机械制图培训 公差概念及尺寸公差基本知识
- 格式:ppt
- 大小:1.15 MB
- 文档页数:65
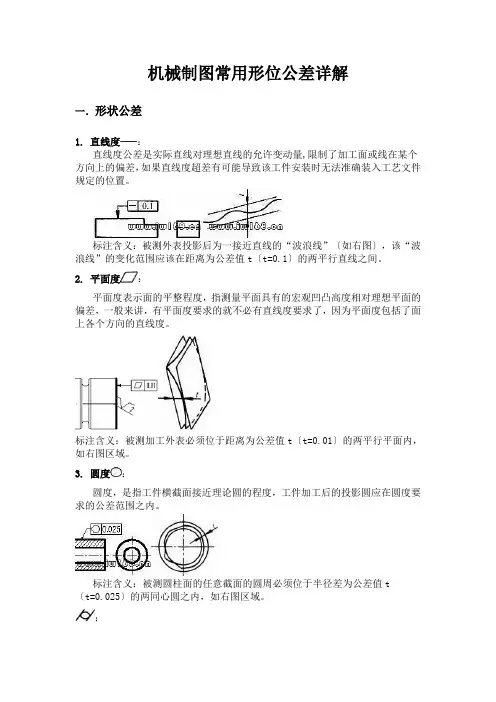
机械制图常用形位公差详解一.形状公差1. 直线度:直线度公差是实际直线对理想直线的允许变动量,限制了加工面或线在某个方向上的偏差,如果直线度超差有可能导致该工件安装时无法准确装入工艺文件规定的位置。
标注含义:被测外表投影后为一接近直线的“波浪线”〔如右图〕,该“波浪线”的变化范围应该在距离为公差值t〔t=0.1〕的两平行直线之间。
2. 平面度:平面度表示面的平整程度,指测量平面具有的宏观凹凸高度相对理想平面的偏差,一般来讲,有平面度要求的就不必有直线度要求了,因为平面度包括了面上各个方向的直线度。
标注含义:被测加工外表必须位于距离为公差值t〔t=0.01〕的两平行平面内,如右图区域。
3. 圆度:圆度,是指工件横截面接近理论圆的程度,工件加工后的投影圆应在圆度要求的公差范围之内。
标注含义:被测圆柱面的任意截面的圆周必须位于半径差为公差值t〔t=0.025〕的两同心圆之内,如右图区域。
:圆柱度,指工件圆柱外表所有垂直截面中最大尺寸与最小尺寸之差,限制了被测圆柱面的形状误差,是圆柱的实际形状相对理想形状的最大允许变动量。
标注含义:被测圆柱面必须位于半径差为公差值t〔t=0.1〕的两同轴圆柱面之间,如右图。
圆柱度和圆度的区别:圆柱度是相对于整个圆柱面而言的,圆度是相对于圆柱面截面的单个圆而言的,圆柱度包括圆度,控制好了圆柱度也就能保证圆度,但反过来不行。
圆柱度和圆度的作用:柴油机的结构中有多处规定了圆柱度和圆度,如发动机的活塞环,控制好活塞环的圆度可保证其密封性,而活塞的圆柱度则对于其在缸套中上下运动的顺畅性至关重要。
二.位置公差平行度,指两平面或者两直线平行的程度,即其中一平面〔边〕相对于另一平面〔边〕平行的误差最大允许值。
标注释义:被测轴线必须位于距离为公差值t〔t=0.1〕,且在给定方向上平行于基准轴线的两平行平面之间。
注:2.垂直度垂直度:用于评价直线之间、平面之间或平面与直线之间的垂直状态,公差带为垂直于基准线〔面〕的两个平行平面之间的区域,两个平行平面间的距离为t〔t=0.06〕,被测线〔面〕必须位于这两个平面之间。

尺寸公差知识点总结为了确保制造的零件能够在装配过程中相互配合,满足设计要求,工程师和制造商通常会在零件的图纸上标注尺寸公差。
尺寸公差是指在规定的尺寸范围内允许的变化范围,它包括两个部分:基本尺寸和公差。
基本尺寸是零件上的理论尺寸,而公差则是允许的尺寸变化范围。
尺寸公差的使用可以有效地控制零件的尺寸,确保零件能够在装配过程中相互配合,并且满足设计要求。
本文将就尺寸公差的定义、分类、标注、计算和应用等方面进行详细的介绍。
一、尺寸公差的定义尺寸公差是指在规定的尺寸范围内允许的变化范围,它包括两个部分:基本尺寸和公差。
基本尺寸是零件上的理论尺寸,通常由一条粗实线表示。
公差则是允许的尺寸变化范围,它由上偏差和下偏差两部分组成,通常用字母T表示。
上偏差表示零件允许的最大尺寸,下偏差表示零件允许的最小尺寸。
