公差基础知识教材
- 格式:ppt
- 大小:3.89 MB
- 文档页数:169
第四章误差与公差4.1极限与配合【章节名称】极限与配合【教学目标与要求】一、知识目标1.了解极限与配合的含义。
2.熟悉公称尺寸、实际尺寸、极限尺寸、上下极限偏差、实际偏差、公差、标准公差、基本偏差、配合精度和配合等概念的含义。
二、能力目标会读懂零件图样中上下极限偏差、配合精度与配合种类。
三、素质目标1.了解零件加工中合格产品的尺寸范围要求。
2.了解零件互换性与标准化的重要性。
四、教学要求1.了解极限与配合的概念;2.能读懂零件图样中极限与配合标注的含义。
【教学重点】读懂零件图样中极限与配合的标注。
【难点分析】概念名词多,与生产实际联系多。
讲课时要由浅入深、联系生活生产实际。
【教学方法】讲课时注意联系学生所能接触到的实际。
【教学资源】机械基础在线开放课程.“中国职教MOOC”频道,高等教育出版社。
【教学安排】6学时(270分钟)【教学方法】:讲授与互动交叉进行、讲授中穿插练习与设问。
【教学过程】一、导入新课某个生活用品坏了,可以到商店买个同型号的换上。
而新零件必需具备互换性才能正常使用。
这就要求零件的生产必需达到标准化的技术要求,才能有互换性。
它必需满足零件的极限与配合的技术要求,这是本节课所讲的内容。
二、新课教学(一)互换性与标准化1.完全互换与不完全互换完全互换指新零件在装配或更换时不需要挑选或修配就能使用。
不完全互换指新零件在装配或更换时需要作微小的挑选或修配才能使用。
互换性是大规模生产的前提,是提高经济效益基础。
2.标准化标准化是实现互换性生产的前提,是对生产实施标准化鉴督、管理,和惯彻技术标准的过程。
标准分国家标准(代号GB)-最低标准,行业标准和企业标准-最高标准。
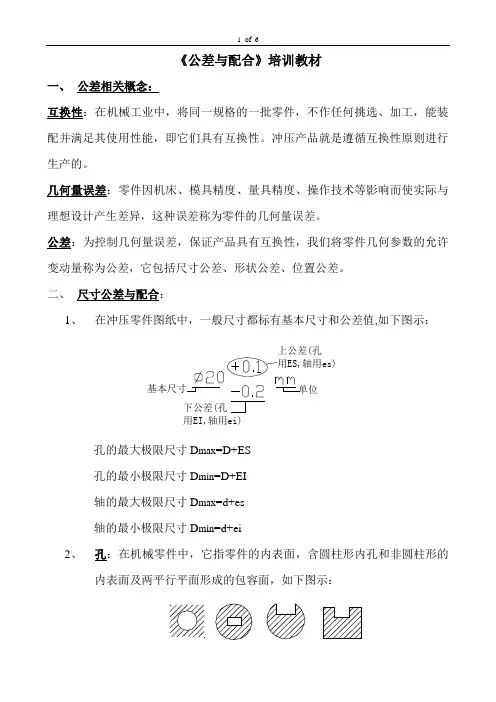
(二)尺寸精度1.孔和轴孔圆柱形内表面。
轴圆柱形外表面。
2.尺寸公称尺寸设计尺寸。
实际尺寸实际测量获得的尺寸。
极限尺寸加工中允许的两个极限尺寸。
3.偏差、公差和公差带(1)偏差分上、下极限偏差和实际偏差上极限偏差上极限尺寸减去公称尺寸所得的代数差。
《公差与配合》培训教材
一、公差相关概念:
互换性:在机械工业中,将同一规格的一批零件,不作任何挑选、加工,能装
含义说明:在平行于正投影面的任一截面上,实际轮廓线必须位于包络一系列直径为公差值0.02,且圆心在理想轮廓线上的圆的两包络线之间.
6、面轮廓度公差:限制实际曲面对理想曲面变动量的一项指标.(举例略)
四、位置公差:(8个项目)
基准
基准
含义说明:圆心点必须位于直径为公差值0.1的圆内,且ø0.1的圆心位于相对基准A&B所确定的点的理想位置上.
