位置公差基础知识培训
- 格式:ppt
- 大小:6.12 MB
- 文档页数:52
几何公差基础知识培训一、引言几何公差是机械零件设计和制造中的重要概念,它关系到零件的精度、配合质量和使用性能。
随着我国制造业的快速发展,对几何公差的要求越来越高,掌握几何公差的基础知识对于机械设计人员和制造工程师来说具有重要意义。
本文将对几何公差的基本概念、标注方法、公差带及其应用进行详细阐述,以帮助读者更好地理解和应用几何公差。
二、几何公差的基本概念1. 几何公差的定义几何公差是指零件几何形状、位置、轮廓、运动轨迹等方面的允许变动量。
它是为了保证零件在装配和使用过程中,满足预定的功能和性能要求,而对零件形状和位置精度提出的要求。
2. 几何公差的分类根据几何公差的性质和作用,可以将其分为形状公差、定向公差、轮廓公差、跳动公差和位置公差等五大类。
(1)形状公差:指单一实际要素的形状所允许的变动全量,包括直线度、平面度、圆度、圆柱度等。
(2)定向公差:指关联实际要素的方向或位置的变动所允许的变动全量,包括垂直度、倾斜度、同轴度、对称度等。
(3)轮廓公差:指关联实际要素的轮廓线所允许的变动全量,包括线轮廓度和面轮廓度。
(4)跳动公差:指旋转零件上同一轴线上的要素在旋转一周过程中所允许的最大变动量,包括圆跳动和全跳动。
(5)位置公差:指关联实际要素的位置所允许的变动全量,包括位置度、平行度、垂直度等。
三、几何公差的标注方法几何公差的标注是几何公差知识体系中的重要组成部分,它直接关系到零件加工质量和装配精度。
几何公差的标注方法如下:1. 符号表示法:用特定的符号表示几何公差类型和公差值,如直线度用“∥”,平面度用“⊥”等。
2. 文字说明法:在图样上用文字描述几何公差的要求,如“平行度0.02mm”。
3. 图形表示法:用图形表示几何公差的形状和大小,如公差带、公差框等。
4. 代号表示法:用代号表示几何公差类型和公差值,如形状公差代号“△”,位置公差代号“○”等。
四、几何公差带及其应用1. 几何公差带的概念几何公差带是指在零件图样上,用一定的线型和间距表示几何公差的一种图形。
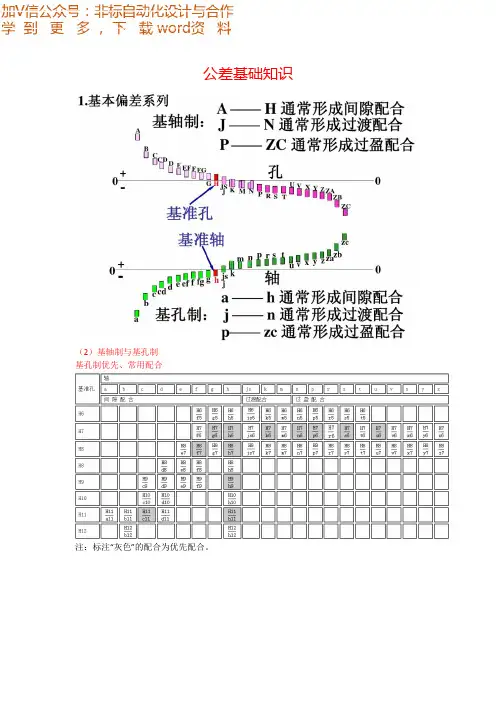
公差基础知识
(2)基轴制与基孔制
基孔制优先、常用配合
注:标注“灰色”的配合为优先配合。
基轴制优先、常用配合
注:标注“灰色”的配合为优先配合。
基准制的选择
选择基准制时,应从结构、工艺、经济几方面来综合考虑,权衡利弊,主要是遵从以下几项原则:
1、一般情况下,设计时优先选用基孔制。
加工孔比加工轴要困难些,而且所用的刀,量具尺寸规格也多些。
采用基孔制,可大大缩减定制刀,量具的规格和数量。
2、有些情况下采用基轴制配合:零件采用外径不需加工的,具有一定精度等级的型材时,如直接用作轴;在同一基本尺寸的轴上装配几个具有不同性质的零件时,应选用基轴制配合;与标准件相配合的孔或轴,应以标准件为基准来确定配合制。
如滚动轴承的外圈与轴承座的配合即属于基轴制配合;又如定位销与孔的配合为基轴制的配合等。
3、非基准配合:在实际生产中的某些配合,如有充分的理由或特殊需要,允许采用非基准配合,即非基准孔和非基准轴的配合。
(3)优先配合、常用配合的特征及应用
(4)未注公差值
线性尺寸的极限偏差值
倒圆半径和倒角高度尺寸的极限偏差
角度尺寸的极限偏差数值
直线度和平面度未注公差值
垂直度未注公差值
对称度未注公差值
圆跳动的未注公差值
选用原则
(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
(2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。