例如,一个孔的基本尺寸为25mm,公差为±0.1mm,则上偏差为25.1mm,下偏差为24.9mm。
公差可以通过最大材料条件、无限制公差等方式来表示。
尺寸公差的使用可以有效地控制零件的尺寸,确保零件能够在装配过程中相互配合,并且满足设计要求。
它对于确保零件的质量、提高产品的互换性、降低生产成本等方面都具有重要的作用。
二、尺寸公差的分类根据尺寸公差的特点和作用,可以将其分为等差公差、不等差公差和无公差。
1、等差公差等差公差是指在规定的尺寸范围内,零件上的各个尺寸公差都是相等的。
这种公差适用于要求较为简单的零件,使得制造过程更加简便。
2、不等差公差不等差公差是指在规定的尺寸范围内,零件上的各个尺寸公差是不相等的。
这种公差适用于对零件要求较高的情况,可以更好地控制零件的尺寸,并且确保零件能够在装配过程中相互配合。
3、无公差无公差是指制造图样上没有公差的标注,即零件的加工尺寸与图样上的基本尺寸要完全相等。
这种情况在要求较为简单的零件上较为常见。
三、尺寸公差的标注方式在图纸上标注尺寸公差是非常重要的,可以通过以下几种方式来进行标注:1、直线公差标注直线公差标注是最简单直观的一种标注方式,通常采用线段和箭头来表示公差的范围。
一、关于尺寸(1)功能尺寸系指对于机件的工作性能、装配精度及互换性起重要作用的尺寸。
功能尺寸对于零件的装配位置或配合关系有决定性的作用,因而常具有较高的精度。
这些尺寸是尺寸链中重要的一环,常为了满足设计要求而直接注出。
例如,有装配要求的配合尺寸,有连接关系的定位尺寸、中心距等。
(2)非功能尺寸系指不影响机件的装配关系和配合性能的一般结构尺寸。
这些尺寸一般精度都不高。
例如,无装配关系的外形轮廓尺寸、不重要的工艺结构(如倒角、倒圆、退刀槽、凹槽、凸台、沉孔)的尺寸等。
(3)公称尺寸是某一要素或零件尺寸的名义值。
例如,平垫圈的公称尺寸是与之相配的螺栓的公称直径,而实际上该垫圈的孔径要大于这个公称尺寸。
(4)基本尺寸是设计时给定的、用以确定结构大小或位置的尺寸。
基本尺寸又是确定尺寸公差的基数,它与公称尺寸的性质是不同的。
(5)参考尺寸是指在图样中不起指导生产和检验作用的尺寸。
它仅仅是为了便于看图方便而给出的参考性尺寸。
参考尺寸只有基本尺寸而不带公差,为了区别于其他未注公差的尺寸,标注时应加圆括号表示。
(6)重复尺寸是指某一要素的同一尺寸在图样中重复注出,或对机件的结构尺寸注成封闭的尺寸链,因其中一环由图样中的其他尺寸和存在的几何关系可以推算出来,此时又不加圆括号者,这都称为重复尺寸。
机件每一要素的尺寸一般都只能标注一次,不应重复出现,以避免尺寸之间产生不一致或相互矛盾的错误。
二、正确地选择尺寸基准要合理标注尺寸,必须恰当地选择尺寸基准,即尺寸基准的选择应符合零件的设计要求并便于加工和测量。
零件的底面、端面、对称面、主要的轴线、中心线等都可作为基准。
图7-7 轴承座的尺寸基准1.设计基准和工艺基准根据机器的结构和设计要求,用以确定零件在机器中位置的一些面、线、点,称为设计基准。
根据零件加工制造、测量和检验等工艺要求所选定的一些面、线、点,称为工艺基准。
图7-7所示为轴承座。
轴承孔的高度是影响轴承座工作性能的功能尺寸,图中尺寸40±0.02以底面为基准,以保证轴承孔到底面的高度。
