdesign (PLCdesignNT): 用于创建,编辑,管理PLC项目的主程序。
PLCtext: 用于管理,编辑PLC项目中的报警信息和提示信息的数据库程序。
IOconfig: 用于系统各组件配置(组态)的程序。
CycleDesign: 用于管理和编辑竖排软按键或OEM循环的程序。
BMXdesign: 用于制作软按键图标和帮助图形的程序。
TNCremo: 用于文件传输以及系统备份和还原的程序。
这些软件仅支持WindowsXP或Window7的32位系统,依次将上述所列程序安装在个人电脑中。
TNC 620 HSCIGen 3驱动器镗铣类机床的紧凑型数控系统面向机床制造商07/2021TNC数控系统带驱动系统一般信息TNC 620•铣、钻和镗机床的紧凑型数控系统•轴数:8个控制环,其中2个可配置为主轴•用海德汉变频器系统并优选使用海德汉电机•全数字化HSCI接口和EnDat接口•尺寸紧凑•CF闪存卡•海德汉Klartext对话式和G代码(ISO)编程•标准铣、钻和镗加工循环•测头探测循环•程序段处理速度快(1.5 ms)19英寸显示屏(纵向)版•一体化的显示屏、键盘和主机(MC8410)•显示器下端为键盘•多点触摸式操作15英寸显示屏(横向)版•一体化的显示屏和主机(MC8420)•独立的键盘单元•多点触控操作系统测试海德汉数控系统、功率模块、电机和编码器通常是完整系统的组成部件。
因此,需要综合测试整个系统,而不能仅仅测试各单独设备的技术性能。
损耗件海德汉数控系统中含易损件,例如、后备电池和风扇。
标准本产品遵循的标准(ISO,EN等),请见样本中的标注。
注意Intel、Intel Xeon、Core和Celeron是Intel Corporation的注册商标。
有效性本文所述功能和技术参数适用于以下数控系统和NC数控软件版本:TNC 620,NC数控软件版本817600-08(需出口许可证)817601-08(无需出口许可证)本样本是以前样本的替代版,所有以前版本均不再有效。
如有变更,恕不另行通知。
要求有些技术参数对机床的配置有特别要求。
请注意,有些功能还需机床制造商开发专用PLC程序。
功能安全特性(FS)如果未明确区分标准部件与FS部件(FS = 功能安全特性),所介绍的信息适用于这两类部件(例如, TE 735,TE 735 FS)。
对于带功能安全特性的部件,在其产品标识的最后带标识符“(FS)”,例如,UEC 3xx (FS)2目录TNC数控系统带驱动系统2一览表4HSCI控制部件16附件23电缆概要37技术说明44数据传输和通信73安装信息77主要尺寸79一般信息101其它海德汉数控系统103主题索引104请注意技术参数表内的页码。
IS620P系列伺服用户手册简易版到货产品是否与您订购的产品型号相符?箱内含您订购的机器、请通过伺服电机、伺服驱动器的铭牌型号进行确认。
请查看整机外表,产品在运输过程中是否有破损现象。
若发现有某种遗漏或损坏,请速与本公司或您的供货商联系解决。
能够用手轻轻转动则属正常。
带抱闸的伺服电机除外。
目录前言 (1)版本变更记录 (3)第1章伺服系统选型 (7)1.1 伺服电机及驱动器型号说明 (9)1.2 伺服系统配置规格一览表 (10)1.3 配套线缆 (11)1.3.1 非抱闸机型配套线缆 (11)1.3.2 抱闸机型配套线缆 (11)1.3.3 接插套件 (12)1.3.4 绝对值电池套件 (13)1.3.5 通信线缆 (13)1.3.5 线缆外观 (13)1.4 制动电阻相关规格 (15)第2章伺服电机及驱动器安装与尺寸图 (16)2.1 伺服电机的安装 (16)2.1.1 安装场所 (16)2.1.2 环境条件 (16)2.1.3 安装注意事项 (16)2.2 伺服电机外形尺寸图 (18)2.2.1 ISMH1系列Z电机外形尺寸图 (18)2.2.2 ISMH2(Vn=3000rpm,Vmax=6000/5000rpm)系列外形尺寸图 (21)2.2.3 ISMH3(Vn=1500rpm,Vmax=3000rpm)系列外形尺寸图(23)2.2.4 ISMH4(Vn=3000rpm,Vmax=6000rpm)系列Z电机外形尺寸图 (25)2.3 伺服驱动器的安装 (27)2.3.1 安装场所 (27)2.3.2 环境条件 (27)2.3.3 安装注意事项 (28)2.4 伺服驱动器外形尺寸图 (29)第3章伺服驱动器与电机的连接说明 (30)3.1 伺服驱动器主电路回路连接 (31)3.1.1 主电路端子介绍 (31)3.1.2 主电路连接电缆推荐型号及规格 (33) 3.1.3 电源配线实例 (36)3.1.4 伺服驱动器输出与电机线缆连接方法 (38) 3.2 伺服电机编码器信号连接方法 (40)3.2.1 总线式增量编码器连接 (40)3.2.2 总线式绝对值编码器连接 (43)3.3 控制信号端子连接方法 (49)3.3.1 位置指令输入信号 (51)3.3.2 模拟量输入信号 (59)3.3.3 数字量输入输出信号 (60)3.3.4 编码器分频输出电路 (63)3.3.5 抱闸配线 (64)3.4 通信信号配线 (68)3.4.1 CAN通信组网连接 (69)3.4.2 485通信组网连接 (71)3.4.3 与PC的通信连接(232通信) (73) 3.5 模拟量监视信号配线 (74)3.6 电气接线的抗干扰对策 (75)3.6.1 抗干扰配线举例及接地处理 (75)3.6.2 噪音滤波器的使用方法 (76)3.7 线缆使用的注意事项 (78)第4章运行模式与调试方法 (79)4.1 位置模式使用说明 (79)4.1.1 位置控制模式配线 (80)4.1.2 位置控制模式相关功能码设定 (81)4.2 速度模式使用说明 (85)4.2.1 速度模式配线 (86)4.2.2 速度模式相关功能码设定 (87)4.3 转矩模式使用说明 (91)4.3.1 转矩模式配线 (92)4.3.2 转矩模式相关功能码设定 (93)4.4 绝对值系统使用说明 (98)4.4.1 概述 (98)4.4.2 相关功能码设定 (98)4.4.3绝对值系统电池盒使用注意事项 (102) 4.5软限位功能 (103)4.6 运行前检查 (104)4.7 负载惯量辨识与增益调整 (105)4.7.1 惯量辨识 (106)4.7.2 自动增益调整 (107)4.7.3 手动增益调整 (108)4.7.4 陷波器 (108)第5章后台软件 (110)第6章故障处理 (111)6.1 启动时的故障和警告处理 (111)6.1.1 位置控制模式 (111)6.1.2 速度控制模式 (114)6.1.3 转矩控制模式 (116)6.2 运行时的故障和警告处理 (117)6.2.1 故障和警告代码表 (117)6.2.2 故障的处理方法 (122)6.2.3 警告的处理方法 (142)6.2.4 内部故障 (148)第7章功能码参数一览表 (149)H00组伺服电机参数 (149)H01组驱动器参数 (150)H02组基本控制参数 (151)H03组端子输入参数 (152)H04组端子输出参数 (155)H05组位置控制参数 (157)H06组速度控制参数 (160)H07组转矩控制参数 (161)H08组增益类参数 (163)H09组自调整参数 (164)H0A组故障与保护参数 (166)H0B组监控参数 (167)H0C组通讯参数 (169)H0D组辅助功能参数 (171)H0F组全闭环功能参数 (172)H11组多段位置功能参数 (172)H12组多段速度参数 (176)H17组虚拟DIDO参数 (180)H30组通讯读取伺服相关变量 (183) H31组通讯给定伺服相关变量 (184) DIDO功能定义 (184)。
