手压阀的建模与装配
- 格式:docx
- 大小:15.52 KB
- 文档页数:2
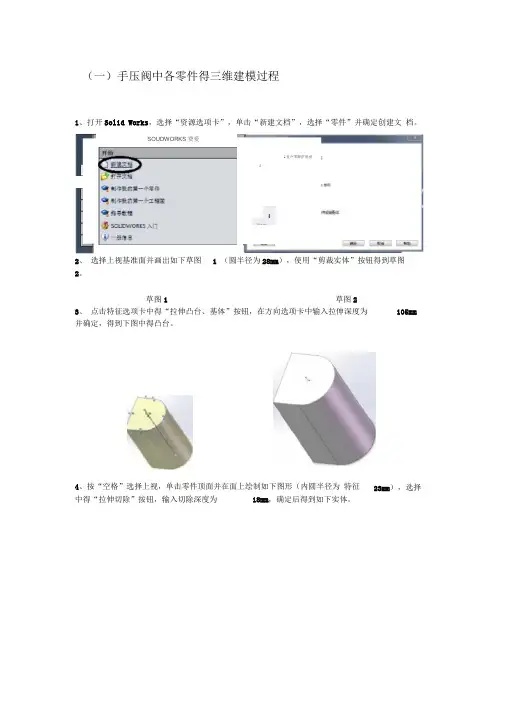
(一)手压阀中各零件得三维建模过程1、打开Solid Works,选择“资源选项卡”,单击“新建文档”,选择“零件”并确定创建文档。
2、选择上视基准面并画出如下草图 1 (圆半径为28mm),使用“剪裁实体”按钮得到草图2。
草图1 草图23、点击特征选项卡中得“拉伸凸台、基体”按钮,在方向选项卡中输入拉伸深度为105mm 并确定,得到下图中得凸台。
4、按“空格”选择上视,单击零件顶面并在面上绘制如下图形(内圆半径为特征中得“拉伸切除”按钮,输入切除深度为18mm,确定后得到如下实体。
23mm),选择SOUDWORKS 费爱I L宜卢零鉀茁用亟2 TWB5.右键点击“右视基准面”,选择“草图绘制”并在右视基准面中画一个圆心距底面35mm,半径为15mm得圆,再单击“拉伸凸台”按钮,设置拉伸长度为58mm,得到下图实体6、再次右键“右视基准面”,选择草图绘制并绘制如下草图,单击“拉伸凸台”按钮,选择“反向”,拉伸长度为60mm,确定后生成下例实体。
7、右键“前视基准面”,选择草图绘制并绘制如下草图。
单击退出草图,选择特征选项卡中得“筋”特征,单击草图,设置宽度为6mm,确定后生成如下实体。
&调整视图至左视,单击主柱体得左平面并右键选择“草图绘制”,绘制如下草图。
再单击“拉伸凸台”按钮,设置长度为24mm,确定后得到如下实体。
9、选择正视,单击长方体得面后画如下草图(圆r=12mm),并用拉伸凸台拉伸6mm成实10、单击特征选项卡中得“镜像”按钮,镜像面选择前视基准面,镜像特征选择步骤&9中拉伸生成得两个实体,点击确定后生成如下实体。
11、下面开始对阀体内部开始建模。
右键“前视基准面”并选择“剖面视图”,得到阀体剖面,右键选择前视基准面进入草图绘制,并画如下草图。
单击特征选项卡中得“旋转切除”13、右键选择前视基准面并绘制如下草图。
单击“拉伸切除” ,在终止条件下拉菜单中选择"两侧对称”,深度为50mm ,确定后得到如下实体。
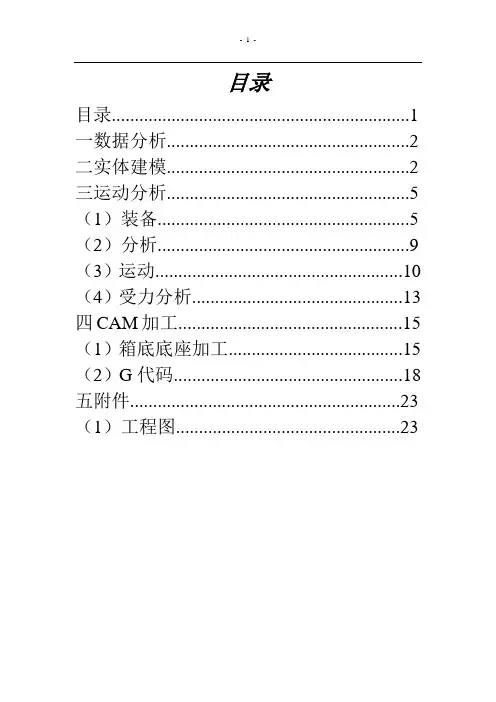
目录目录 (1)一数据分析 (2)二实体建模 (2)三运动分析 (5)(1)装备 (5)(2)分析 (9)(3)运动 (10)(4)受力分析 (13)四CAM加工 (15)(1)箱底底座加工 (15)(2)G代码 (18)五附件 (23)(1)工程图 (23)手压阀说明书一、数据分析1、图纸介绍:根据手压阀的轴侧图和零件图在A3纸上按1:1绘制装备图。
2、参数选择:开口销GB\T91-2000 4x18 公称直径d=4mm 长度l=50mm 材料Q235 不经表面处理螺纹:螺套M24 螺距p=2mm 中径D1=22.701mm 小径D2=21.835mm; 阀体M36螺距p=2mm中径D1=34.701mm 小径D2=33.835mm其他参数,详情见附件。
二、实体建模1球头:主要采用旋转等指令2垫片主要采用旋转等指令3螺套主要采用拉伸旋转等指令4销钉主要采用拉伸钻孔等指令5、箱座主要采用拉伸、旋转、伸出项(切口)等指令6、箱体主要采用拉伸、旋转、钻孔等指令7手柄主要采用拉伸旋转等指令三、机构运动分析1装备一、箱体装备:采用缺省约束二、手柄装备:采用销钉约束三、阀杆装备:采用圆柱和添加集轴承链接四、螺套装备:采用销钉连接五、销钉装备:采用缺省装备六、胶垫装备:采用缺省装备七、箱座装备:采用销钉和平面装备八、球头装备:采用缺省装备2分析一、伺服电动机二、弹簧系统三、阻尼3运动手压阀是吸气和排出液体的一种手动阀门。