一、公差与配合的概念(一)零件的互换性在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加 工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要 求,零件间的这种性质称为互换性。
零件具有互换性,可给机器装配、修理带来 方便,也为机器的现代化大生产提供了可性。
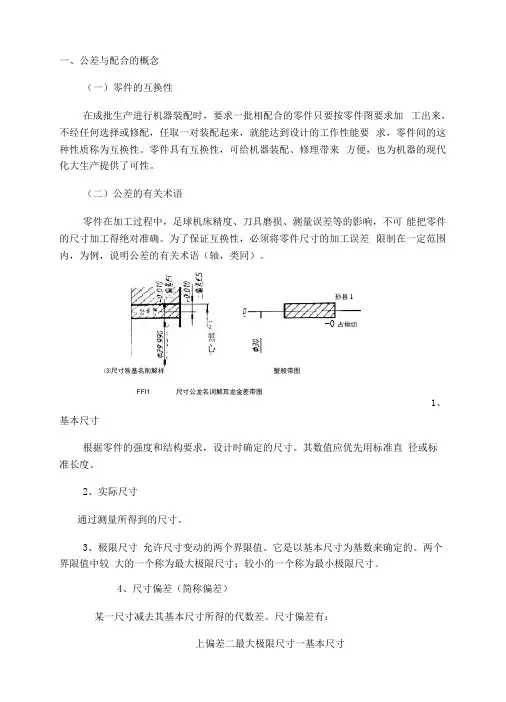
(二)公差的有关术语零件在加工过程中,足球机床精度、刀具磨损、测量误差等的影响,不可 能把零件的尺寸加工得绝对准确。
为了保证互换性,必须将零件尺寸的加工误差 限制在一定范围内,为例,说明公差的有关术语(轴,类同)。
⑶尺寸咎基名削解祥蟹般带图FFI1 尺寸公龙名词解耳龙金差带图 1、基本尺寸根据零件的强度和结构要求,设计时确定的尺寸。
其数值应优先用标准直 径或标准长度。
2、实际尺寸通过测量所得到的尺寸。
3、极限尺寸 允许尺寸变动的两个界限值。
它是以基本尺寸为基数来确定的。
两个界限值中较 大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。
4、尺寸偏差(简称偏差)某一尺寸减去其基本尺寸所得的代数差。
尺寸偏差有:上偏差二最大极限尺寸一基本尺寸l.ry.黑心-孙县1-0占拗切下偏差二最小极限尺寸一基本尺寸上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。
国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei.5、尺寸公差(简称公差)允许尺寸的变动量。
尺寸公差二最大极限尺寸一最小极限尺寸二上偏差一下偏差因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。
如图la所示的孔径:基本尺寸= 030最大极限尺寸=030.010最小极限尺寸二029.990上偏差ES二最大极限尺寸一基本尺寸=30.010-30=+0。
010下偏差EI二最小极限尺寸一基本尺寸=29.990-30=-0.010公差二最大极限尺寸一最小极限尺寸欢迎下载%夕献 P 1 . 一——--蔡麴尹虹。
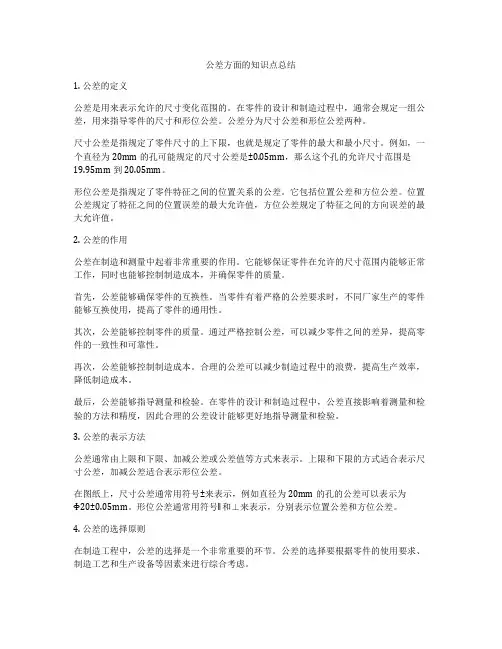
公差方面的知识点总结1. 公差的定义公差是用来表示允许的尺寸变化范围的。
在零件的设计和制造过程中,通常会规定一组公差,用来指导零件的尺寸和形位公差。
公差分为尺寸公差和形位公差两种。
尺寸公差是指规定了零件尺寸的上下限,也就是规定了零件的最大和最小尺寸。
例如,一个直径为20mm的孔可能规定的尺寸公差是±0.05mm,那么这个孔的允许尺寸范围是19.95mm到20.05mm。
形位公差是指规定了零件特征之间的位置关系的公差。
它包括位置公差和方位公差。
位置公差规定了特征之间的位置误差的最大允许值,方位公差规定了特征之间的方向误差的最大允许值。
2. 公差的作用公差在制造和测量中起着非常重要的作用。