目录1 EtherCAT通信基础 (3)1.1 EtherCAT通讯规范 (3)1.2 通讯结构 (3)1.3 状态机 (4)1.4 过程数据PDO (5)1.5 邮箱数据SDO (5)1.6 分布时钟 (6)1.7 状态指示 (6)1.8 CiA402控制介绍 (7)1.9 基本特性 (8)1.9.1 接口信息 (8)1.9.2 拓扑连接 (8)1.9.3 通讯电缆 (9)1.9.4 EMC标准 (9)2 基本模式 (10)2.1 操作模式及通信周期 (10)2.1.1 模式定义 (14)2.1.2 各模式支持通信周期 (16)未定义书签。
2.1.3 控制字定义 .......................................................... 错误错误!!未定义书签错误!!未定义书签未定义书签。
2.1.4状态字定义 ........................................................... 错误2.2 周期同步位置模式 (19)2.2.1 控制框图 (20)2.2.2 相关对象 (21)2.2.3 转换因子 (17)2.2.4相关功能设置 (22)2.3 周期同步速度模式 (23)2.3.1控制框图 (23)2.3.2相关对象 (23)2.3.3 相关功能设置 (25)2.4 周期同步转矩模式 (25)2.4.1 相关对象 (26)2.4.2 相关功能设置 (27)2.5 轮廓位置模式 (27)2.5.1 框图 (28)2.5.2 相关对象 (28)2.5.3 相关功能设置 (30)2.5.4 位置曲线发生器 (30)2.6 轮廓速度模式 (35)2.6.1控制框图 (35)2.6.2相关对象 (35)2.6.3 相关功能设置 (36)2.7 轮廓转矩模式 (37)2.7.1 相关对象 (37)2.7.2 相关功能设置 (38)未定义书签。

PLC系统调试方案5篇第一篇:PLC系统调试方案PLC系统调试方案目录1、设备及系统概述2、编制依据3、调试范围4、试运组织与分工5、调试程序与工艺6、控制标准、程控、保护确认表、调试质量检验标准7、调试项目记录内容及使用的测量表计8、职业健康安全和环境管理.设备及系统概述可编程控制器(PLC)系统采用模块化结构,能够对中规模至大规模的控制系统进行系统组态、逻辑控制、顺序控制、联锁控制、PID回路调节,以满足最高性能的应用要求。
系统外形体积小,性能价格比高,结构坚固,能保证在恶劣的现场环境下可靠工作。
同时,PLC系统安装和组态简便,适合于各种各样的场合应用,安装费用低,是比较节省投资的解决方案。
通辽发电厂三期1×600WM空冷机组重要的辅助车间控制室内设有就地监控上位机,这其中包括补给水处理系统、除灰系统、除渣系统、空压机系统、燃油系统、暖通系统及辅助系统集中监控等系统。
其他小的控制设备也采用PLC实现其功能,如:空予器间隙调整。
程控设备均采用选用美国AB公司的系列PLC。
2.编制依据2.1 《火力发电厂基本建设工程启动及竣工验收规程(1996年版)》电力部电建[1996]159号2.2 《电力建设施工及验收技术规范(热工仪表及控制装臵篇)》2.3《火电工程启动调试工作规定》电力部建设协调司建质[1996]40号2.4 《电力基本建设工程整套试运前质量监督检查典型大纲》2.5《电力基本建设工程整套试运后质量监督检查典型大纲2.6 《热工仪表及控制装臵检修运行规程》2.7 《火电工程调整试运质量检验及评定标准》电力部建设协调司建质[1996]111号2.8 《火电施工质量检验及评定标准(热工仪表及控制篇)》2.9 《模拟量控制系统负荷变动试验导则》电力部建设协调司建质[1996]40号2.10 《火电机组热工自动投入率统计方法》电力部建设协调司建质[1996]40号2.11 《电力建设安全工作规程(火力发电厂部分)》DL5009.1-92能源部能源基[1992]129号2.12、《火电机组达标投产考核标准(1998年版)》电力工业部2.13、《火电机组达标投产动态考核办法(试行)》国家电力公司[1998]国家电力公司2.14《东北电力科学研究院质量管理标准》2.15设计院提供的工程图纸、设计说明书等技术资料2.16 制造厂图纸,质量保证书,安装和使用说明书、设计和调试有关文件及会议纪要3、调试范围3.1 硬件检查。
目录一、概述 (1)二、装置程序流程图 (3)三、用户安装调试说明 (4)MLX620装置前面板各按键及指示灯功能 (4)通电前检查 (5)通电检查 (5)运行调试 (6)四、调试具体操作方法 (9)五、主要通讯规约 (12)一、概述一)MLX620的主要特点MLX620是MLX198G的升级换代产品,与MLX198G相比,MLX620性能更优越,功能更完善。
它的主要特点如下:1.MLX620装置硬件采用最新总线内嵌的CPU芯片,集成度高,抗干扰能力强,功耗低,运行速度快(平均每条指令执行时间100ns左右);2.采用大屏幕液晶全汉字显示,直观、明了、操作方便;3.不同系统、不同的运行方式、不同的接地电阻使接地的电流差别很大,极端情况可达1000倍以上,如何自适应系统变化是装置正确工作的一个重要环节。
本装置自动跟踪系统零序电流的变化,不需调整和设置放大倍数,可使用于现场一次零序电流0.2A~100A的系统(单条线路);既一次接地电流较小时,装置无死区,一次接地电流较大时装置不饱和;4.单向接地后,电容充放电过程较长。
本产品采用优化算法,可躲过系统过渡程影响;5.具有跳闸、报警、编码三种输出方式,可适应现场各种需要,动作延时时间(范围是0~6553秒)可软件设定,具有完善的跳闸闭锁软硬件结构;6.本产品母线接地报警(报警时间可软件设定)、装置故障报警、掉电报警、总报警接点都引出两组常开接点,可适应不同现场需要;7.本装置可由软件选择422、485、232通讯接口,不需要换芯片,随机带6种通讯规约,波特率及相应参数可软件设定;8.系统谐振后,PT二次同样会出现零序电压,本装置能正确判断是谐振还是单相接地。
采用软件、硬件相结合的方法,可测量系统谐振频率,具有完善的消谐功能;9.装置的工作电源交、直流两用;10.可分别记忆16次接地故障,谐振故障,装置失电后信息不丢失;11.可设定两套运行定值,运行时可方便选择其中一套定值,现场CT变比、启动电压、跳闸电压可软件设定,现场不需调整;12.完善的自检、自调试功能。
PLC调试步骤一、配合调节部分调试:(在XC-PLC的FC4)1、预充回路调试:空试接触动作正常→预充小电压校正电压传感器参数(保证PLC读到的数据与实际一致)→进行正常预充回路合高压实验。
2、主回路调试:预充300V的电压保持不动,由调节部分使用逆变程序进行主回路测试。
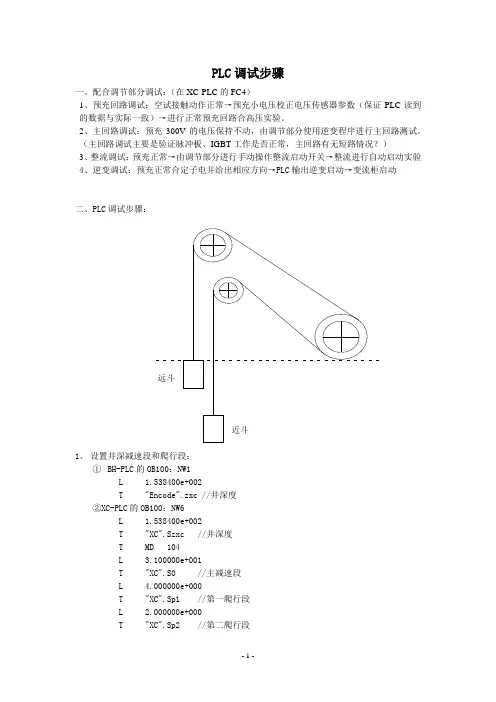
(主回路调试主要是验证脉冲板、IGBT工作是否正常,主回路有无短路情况?)3、整流调试:预充正常→由调节部分进行手动操作整流启动开关→整流进行自动启动实验4、逆变调试:预充正常合定子电并给出相应方向→PLC输出逆变启动→变流柜启动二、PLC调试步骤:远斗近斗1、设置井深减速段和爬行段:①BH-PLC的OB100:NW1L 1.538400e+002T "Encode".zxc //井深度②XC-PLC的OB100:NW6L 1.538400e+002T "XC".Szxc //井深度T MD 104L 3.100000e+001T "XC".S0 //主减速段L 4.000000e+000T "XC".Sp1 //第一爬行段L 2.000000e+000T "XC".Sp2 //第二爬行段L 3.900000e+001T "XC".SP1JX2 //检修第一爬行段,一般比正常方式要长L 1.200000e+001T "XC".SP2JX2 //检修第二爬行段L 6.000000e+000T "XC".GD_xccd //进罐道距离③CZT-PLC的OB100:NW2L 1.538400e+002T MD 1702、确定编码器加减计数是否与PLC程序一致?方法两种:①XC-PLC的FC9 : NW8程序定义为:编码器校正开关打开时,提一勾近斗到位程序:L "KANAL1".ACT_CNTVT "XC".MaxPlus //将当前值放到最小值提一勾远斗到位程序:L "KANAL1".ACT_CNTV //记忆齐平时编码器1的脉冲T "XC".MaxPlus2 //将当前值放到最大值OB100 :NW9L "XC".MaxPlus2L "XC".MaxPlus-DT "XC".ZZ_BMQ1 //最大值-最小值=编码器终值,值为正。