公差与配合基础知识一.尺寸偏差和公差的术语及定义1.尺寸:用特定单位表示的数值。
2。
基本尺寸:孔D、轴d。
如Ф20±0.05中20为基本尺寸。
3。
实际尺寸;实际测量所得的尺寸4.极限尺寸;指允许尺寸变化的两个界限值。
其中:较大的一个称为最大极限尺寸较小的一个称为最小极限尺寸5。
尺寸偏差尺寸偏差=某一尺寸-基本尺寸偏差包括:实际偏差=实际尺寸-基本尺寸上偏差=最大极限尺寸—基本尺寸ES(孔)、es(轴)下偏差= 最小极限尺寸—基本尺寸EI(孔)、ei(轴)6。
零线零线是在公差带图中,确定偏差的一条基准直线,也叫零偏差线二、有关配合的术语及定义1.配合——公差带之间的关系(基本尺寸相同)孔——轴 { 其差值为正是 X ;其差值为负是 Y}2.间隙配合——具有间隙(含 Xmin =0 )的配合.孔在轴的公差带之上。
最大间隙 Xmax =Dmax -dmin =ES-ei最小间隙 Xmin =Dmax —dmax =EI-es平均间隙 Xp=1/2(Xmax +Xmin )3。
过盈配合——具有过盈(含 Ymin =0 )的配合。
孔在轴的公差带之下。
最小过盈 Ymin =Dmax —dmin =ES—ei最大过盈 Ymax =Dmin -dmax =EI—es平均过盈 Yp=1/2(Ymin +Ymax )4。
过渡配合——可能具有 X 或 Y 的配合。
此时孔轴公差带相互交叠.公式用以上 X , Y5。
配合公差——允许 X 或 Y 的变动量。
间隙配合:Tf= ∣Xmax -X min ∣过盈配合:Tf= ∣Ymin -Ymax ∣过渡配合:Tf= ∣Xmax —Ymax ∣结论:配合精度与零件的加工精度有关,若要配合精度高,则应降低零件的公差,即提高工件本身的加工精度.反之亦然。
三。
基准制 -—-—-—公差与配合标准对孔与轴公差带之间的相互位置关系,规定了两种基准制:基孔制和基轴制基孔制 -—-———-—基孔制中的孔称为基准孔,用 H 表示,基准孔以下偏差为基本偏差,且数值为零.其公差带位置在零线上侧。
公差与配合基础知识培训一、引言公差与配合是机械设计和制造中至关重要的概念。
公差是指在机械制造中,零件尺寸与其设计尺寸之间允许的最大偏差。
配合是指两个或多个零件之间的相互关系,以实现特定的功能。
为了确保零件的互换性和功能性,了解公差与配合的基本原理和标准至关重要。
本培训旨在向读者介绍公差与配合的基础知识,包括公差的定义、配合的类型以及相关的标准。
二、公差的定义和重要性公差是指零件尺寸与其设计尺寸之间的允许偏差。
它是机械制造中必须遵守的重要参数之一。
公差的存在是为了确保零件的互换性和功能性。
如果没有公差,零件之间的尺寸差异可能会导致装配困难、运动不灵活或功能失效。
因此,正确理解和应用公差对于机械设计和制造至关重要。
三、配合的类型配合是指两个或多个零件之间的相互关系。
根据零件之间的相对位置和运动方式,配合可以分为多种类型。
常见的配合类型包括间隙配合、过盈配合和过渡配合。
1. 间隙配合:间隙配合是指两个配合零件之间有一定的间隙。
这种配合适用于需要相对运动的零件,如滑动轴承和齿轮。
间隙配合可以确保零件在运动过程中有足够的润滑和自由度。
2. 过盈配合:过盈配合是指两个配合零件之间的尺寸差异,使得一个零件可以紧固在另一个零件上。
这种配合适用于需要固定和定位的零件,如轴和轴承。
过盈配合可以提供更高的精度和稳定性。
3. 过渡配合:过渡配合是指两个配合零件之间的尺寸差异介于间隙配合和过盈配合之间。
这种配合适用于需要一定程度的相对运动和固定的零件,如螺纹连接。
过渡配合可以平衡零件之间的运动和固定需求。
四、公差与配合的标准为了确保零件的互换性和功能性,国际上制定了一系列公差与配合的标准。
这些标准规定了不同类型的配合和相应的公差要求。