当手握住手柄向下压紧阀杆时,阀杆压缩弹簧向下移动,入口开通,此时液体排出;当手柄抬起时,弹簧松开,阀杆向上贴紧阀体,液体则不能通过。
4、受力分析四、CAM加工(箱体底座加工)1创建毛坯2加工机床设置3车轮廓(区域车削)4车轮廓(轮廓车削)5车轮廓(车螺纹)6车轮廓(孔加工)7 G代码1>PARTNO / MFG00022>MACHIN/,122>PPRINT / MFG00021 Pro/NC-GPOST Mill UNCX01 6.3.WN00 P-20.0 MACHIN/UNCX01,12 DATE: 12/13/2013 PAGE 1NIIGATA HN50A - FANUC 15MA - B TABLE/ MFG0002 ( MM ) INPUT CLREC N5G2X43Y43Z43B33Q43R43I43J43K43F42D2S4T3M2H22 2 $ / MFG00022 2 N5 G71$2 2 N10 ( / MFG0002)$2>INSERT G0 G17 G99$2 2 N15 G0 G17 G99$2>INSERT G90 G94$2 2 N20 G90 G94$8>UNITS/MM9>TURRET/110>CAMERA/1,0,0,0,0,1,0,0,0,0,1,011>SPINDL/RPM,300,CLW11 11 N25 S300 M03$12>RAPID13>GOTO /34.2,0,4.54624113 13 N30 G0 Z4.546$13 13 N35 X34.2 Y0.$14>FEDRAT/200,MMPM15>GOTO /30,0,4.54624115 15 N40 G1 X30. F200.$16>GOTO /30,0,-3616 16 N45 Z-36.$17>GOTO /32.2,0,-3617 17 N50 X32.2$18>RAPID19>GOTO /32.2,0,4.54624119 19 N55 G0 Z4.546$20>FEDRAT/200,MMPM21>GOTO /28,0,4.54624121 21 N60 G1 X28. F200.$22>GOTO /28,0,-1422 22 N65 Z-14.$24>ARCDAT/28,0,-16,0,1,0,225>GOTO /30,0,-1625 25 N70 X28.126 Z-14.004$25 25 N75 X28.252 Z-14.016$25 25 N80 X28.377 Z-14.036$25 25 N85 X28.501 Z-14.064$25 25 N90 X28.622 Z-14.099$25 25 N95 X28.741 Z-14.142$25 25 N100 X28.857 Z-14.193$25 25 N105 X28.969 Z-14.251$25 25 N110 X29.078 Z-14.315$25 25 N115 X29.182 Z-14.387$25 25 N120 X29.282 Z-14.465$25 25 N125 X29.376 Z-14.549$ 125 25 N130 X29.465 Z-14.639$25 25 N135 X29.548 Z-14.734$25 25 N140 X29.625 Z-14.835$25 25 N145 X29.696 Z-14.94$25 25 N150 X29.759 Z-15.049$25 25 N155 X29.816 Z-15.162$25 25 N160 X29.865 Z-15.278$25 25 N165 X29.907 Z-15.398$25 25 N170 X29.941 Z-15.52$25 25 N175 X29.968 Z-15.643$25 25 N180 X29.987 Z-15.768$25 25 N185 X29.997 Z-15.894$25 25 N190 X30. Z-16.