国电南自Q/GDNZ.J.01.72-2000标准备案号:1539- 2000PSL 620C系列数字式线路保护技术说明书国电动份GUODIAN NANJING AUTOMATION CO.,LTDPSL620C数字式线路保护装置技术说明书V4.30国电南京自动化股份有限公司2005年12月版本声明本技术说明书适用于以下版本的保护程序:PSL621C距离保护版本: 4.53PSL621C零序重合闸保护版本: 4.52PSL622C高频保护版本: 4.10PSL623C过流零序重合闸保护版本: 4.53PSL626C过流距离重合闸保护版本: 2.82PSL627C过流重合闸保护版本: 2.82产品说明书版本修改记录表1098765432 V4.3 增加具备双以太网通信口(或三以太网)、RS485串行通信口、V4.52 2005.12 就地打印串行通讯口、PSView调试分析软件串行通讯口1 V4.0 增加装置整体结构图、面板布置图、结构安装图等 V4.50 2003.9 序号 说明书版本修 改 摘 要 软件版本号 修改日期* 技术支持:电话(025)51183140传真(025)51183144* 本说明书可能会被修改,请注意核对实际产品与说明书的版本是否相符* 2005年12月 第1版 第1次印刷目 录1 概述 (1)1.1适用范围 (1)1.2功能配置及型号 (1)1.3性能特点 (1)2 技术性能及指标 (3)2.1额定电气参数 (3)2.2技术性能及指标 (3)2.3环境条件 (4)2.4绝缘性能 (4)2.5电磁兼容性能 (5)2.6机械性能 (5)3 PSL621C线路保护装置 (6)3.1功能及原理 (6)3.1.1 启动元件 (6)3.1.2 选相元件 (6)3.1.3 距离保护 (6)3.1.4 零序保护 (12)3.1.5 重合闸继电器 (14)3.1.6 失灵启动 (16)3.1.7 合闸加速保护 (16)3.1.8 交流电压电流异常判断 (17)3.1.9 过流保护 (18)3.1.10 低周减载、低压减载 (18)3.2硬件构成 (20)3.2.1 硬件配置 (20)3.2.2 各模件说明 (22)3.3定值与整定 (31)3.3.1 装置整定项目与有关参数整定范围 (31)3.3.2 整定计算及整定方法简介 (33)4 PSL622C线路保护装置 (37)4.1功能及原理 (37)4.1.1 高频保护 (37)4.2硬件构成 (44)4.2.1 硬件配置 (44)4.2.2 各模件说明 (45)4.3定值与整定 (46)4.3.1 装置整定项目与有关参数整定范围 (46)4.3.2 整定计算及整定方法简介 (47)5 PSL623C线路保护装置 (49)5.1功能及原理 (49)5.2硬件构成 (50)5.2.1 硬件配置 (50)5.2.2 各模件说明 (51)5.3定值与整定 (52)5.3.1 装置整定项目与有关参数整定范围 (52)5.3.2 整定计算及整定方法简介 (54)6 PSL626C 线路保护装置 (56)6.1功能及原理 (56)6.2硬件构成 (60)6.2.1 硬件配置 (60)6.2.2 各模件说明 (61)6.3定值与整定 (65)6.3.1 装置整定项目与有关参数整定范围 (65)6.3.2 整定计算及整定方法简介 (66)7 PSL627C 线路保护装置 (69)7.1功能及原理 (69)7.2硬件构成 (70)7.2.1 硬件配置 (70)7.2.2 各模件说明 (71)7.3定值清单及整定说明 (72)7.3.1 装置整定项目与有关参数整定范围 (72)7.3.2 整定计算及整定方法简介 (73)8 信息记录和分析 (75)9 与变电站自动化系统配合 (75)10 事件信息一览表 (76)1 概述1.1 适用范围PSL 620C系列数字式线路保护装置是以距离保护、零序保护和三相一次重合闸为基本配置的成套线路保护装置,并集成了电压切换箱和三相操作箱,适用于110KV、66KV或35KV输配电线路。
NC 版本: 340 49x-04 PLC 版本:Basic 54 HEIDENHAIN简明调试手册iTNC 530目录1,调试准备 (1)1.1本手册中标识的含义 (1)1.2 各模块概述 ...................................................................................................... 2 1.2.1 主计算机,硬盘, SIK .......................................................................................... 2 1.2.2 CC 控制单元 ........................................................................................................... 3 1.2.3UV106 B电源模块 ................................................................................................. 4 1.2.4 显示单元和键盘 . .................................................................................................... 5 1.2.5手轮 . ......................................................................................................................... 7 1.2.6 PLC 模块 ................................................................................................................ 8 1.2.7驱动模块 . .. (9)2, 系统连接 ........................................................................................... 10 2.1 一般信息 ........................................................................................................ 10 2.1.1 安全措施 . .............................................................................................................. 