5、同轴度公差:举例如下图示:
基准平面。

--公差与配合根底知识一.尺寸偏差和公差的术语及定义1.尺寸:用特定单位表示的数值.Ф20±0.05中20为根本尺寸.3.实际尺寸;实际测量所得的尺寸4.极限尺寸;指允许尺寸变化的两个界限值.其中:较大的一个称为最大极限尺寸较小的一个称为最小极限尺寸尺寸偏差=某一尺寸-根本尺寸偏差包括:实际偏差=实际尺寸-根本尺寸上偏差=最大极限尺寸—根本尺寸ES〔孔〕、es〔轴〕下偏差= 最小极限尺寸—根本尺寸EI〔孔〕、ei〔轴〕零线是在公差带图中,确定偏差的一条基准直线,也叫零偏差线二、有关配合的术语及定义1.配合——公差带之间的关系〔根本尺寸相同〕孔——轴 { 其差值为正是 X ;其差值为负是 Y}2.间隙配合——具有间隙〔含 Xmin =0 〕的配合。
孔在轴的公差带之上。
最大间隙 Xmax =Dmax -dmin =ES-ei最小间隙 Xmin =Dmax -dmax =EI-es平均间隙 Xp=1/2〔Xmax +Xmin 〕3.过盈配合——具有过盈〔含 Ymin =0 〕的配合。
孔在轴的公差带之下。
最小过盈 Ymin =Dmax -dmin =ES-ei最大过盈 Ymax =Dmin -dmax =EI-es平均过盈 Yp=1/2〔Ymin +Ymax 〕4.过渡配合——可能具有 X 或 Y 的配合。
此时孔轴公差带相互交叠。
公式用以上 X , Y5.配合公差——允许 X 或 Y 的变动量。
间隙配合:Tf= ∣Xmax -Xmin ∣过盈配合:Tf= ∣Ymin -Ymax ∣过渡配合:Tf= ∣Xmax -Ymax ∣结论:配合精度与零件的加工精度有关,假设要配合精度高,那么应降低零件的公差,即提高工件本身的加工精度。
反之亦然。
三.基准制 ------ 公差与配合标准对孔与轴公差带之间的相互位置关系,规定了两种基准制:基孔制和基轴制基孔制 -------- 基孔制中的孔称为基准孔,用 H 表示,基准孔以下偏差为根本偏差,且数值为零。
公差与配合基础知识一.尺寸偏差和公差的术语及定义1.尺寸:用特定单位表示的数值.2.基本尺寸:孔D、轴d.如Ф20±0.05中20为基本尺寸.3.实际尺寸;实际测量所得的尺寸4.极限尺寸;指允许尺寸变化的两个界限值.其中:较大的一个称为最大极限尺寸较小的一个称为最小极限尺寸5.尺寸偏差尺寸偏差=某一尺寸-基本尺寸偏差包括:实际偏差=实际尺寸-基本尺寸上偏差=最大极限尺寸—基本尺寸ES(孔)、es(轴)下偏差= 最小极限尺寸—基本尺寸EI(孔)、ei(轴)6.零线零线是在公差带图中,确定偏差的一条基准直线,也叫零偏差线二、有关配合的术语及定义1.配合——公差带之间的关系(基本尺寸相同)孔——轴 { 其差值为正是 X ;其差值为负是 Y}2.间隙配合——具有间隙(含 Xmin =0 )的配合。
孔在轴的公差带之上。
最大间隙 Xmax =Dmax -dmin =ES-ei最小间隙 Xmin =Dmax -dmax =EI-es平均间隙 Xp=1/2(Xmax +Xmin )3.过盈配合——具有过盈(含 Ymin =0 )的配合。
孔在轴的公差带之下。
最小过盈 Ymin =Dmax -dmin =ES-ei最大过盈 Ymax =Dmin -dmax =EI-es平均过盈 Yp=1/2(Ymin +Ymax )4.过渡配合——可能具有 X 或 Y 的配合。
此时孔轴公差带相互交叠。
公式用以上 X , Y5.配合公差——允许 X 或 Y 的变动量。
间隙配合:Tf= ∣Xmax -X min ∣过盈配合:Tf= ∣Ymin -Ymax ∣过渡配合:Tf= ∣Xmax -Ymax ∣结论:配合精度与零件的加工精度有关,若要配合精度高,则应降低零件的公差,即提高工件本身的加工精度。
反之亦然。
三.基准制 ------ 公差与配合标准对孔与轴公差带之间的相互位置关系,规定了两种基准制:基孔制和基轴制基孔制 -------- 基孔制中的孔称为基准孔,用 H 表示,基准孔以下偏差为基本偏差,且数值为零。