常见的公差与配合标准包括ISO、DIN、ANSI等。
这些标准提供了详细的公差等级和配合表格,以便设计者和制造者选择合适的公差和配合。
五、公差与配合的应用1. 确定零件的功能和相对位置:首先,需要明确零件的功能和相对位置,以确定合适的配合类型。
公差与配合基础知识一.尺寸偏差和公差的术语及定义1.尺寸:用特定单位表示的数值.2.基本尺寸:孔D、轴d.如Ф20±0.05中20为基本尺寸.3.实际尺寸;实际测量所得的尺寸4.极限尺寸;指允许尺寸变化的两个界限值.其中:较大的一个称为最大极限尺寸较小的一个称为最小极限尺寸5.尺寸偏差尺寸偏差=某一尺寸-基本尺寸偏差包括:实际偏差=实际尺寸-基本尺寸上偏差=最大极限尺寸—基本尺寸ES(孔)、es(轴)下偏差= 最小极限尺寸—基本尺寸EI(孔)、ei(轴)6.零线零线是在公差带图中,确定偏差的一条基准直线,也叫零偏差线二、有关配合的术语及定义1.配合——公差带之间的关系(基本尺寸相同)孔——轴 { 其差值为正是 X ;其差值为负是 Y}2.间隙配合——具有间隙(含 Xmin =0 )的配合。
孔在轴的公差带之上。
最大间隙 Xmax =Dmax -dmin =ES-ei最小间隙 Xmin =Dmax -dmax =EI-es平均间隙 Xp=1/2(Xmax +Xmin )3.过盈配合——具有过盈(含 Ymin =0 )的配合。
孔在轴的公差带之下。
最小过盈 Ymin =Dmax -dmin =ES-ei最大过盈 Ymax =Dmin -dmax =EI-es平均过盈 Yp=1/2(Ymin +Ymax )4.过渡配合——可能具有 X 或 Y 的配合。
此时孔轴公差带相互交叠。
公式用以上 X , Y5.配合公差——允许 X 或 Y 的变动量。
间隙配合:Tf= ∣Xmax -X min ∣过盈配合:Tf= ∣Ymin -Ymax ∣过渡配合:Tf= ∣Xmax -Ymax ∣结论:配合精度与零件的加工精度有关,若要配合精度高,则应降低零件的公差,即提高工件本身的加工精度。
反之亦然。
三.基准制 ------ 公差与配合标准对孔与轴公差带之间的相互位置关系,规定了两种基准制:基孔制和基轴制基孔制 -------- 基孔制中的孔称为基准孔,用 H 表示,基准孔以下偏差为基本偏差,且数值为零。
公差基础必学知识点
1. 公差的定义:公差是在设计、制造和测量过程中,用来控制零件尺
寸和形状的一种方法。
公差是指允许的最大尺寸和最小尺寸之间的差值。
2. 公差的表示方法:公差一般由两个数字表示,分别表示最大尺寸和
最小尺寸的差值。
例如,一个尺寸为10mm的零件,公差为±0.05mm,
则表示允许的尺寸范围为10.05mm和9.95mm。
3. 公差的分类:根据公差的功能和使用范围,公差可以分为尺寸公差
和形位公差两种。
4. 尺寸公差:尺寸公差是用来控制零件尺寸的精度的公差。
尺寸公差
包括基本尺寸、上偏差和下偏差三个部分。
5. 形位公差:形位公差是用来控制零件形状和位置的公差。
形位公差
包括直线度、圆度、平面度、垂直度、同轴度等。
6. 公差的协调原则:为了保证零件的互换性和装配性,公差的设计和
控制需要遵循一定的协调原则。
常见的协调原则包括最大材料条件、
最小材料条件和无条件协调等。
7. 公差的设计方法:公差的设计需要结合零件的功能和装配要求,考
虑材料、加工工艺和测量方法等因素。
常见的公差设计方法包括逐步
退化法、综合参数法和统计法等。
8. 公差的测量方法:为了保证公差的控制和检验,需要使用相应的测
量方法。
常见的公差测量方法包括游标卡尺、千分尺、三坐标测量仪、
测量投影仪等。
以上是公差基础的一些必学知识点,了解这些知识有助于理解和应用公差在设计和制造过程中的重要性。