它能够保证零件在允许的尺寸范围内能够正常工作,同时也能够控制制造成本,并确保零件的质量。
首先,公差能够确保零件的互换性。
当零件有着严格的公差要求时,不同厂家生产的零件能够互换使用,提高了零件的通用性。
其次,公差能够控制零件的质量。
通过严格控制公差,可以减少零件之间的差异,提高零件的一致性和可靠性。
再次,公差能够控制制造成本。
合理的公差可以减少制造过程中的浪费,提高生产效率,降低制造成本。
最后,公差能够指导测量和检验。
在零件的设计和制造过程中,公差直接影响着测量和检验的方法和精度,因此合理的公差设计能够更好地指导测量和检验。
3. 公差的表示方法公差通常由上限和下限、加减公差或公差值等方式来表示。
上限和下限的方式适合表示尺寸公差,加减公差适合表示形位公差。
在图纸上,尺寸公差通常用符号±来表示,例如直径为20mm的孔的公差可以表示为Φ20±0.05mm。
形位公差通常用符号∥和⊥来表示,分别表示位置公差和方位公差。
4. 公差的选择原则在制造工程中,公差的选择是一个非常重要的环节。
公差的选择要根据零件的使用要求、制造工艺和生产设备等因素来进行综合考虑。
首先,公差的选择要根据零件的使用要求。
不同的零件对公差的要求是不同的,有的零件对尺寸精度要求高,有的零件对形位精度要求高,因此在设计公差时要根据零件的使用要求来进行选择。
机械工程中的尺寸与公差规范要求在机械工程中,尺寸与公差规范是十分重要的要求。
尺寸与公差的规范化可以有效地保证产品的质量,提高生产效率,降低生产成本。
本文将讨论机械工程中尺寸与公差规范的要求,包括定义、分类、标记及常见的规范标准等。
一、尺寸与公差的定义与分类在机械工程中,尺寸是指零件或工件外形、结构或性能的物理特征的表示,通常以长度、直径、宽度等单位来表示。
公差则是指允许的尺寸偏差范围,用来界定零件的合理接合、运动和互换。
尺寸与公差可以根据精度等级和作用方式进行分类。
按照精度等级,可以分为一般精度尺寸与公差,中等精度尺寸与公差以及高精度尺寸与公差。
按照作用方式,可以分为配合尺寸与公差、运动副尺寸与公差以及位置尺寸与公差。
二、尺寸与公差的标记为了便于工程师、技术员以及工人识别尺寸与公差要求,一般需要在零件图纸上进行标记。
常用的尺寸与公差标记方法有以下几种:1. 尺寸链尺寸链是将相关的尺寸用箭头连接起来形成一个链状图形,通过链条上的箭头指示具体的尺寸数值。
这种标记方法可以清晰地展示尺寸之间的关系,便于理解和识别。
2. 基准尺寸与偏差基准尺寸是指被视为标准的尺寸,其他尺寸需要相对于基准尺寸进行表示。
通过在基准尺寸上加减偏差值,可以得到允许的尺寸范围。
3. 公差带公差带是在零件图纸上用虚线或实线表示的一个区域,其上下边界分别代表允许的最大和最小尺寸。
该标记方法可以直观地表示尺寸偏差范围。
三、常见的规范标准为了保证机械工程中的尺寸与公差规范可以被广泛应用和理解,一些国际和行业标准被制定和采用。
以下是一些常见的规范标准:1. ISO 286ISO 286是国际标准化组织(ISO)制定的关于配合和尺寸的规范。
该标准定义了一系列配合系统和公差等级,为工程师提供了一种统一的尺寸与公差设计方法。