10 2.2硬盘(HDR 和 SIK 的安装 . ....................................................................... 11 2.3使用环境 ......................................................................................................... 13 2.3.1温度和湿度 . ........................................................................................................... 13 2.3.2空调 . ....................................................................................................................... 13 2.3.3机械振动 . ............................................................................................................... 14 2.3.4污染 . ....................................................................................................................... 14 2.3 安装空间 ........................................................................................................ 15 2.3.1一般信息 . ............................................................................................................... 15 2.3.2 MC 42x(C, CC42x(B, UV, UM, UE2xxB 安装空间 ......................................... 16 2.3.3显示器 . ................................................................................................................... 16 2.3电气设计重要事项 ......................................................................................... 17 2.3.1供电 . ....................................................................................................................... 17 2.3.2电气柜设计基本要求 . ........................................................................................... 17 2.3.3接地 . ....................................................................................................................... 17 2.4 电缆连接总图 ................................................................................................ 18 2.5 iTNC530连接概览 ..................................................................................... 23 2.6 供电 .............................................................................................................. 26 2.6.1 iTNC 530供电 . ................................................................................................... 26 2.6.2 系统内置 PLC 供电 ........................................................................................... 27 2.6.3 PLC 51x 扩展模块供电 ..................................................................................... 28 2.6.4 Control-Is-Ready 信号供电 . ............................................................................... 28 2.6.5 显示单元(BF 150供电 .. (28)i2.8 手轮 (29)2.8.1 HR 4xx便携式手轮 (30)2.9 PLC 输入信号 (31)3.9.1 输入信号和地址 . .................................................................................................. 31 2.9.2 MC 42x(C内置 PLC 输入信号 ......................................................................... 32 2.9.3 扩展模块 PL 510的输入点 ................................................................................. 33 2.10 PLC 输出信号 ........................................................................................... 34 2.11 PLC输入输出模块 ...................................................................................... 37 2.11.1 PLB511/PLB512 ................................................................................................. 38 2.12机床操作面板 ............................................................................................... 