$26>GOTO /32.2,0,-1626 26 N195 X32.2$27>RAPID28>GOTO /32.2,0,4.54624128 28 N200 G0 Z4.546$29>FEDRAT/200,MMPM30>GOTO /26,0,4.54624130 30 N205 G1 X26. F200.$31>GOTO /26,0,-1431 31 N210 Z-14.$32>GOTO /30.2,0,-1432 32 N215 X30.2$33>RAPID34>GOTO /30.2,0,4.54624134 34 N220 G0 Z4.546$35>FEDRAT/200,MMPM36>GOTO /24,0,4.54624136 36 N225 G1 X24. F200.$37>GOTO /24,0,-1437 37 N230 Z-14.$38>GOTO /28.2,0,-1438 38 N235 X28.2$39>RAPID40>GOTO /28.2,0,4.54624140 40 N240 G0 Z4.546$41>FEDRAT/200,MMPM42>GOTO /22,0,4.54624142 42 N245 G1 X22. F200.$43>GOTO /22,0,-1443 43 N250 Z-14.$44>GOTO /26.2,0,-1444 44 N255 X26.2$45>RAPID46>GOTO /26.2,0,4.54624146 46 N260 G0 Z4.546$47>FEDRAT/200,MMPM148>GOTO /20,0,4.54624148 48 N265 G1 X20. F200.$49>GOTO /20,0,-1449 49 N270 Z-14.$50>GOTO /32.2,0,-1450 50 N275 X32.2$53>CAMERA/1,0,0,0,0,1,0,0,0,0,1,054>SPINDL/RPM,500,CLW54 54 N280 S500$55>RAPID56>GOTO /19.5,0,056 56 N285 G0 Z0.$56 56 N290 X19.5$57>FEDRAT/300,MMPM58>GOTO /19.5,0,-14.558 58 N295 G1 Z-14.5 F300.$59>GOTO /28,0,-14.559 59 N300 X28.$61>ARCDAT/28,0,-16,0,1,0,1.562>GOTO /29.5,0,-1662 62 N305 X28.109 Z-14.504$ 62 62 N310 X28.218 Z-14.516$ 62 62 N315 X28.326 Z-14.536$ 62 62 N320 X28.432 Z-14.564$ 62 62 N325 X28.536 Z-14.599$ 62 62 N330 X28.636 Z-14.642$ 62 62 N335 X28.734 Z-14.692$ 62 62 N340 X28.827 Z-14.749$ 62 62 N345 X28.916 Z-14.813$ 62 62 N350 X29.001 Z-14.883$ 62 62 N355 X29.08 Z-14.959$ 62 62 N360 X29.153 Z-15.04$ 62 62 N365 X29.22 