2. ANSI/ASME Y14.5ANSI/ASME Y14.5是美国国家标准化学会(ANSI)和美国机械工程师学会(ASME)联合制定的关于尺寸与公差标准的规范。
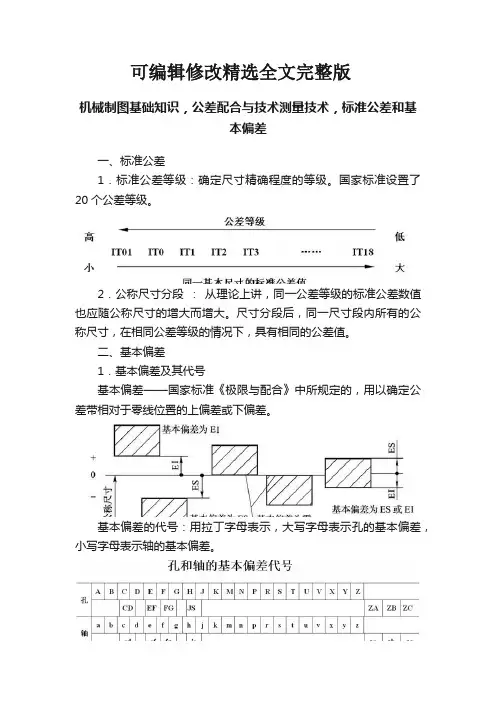
可编辑修改精选全文完整版机械制图基础知识,公差配合与技术测量技术,标准公差和基本偏差一、标准公差1.标准公差等级:确定尺寸精确程度的等级。
国家标准设置了20个公差等级。
2.公称尺寸分段:从理论上讲,同一公差等级的标准公差数值也应随公称尺寸的增大而增大。
尺寸分段后,同一尺寸段内所有的公称尺寸,在相同公差等级的情况下,具有相同的公差值。
二、基本偏差1.基本偏差及其代号基本偏差——国家标准《极限与配合》中所规定的,用以确定公差带相对于零线位置的上偏差或下偏差。
基本偏差的代号:用拉丁字母表示,大写字母表示孔的基本偏差,小写字母表示轴的基本偏差。
2.基本偏差系列图及其特征(1)孔和轴同字母的基本偏差相对零线基本呈对称分布。
(2)在基本偏差数值表中将js划归为上偏差,将JS划归为下偏差。
(3)代号k、K和N随公差等级的不同而基本偏差数值有两种不同的情况(K、k可为正值或零值,N可为负值或零值),而代号M的基本偏差数值随公差等级不同则有三种不同的情况(正值、负值或零值)。
(4)代号j、J及P~ZC的基本偏差数值与公差等级有关。
三、公差带1.公差带代号孔、轴公差带代号由基本偏差代号与公差等级数字组成。
例如:孔公差带代号 H9、D9、B11、S7、T7轴公差带代号 h6、d8、k6、s6、u62.图样上标注尺寸公差的方法公称尺寸与公差带代号表示公称尺寸与极限偏差表示公称尺寸与公差带代号、极限偏差共同表示ф 40G7只标注公差带代号的方法(适用于大批量的生产要求)只标注上、下极限偏差数值的方法(适用于单件或小批量的生产要求)公差带代号与极限偏差值共同标注的方法(适用于批量不定的生产要求)3.公差带系列四、孔、轴极限偏差数值的确定1.基本偏差的数值(1)基本偏差代号有大、小写之分,大写的查孔的基本偏差数值表,小写的查轴的基本偏差数值表。
(2)查公称尺寸时,对于处于公称尺寸段界限位置上的公称尺寸该属于哪个尺寸段,不要弄错。
一、公差与配合的概念(一)零件的互换性在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要求,零件间的这种性质称为互换性。
零件具有互换性,可给机器装配、修理带来方便,也为机器的现代化大生产提供了可性。
(二)公差的有关术语零件在加工过程中,足球机床精度、刀具磨损、测量误差等的影响,不可能把零件的尺寸加工得绝对准确。
为了保证互换性,必须将零件尺寸的加工误差限制在一定范围内,为例,说明公差的有关术语(轴,类同)。
1、基本尺寸根据零件的强度和结构要求,设计时确定的尺寸。
其数值应优先用标准直径或标准长度。
2、实际尺寸通过测量所得到的尺寸。
3、极限尺寸允许尺寸变动的两个界限值。
它是以基本尺寸为基数来确定的。
两个界限值中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。
4、尺寸偏差(简称偏差)某一尺寸减去其基本尺寸所得的代数差。