40 2.13 键盘单元 ...................................................................................................... 41 2.14 显示单元 ...................................................................................................... 42 2.15 驱动和电机的连接 ...................................................................................... 43 2.15.1 UV(R 1x0(D 电源模块 ................................................................................. 43 2.15.2 UM1xx(B(D驱动模块 ................................................................................... 47 2.15.3 电机 . .................................................................................................................. 49 2.16基本回路 MC_CC422_UV1xx_CMx .......................................................... 51 2.17 系统通电 (52)2.17.1 第一次通电 . (52)3, PLC 调试 (53)3.1 PLC软件的安装 (53)3.2海德汉 PLC 介绍 ........................................................................................... 54 3.2.1 PLCdesignNT软件 . ............................................................................................... 54 3.2.2 PLC基本程序简介 ............................................................................................... 56 3.3 PLC命令 ........................................................................................................ 57 3.3.1操作符类型 . ........................................................................................................... 57 3.3.2操作数 . ................................................................................................................... 58 3.4用户 PLC 程序的调试 ................................................................................... 60 3.4.1iTNC530编程站 PLC 程序编制 .......................................................................... 60 3.4.2 PLC举例 ............................................................................................................... 65 3.4.3 机床 PLC 程序编制 ............................................................................................. 68 3.5 PLC报警文本 ................................................................................................ 71 3.5.1 PLC 报警信息表结构 ........................................................................................... 71 3.5.2 举例PLC 报警信息 ............................................................................................. 72 3.6 PLC状态诊断 (78)4,驱动器和 NC 调试 . (81)4.2 基本参数的设定 (84)4.2.1编码器和机床 . (85)4.2.2 定位和控制 . (85)4.2.3主轴参数 . (86)4.2.4显示和硬件 . (87)4.3 NC的调试 ...................................................................................................... 87 4.3.1坐标轴及其速度和加速度 . ................................................................................... 87 4.3.2光栅尺和传动比的设定 . ....................................................................................... 88 4.3.3零点的设置 . ........................................................................................................... 89 4.3.4软限位 . ................................................................................................................... 93 4.3.5反向间隙补偿 . ....................................................................................................... 93 4.3.6丝杠螺距非线性误差补偿 . ................................................................................... 93 4.3.7 主轴的调试 . .......................................................................................................... 99 4.4 伺服优化准备 .............................................................................................. 100 4.4.1 TNCopt软件 . ....................................................................................................... 100 4.4.2 控制环原理介绍 . ................................................................................................ 102 4.5电流环优化 ................................................................................................... 102 4.5.1电流环优化准备 . ................................................................................................. 103 4.5.2手动优化电流环步骤:. ..................................................................................... 103 4.6速度环优化 ................................................................................................... 105 4.6.1速度环的脉冲响应 . ............................................................................................. 106 4.6.2速度环的阶跃响应 . ............................................................................................. 107 4.7前馈控制系数的优化 ................................................................................... 108 4.8 Kv系数优化 . ................................................................................................ 109 4.9圆周测试 (110)5,网络连接 (113)5.1设置 iTNC530数控系统的 IP 地址 . (113)5.2 个人电脑固定 IP 的设置步骤 (114)6,数据备份和恢复 (117)6.1数据备份 (117)6.2数据恢复 (121)7,机床参数表 (125)7.1“机床参数编辑”操作模式 ........................................................................ 125 7.2输入和输出机床参数 ................................................................................... 127 7.2.1输入格式 . ............................................................................................................. 127 7.2.2 激活机床参数列表 . .. (128)iii7.2.3 修改输入值 . .................................................................................................. 129 7.3 机床参数列表 . (130)7.3.1 编码器和机床 . (130)7.3.2 定位 . (134)7.3.3 使用速度前馈控制 . (139)7.3.4 使用跟随误差 . (140)7.3.5 速度和电流综合控制 . (141)7.3.6 主轴 . (148)7.3.7 内置 PLC (151)7.3.8 配置数据接口 . (154)7.3.9 3-D测头 (156)7.3.10 用 TT 测量刀具 . (158)7.3.11 攻丝 . (161)7.3.12 显示器和其操作 . (162)7.3.13 颜色 . (168)7.3.14 加工和程序运行 . (170)7.3.15 硬件 . (175)7.3.16 第二主轴 . (181)8, NC-PLC 接口 (183)8.1 Marker . (183)8.2 字和双字 (188)9,安装尺寸 (191)11,调试准备iTNC530是适用于镗、铣、加工中心类数控系统。
三菱电梯全系列调试说明三菱电梯 NEXWAY--S学习;慢速1,手动运行轿厢至底层区,设定P1板上的旋转开关SET1=0,SET0=7,按下SW1至少0。
25秒放开,轿厢内显示器重复显示、--A--7。
2,从底层开始慢速连续向上运行轿厢,直到UL动作,电梯停止,在电梯停止在顶层后,由重复显示、--A –7转到显示楼层。
如果电梯运行顶层之前停止,重复步骤1,2。
学习;运行进行磁极学习 NLU。
1,使电梯空载NL,并停在低层,将自动/手动设到‘自动’位置。
2,设置控制拒内的P1板上的旋转开关SET1=0,SETO=7,按下SW1-- 、--A—D在轿厢和层站显示器上重复显示。
3,高速运行轿厢至顶层,可以进行磁力学习,当显示楼层时学习结素。
故障壮态确认把MON0开关设置0位置,显示故障。
0,无故障没有下述代码1—F的相关错误。
1,异常低速检测。
2,超高速检测。
3,反方向检测。
4,电动机失速检测。
5,过电流检测。
6,过电压检测。
7,底电压检测。
8,井L8 OFF故障。
9,井5 OFF故障。
A,制动器触点的ON故障或OFF故障。
B,向轿厢的串行通讯出错。
C,向层站的串行通讯出错。
D,系统出错。
E,不能在启动。
驱动原因。
F,不能在启动。
控制原因。
图2KCD—91X P1板概图印板型号发光管功能状态电容板DCV 当回路电解电容正常放电时点亮。
M1板PWD 当应急电池供电时点亮。
P1板41DDZ60CWDTMWDTSWDTMNT 当厅轿门连锁开关接同时点亮。
当轿厢运行到平层区域时点亮。
当轿厢运行于自动方式时点亮。
当CC—CPU正常工作时点亮。
当MCP处理器工作正常时点亮。
当SLC电路工作正常时点亮。
当R / M / FWR波动开关处于中间或向下位置时点亮。
称装置调整。
1,称量装置检测绳头弹簧的位移量,该位移量使负载称量装置差动变压器动作。
差动变压器根据弹簧伸长量输出信号通过串行通讯传送到控制屏内的P1板,用来作为轿内负载信号。