尺寸偏差有:上偏差=最大极限尺寸—基本尺寸下偏差=最小极限尺寸—基本尺寸上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。
国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei.5、尺寸公差(简称公差)允许尺寸的变动量。
尺寸公差=最大极限尺寸—最小极限尺寸=上偏差—下偏差因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。
如图1a所示的孔径:基本尺寸=Ø30最大极限尺寸=Ø30.010最小极限尺寸= Ø29.990上偏差ES=最大极限尺寸—基本尺寸=30.010-30=+0。
010下偏差EI=最小极限尺寸—基本尺寸=29.990-30=-0.010公差=最大极限尺寸—最小极限尺寸=3。
010-29.990=0.020=E S-EI=+0.010-(-0.010)=0。
020如果实际尺寸在Ø30.010与Ø29.990这间,即为合格。
机械制图的公差与配合及其标注方法一、公差与配合的概念(一)零件的互换性在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要求,零件间的这种性质称为互换性。
零件具有互换性,可给机器装配、修理带来方便,也为机器的现代化大生产提供了可性。
(二)公差的有关术语零件在加工过程中,足球机床精度、刀具磨损、测量误差等的影响,不可能把零件的尺寸加工得绝对准确。
为了保证互换性,必须将零件尺寸的加工误差限制在一定范围内,为例,说明公差的有关术语(轴,类同)。
1、基本尺寸根据零件的强度和结构要求,设计时确定的尺寸。
其数值应优先用标准直径或标准长度。
2、实际尺寸通过测量所得到的尺寸。
3、极限尺寸允许尺寸变动的两个界限值。
它是以基本尺寸为基数来确定的。
两个界限值中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。
4、尺寸偏差(简称偏差)某一尺寸减去其基本尺寸所得的代数差。
尺寸偏差有:上偏差=最大极限尺寸—基本尺寸下偏差=最小极限尺寸—基本尺寸上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。
国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei.5、尺寸公差(简称公差)允许尺寸的变动量。
尺寸公差=最大极限尺寸—最小极限尺寸=上偏差—下偏差因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。
如图1a所示的孔径:基本尺寸=?30最大极限尺寸=?30.010最小极限尺寸= ?29.990上偏差ES=最大极限尺寸—基本尺寸=30.010-30=+0。
010下偏差EI=最小极限尺寸—基本尺寸=29.990-30=-0.010公差=最大极限尺寸—最小极限尺寸=3。
010-29.990=0.020=ES-EI=+0.010-(-0.010)=0.020如果实际尺寸在?30.010与?29.990这间,即为合格。