目录1 EtherCAT通信基础 (3)1.1 EtherCAT通讯规范 (3)1.2 通讯结构 (3)1.3 状态机 (4)1.4 过程数据PDO (5)1.5 邮箱数据SDO (5)1.6 分布时钟 (6)1.7 状态指示 (6)1.8 CiA402控制介绍 (7)1.9 基本特性 (8)1.9.1 接口信息 (8)1.9.2 拓扑连接 (8)1.9.3 通讯电缆 (9)1.9.4 EMC标准 (9)2 基本模式 (10)2.1 操作模式及通信周期 (10)2.1.1 模式定义 (14)2.1.2 各模式支持通信周期 (16)未定义书签。
2.1.3 控制字定义 .......................................................... 错误错误!!未定义书签错误!!未定义书签未定义书签。
2.1.4状态字定义 ........................................................... 错误2.2 周期同步位置模式 (19)2.2.1 控制框图 (20)2.2.2 相关对象 (21)2.2.3 转换因子 (17)2.2.4相关功能设置 (22)2.3 周期同步速度模式 (23)2.3.1控制框图 (23)2.3.2相关对象 (23)2.3.3 相关功能设置 (25)2.4 周期同步转矩模式 (25)2.4.1 相关对象 (26)2.4.2 相关功能设置 (27)2.5 轮廓位置模式 (27)2.5.1 框图 (28)2.5.2 相关对象 (28)2.5.3 相关功能设置 (30)2.5.4 位置曲线发生器 (30)2.6 轮廓速度模式 (35)2.6.1控制框图 (35)2.6.2相关对象 (35)2.6.3 相关功能设置 (36)2.7 轮廓转矩模式 (37)2.7.1 相关对象 (37)2.7.2 相关功能设置 (38)未定义书签。
2.2 上电和检查1. 门机检查和调试(1)检查门机接线与否完善、并且对的,控制柜门机电源开关进线电压与否符合门机规格规定,如符合规定则可合上该开关。
(2)将轿顶检修/自动开关转至检修位置,按照门机阐明书进行门机调试。
(3)检查开、关门动作,及开、关门到位开关动作状况:A.使电梯停在平层位置,将门机设立成自动状态,门处在关闭状态。
B.手持编程器翻至输入状态监视界面,观测开门到位TX0右边应显示“※”,关门到位TX1右边应显示“—”。
C.短接P24和44(或按开门按钮),门机应执行开门动作,开门到位后TX0右边显示“—”,TX1右边应显示“※”。
D.短接P24和46(或按关门按钮),门机应执行关门动作,关门到位后TX0右边显示“※”,TX1右边应显示“—”。
2.光幕检查请按《光幕安装使用阐明书》进行检查,校对。
在输入状态监视界面,观测安全触板TX2,当光幕无阻挡物时TX2右边应显示“※”,当光幕有阻挡物时TX2右边应显示“—”。
3.平层感应器接线检查(1)平层感应器接线应按图对的接线(以YPS作上平层信号,YPX作下平层信号为例)。
(2)平层感应器信号检查:a. 检修下行,在进入平层区域时,平层感应器信号顺序为:先YPS、后YPX。
b. 相应信号输入点LED应当是上平层灯先亮,下平层灯后亮(平层为常开信号)。
4. 限位和极限开关位置检查(1)检修上行,直至上限位开关动作,此时轿厢地坎应高出顶层厅门地坎30~50mm。
(2)检修下行,直至下限位开关动作,此时轿厢地坎应低于底层厅门地坎30~50mm。
(3)将上、下限位开关短接,检修上行,直至上极限开关动作,此时轿厢地坎应高出顶层厅门地坎130mm。
(4)检修下行,直至下极限开关动作,此时轿厢地坎应低于顶层厅门地坎130mm。
(5)调节完后,将短接线取掉,恢复本来接线。
5.终端逼迫减速开关检查和调节(1)终端逼迫减速开关分为上终端逼迫减速开关和下终端逼迫减速开关。
PLC部分1.PLC的基本知识PLC主要是用于辅助数控系统进行外部输入和输出的控制,完成相应的逻辑任务. PLC 程序的运行有几个特点:在执行下一行程序之前,前一行程序必须执行完毕。
程序按顺序依次执行。
PLC 程序在固定的时间间隔内重复运行。
2.Heidenhain的PLCHeidenhain的PLC同样具备一般PLC的特点. PLC 程序可以直接在系统中创建,也可以使用计算机软件PLCdesignNT 软键在PC 上创建。
常见的PLC主要使用梯形图或是语句表进行PLC程序的编写,海德汉PLC除了一般PLC通常的逻辑控制语句还允许使用一些高级控制功能,因此采用的是语句表格式进行编写的,不支持梯形图.3.学习PLC前的准备a.HEIDENHAIN 数控系统和PLC 的接口关系:图中NC指的是数控系统的数控部分,PLC指的是数控系统中的PLC部分,箭头表示数据的流向。
从上图我们大体可以看出哪些数据该有PLC采集,哪些数据该有NC采集,对于PLC和NC各自采集的数据部分,他们是通过什么途径进行数据交换的.b.Heidenhain软件工具虽然Heidenhain系统支持在线编写和修改PLC程序,但通常我们都是在个人电脑上进行离线编辑的。
因此我们需要在电脑中安装相应的工具以便我们快捷的修改和编辑。
我们进行PLC编辑的主要工具有:PLCdesign (PLCdesignNT): 用于创建,编辑,管理PLC项目的主程序。
PLCtext: 用于管理,编辑PLC项目中的报警信息和提示信息的数据库程序。
IOconfig: 用于系统各组件配置(组态)的程序。
CycleDesign: 用于管理和编辑竖排软按键或OEM循环的程序。
BMXdesign: 用于制作软按键图标和帮助图形的程序。
TNCremo: 用于文件传输以及系统备份和还原的程序。
这些软件仅支持WindowsXP或Window7的32位系统,依次将上述所列程序安装在个人电脑中。
c.Heidenhain的基本程序为了方便各个机床制造商更加快捷的上手使用Heidenhain数控系统,Heidenhain可以向机床制造商提供基本程序包,该基本程序包通过简单的配置可以适用于与各类常见机床,即使是复杂的机床,也只需在灵活掌握Heidenhain的PLC基本功能后,通过简单的修改和调整就能完成。
本课程PLC部分以Heidenhain基本程序为基础对PLC的使用进行讲解。
TNC620目前最新的基本程序包是。
将该基本程序解压缩到任意文件夹中,以便后续使用。
打开基本程序解压缩后存放的文件夹,如果用户已经安装了b部分所指出的软件,此时会看见。
双击该文件,电脑会自动打开Heidenhain的PLC编程环境并载入Heidenhain 基本程序。
4.熟悉PLC编程环境如上图所示,Heidenhain的PLC项目编程环境主要由以下几个部分组成:(1). 主菜单及基本操作(2). 集成软件调用(3). 项目类型选择(4). 状态监控方式选择(5). 主编辑窗口(6). 项目文件管理器(7). 信息窗口(8). PLC变量监视区a.主菜单及基本操作区:关于主下拉菜单里的内容在这里不作说明,之后随着学习的深入再逐步讲解。
基本操作区内的内容和一般的应用程序一样包括打开,新建文件,复制,粘贴等等,当鼠标在相应图标上停留时,会显示该图标功能的对话框。
除此之外我们需要了解的是和PLC编程环境相关的两个图标,大家可以按几下这两个图标,观察一下编程环境有哪些变化。
b.集成软件调用区:当大家已经安装了3.b中所示软件后,在打开PLC编程环境时,相应的软件已经集成在编程环境里了,当需要使用特定的软件时,只需点击相应小图标就可自动调用,当鼠标在相应图标上停留时,会显示该图标功能的对话框。
下图所示的集成软件图标可能有些并没有显示在你的PLC编程环境里,只要下图中所有标有名称的软件图标包含在PLC编程环境里就不会影响PLC的使用。
c.项目类型选择点击下拉菜单,根据选择的硬件不同选用相应的项目类型。
d.状态监控方式选择当安装好软件的电脑和TNC620通过网线正常连接时,使用状态监视方式选择相应的监控方式。
e.主编辑窗口用于编写PLC程序文件;在启用在线监视时,窗口显示各语句在线监视状态。
f.项目文件管理器项目文件管理器和我们电脑上的资源管理器类似,用来显示,创建,编辑项目文件组织结构。
项目文件管理器根目录中根据文件夹颜色的不同,也指示出不同的用途。
g.信息窗口在对PLC进行编辑,连接TNC620等操作时,该窗口提供相关提示信息。
h.PLC变量监视区当个人电脑与TNC620系统处于连接状态时,可在该窗口内添加相应的变量进行状态监视。
5.开始使用PLC基本程序首先对PLC编程环境进行简单的设置,步骤如下:a.在项目类型选择中根据所使用的硬件选择相应的类型b.c.d.设置完成后点击OK键保存并退出设置菜单.6.配置硬件连接及IO点假设HSCI连接顺序MC>MB>CC>PL 假设HSCI连接顺序MC>MB>UEC>PL对于以上两种提示信息直接选择Yes 或OK 确定,对于弹出的选择对话,根据实际使用情况进行选择。
提示:带有FS 的选项表示该设备具备安全功能,非特别说明具有安全功能的模块,请选择不带FS 后缀的项目。
对于以上两种提示信息直接选择Yes 或OK 确定,对于弹出的选择对话,根据实际使用情况进行选择. 提示:带有FS 的选项表示该设备具备安全功能,非特别说明具有安全功能的模块,请选择不带FS 后缀的项目。
按照以MC 为起点HSCI 总线上设备的连接顺序,排列自己添加进去的各个模块,原有模块置于队列末端,调整模块位置的方法可以通过右键点击对应的模块按照以MC 为起点HSCI 总线上设备的连接顺序,排列自己添加进去的各个模块,原有模块置于队列末端,调整模块位置的方法可以通过右键点击对应的模块展开原有PL6204模块,右键点击System Module 项,选择第四项,将所有名称剪切到粘贴板上展开原有UEC 模块,右键点击System Module 项,选择第四项,将所有名称剪切到粘贴板上使用上两步的方法完成原PL6204的SlotNo.1及SlotNo.2下PLD-H16-08-00到新PL620x 中SlotNo.1及SlotNo.2下PLD-H16-08-00的剪切和粘贴,原MB620模块中的Digital Keys 到新MB620中的Digital Input 的剪切和粘贴,以及从原MB620模块中的Digital 到新MB620中的Digital Output 的剪切和粘贴。
使用上两步的方法完成原MB620模块中的Digital Keys 到新MB620中的Digital Input 的剪切和粘贴,以及从原MB620模块中的Digital 到新MB620中的Digital Output 的剪切和粘贴。
展开MB620模块,对于有图中所示三个符号名的文件,则需调整。
依次将这三个文件名选中,并使用按键组合Shift+Alt+D ,将这三个符号名移动到队列最后方。
分别选中原CC6106, 原PL6204, 原MB620模块,按键盘上的Del按键依次将其删除分别选中原UEC, 原MB620模块,按键盘上的Del按键依次将其删除按照电气原理图通过核对描述中PLC 物理地址的方式,找到与接线位置对应的输入或输出标签,点击右侧描述中符号名的位置,将符号名改为合适的名称,更改前请先阅读以下注意事项。
为了便于编写和维护,请大家按照以下规则定义输入输出点符号名: 输入点符号名-> I_对于该输入点状态为1时的功能或状态的描述 -> 例如: I_key_light_on (表示关于开灯按钮的输入)输出点符号名-> O_对于该输出点状态为1时的功能或状态的描述 -> 例如: O_light_on(表示该输出为1时,表示灯亮) 注意:a. 输入和输出符号名,只能使用字母,下划线及数字表示,并且必须使用字母开头,符号名有效长度24位,对于有效长度内字符相当的几个符号,系统认为是同一个值。
b. 对于原符号名为I_UNUSED_xxxx 或O_UNUSED_xxxx 的符号名可直接更改为所需的符号名 c. 对于原符号名为非b 中所示的两种符号名(基本程序自带的)更改时,需先激活GLB_IO_CONFIG.LIB 中对应的名称后再作修改,激活方式如下,以激活符号名O_wye_delta_connection 输出点为例:修改“未使用”IO 点的符号名修改“已使用”IO 点的符号名1. 2. 3.4.5.6.对于完成激活的符号名的修改,可以按照之前的步骤进行符号名的修改d.对于使用基本程序中已经定义好的输入/输出点时,首先需要对GLB_IO_CONFIG.LIB文件中已经定义好的输入输出点进行去激活,再将该输入输出点的符号名填入IOconfig软件里对应物理地址的符号名处。
输入输出点的去激活方法,与c中的激活方法相反,只需在你所需要去激活的符号名前加入;HSCI即可。
关闭IOconfig软件,在PLC编程环境PLCdesign下,按F7按键,观察信息窗口,如果显示0 Error, 0 Warnings,则表示之前的输入输出点定义成功了。
在打开的GLB_IO_CONFIG.DEF窗口中,可以看到我们添加的输入输出点名称提示:每行第一个分号及之后的部分为注释,对注释进行的更改和删除不对程序造成影响,例如原始的参考端子物理地址位置就处于注释部分,供参考用。
7.配置机床的基本功能配置完硬件连接和IO点之后,我们首先需要对该机床的基本功能进行配置。
由于使用CC6106模块和使用UEC模块仅在配置硬件连接的地方有区别,因此之后的讲解不再区分使用CC6106模块还是UEC模块。
a.b.c.d.在打开的文件里,找到我们需要根据机床功能修改的第一部分内容,其中等号后面的内容是我们修改的地方,每一部分修改的内容之前都会有绿色的注释(*号后的内容),用于说明这一部分内容所关联的功能,以及修改的的值的取值范围等等。
第一部分:机床一般功能的配置Cfg_Emergency_end_position_axes_coded急停链的结构类型是否属于编码形式:属于编码形式为"active" ,不属于编码形式为"inactive"上图为编码形式和非编码形式典型的示例编码形式中单独使用b点,c点或d点的0或1的状态是无法判断是哪个轴压了限位,必须使用组合的方式此可以判断,例如:b点为1,c点为0,则可以判断是Y轴压了限位。
非编码形式中可以单独的使用e点,f点,g点的0或1的状态来判断哪个轴压了限位,例如:f点为0即可判断是Y轴压了限位基本程序涉及的输出点:O_axes_motion_from_end_position 超程解除编码形式基本程序涉及的输入点为I_end_posit_1_not_overtravelled X轴未超程I_end_posit_1_2_not_overtravelled XY轴未超程I_end_posit_1_2_3_not_overtravelled XYZ轴未超程I_end_posit_1_2_3_4_not_overtravelled XYZ4轴未超程I_end_posit_1_2_3_4_5_not_overtravelled XYZ45轴未超程非编码形式涉及的输入点为I_end_posit_Ax1 X轴限位I_end_posit_Ax2 Y轴限位I_end_posit_Ax3 Z轴限位I_end_posit_Ax4 第4轴限位I_end_posit_Ax5 第5轴限位常用值:根据实际情况填写第二部分:主轴换档Cfg_gear主轴换档状况:无换档且非以下几种情况时为"inactive"指定转速自动换档时为"automatic"主轴非变速电机,档位通过S码切换时"S_Code"星三角切换的主轴电机时为"Wye_Delta"主轴自动换档模式时,基本程序支持2档位切换,若多于两档的机床,需对基本程序作相应的调整,具体方法详见后续篇章。