Z-15.127$ 62 62 N370 X29.28 Z-15.218$ 62 62 N375 X29.334 Z-15.314$ 62 62 N380 X29.38 Z-15.413$ 62 62 N385 X29.419 Z-15.515$ 62 62 N390 X29.451 Z-15.62$ 62 62 N395 X29.475 Z-15.727$ 62 62 N400 X29.491 Z-15.835$ 62 62 N405 X29.499 Z-15.944$62 62 N410 X29.5 Z-16.$63>GOTO /29.5,0,-3663 63 N415 Z-36.$66>TURRET/267>CAMERA/1,0,0,0,0,1,0,0,0,0,1,068>SPINDL/RPM,100,CLW68 68 N420 S100$69>RAPID170>GOTO /23,0,070 70 N425 G0 Z0.$70 70 N430 X23.$71>FEDRAT/200,MMPM72>OP/THREAD,TURN,FEDTO,.306715,TPI,2,CUTS,3,FINCUT,1,CUTANG,18073>GOTO /18,0,073 73 N435 G1 X18. F200.$74>GOTO /18,0,-12.24714974 74 N440 Z-12.247$75>OP/THREAD,NOMORE76>RAPID77>GOTO /23,0,077 77 N445 G0 Z0.$77 77 N450 X23.$78>SPINDL/OFF81>TURRET/483>CAMERA/1,0,0,0,0,1,0,0,0,0,1,084>SPINDL/RPM,400,CLW84 84 N455 S400$85>RAPID86>GOTO /0,0,1086 86 N460 Z10.$86 86 N465 X0.$87>CYCLE/DRILL,FEDTO,12,MMPM,25,CLEAR,588>GOTO /0,0,088 88 N470 G81 X0. Y0. Z-12. R5. F25.$89>CYCLE/OFF89 89 N475 G80$90>RAPID91>GOTO /0,0,1091 91 N480 G0 Z10.$92>SPINDL/OFF94>AUXFUN/3094 94 N485 M30$94>FINI9494 %$五、附件(工程图)。
手压阀实体造型研究和设计2015年6月I摘要手压阀是吸入或排出液体的一种手动阀门,当操作手柄向下压紧阀杆时,弹簧因受力压缩而使阀杆向下移动,此时液体入口与出口相连,手柄向下抬起时由于弹簧弹力作用阀杆向上压紧阀体使液体入口与出口不通。
本课题通过对手压阀进行造型设计,绘制出相关的零件图和装配图,分析手压阀的工作原理。
本课题锻炼了绘图能力和实际加工的应用能力,对每一个工件的加工过程都做分析,对手压阀的工作原理、机械原理、适用范围等做介绍,并且对加工过程中所用到的机床、夹具也有了更深一步的了解。
【关键词】手压阀机械加工工艺分析配图II目录1手压阀的原理和应用 ····················································错误!未定义书签。
1.1手压阀的工作原理 (1)1.2手压阀的主要用途 (1)1.3手压阀的设计图 (1)2加工所需要的设备及夹具 (2)2.1车床 (2)2.1.1车床的用途 (2)2.1.2车床的工作原理 (2)2.1.3车床的功能 (2)2.2铣床 (3)2.2.1铣床的用途 (3)2.2.2铣床的工作原理 (3)2.2.3铣床的功能 (3)2.3刨床 (4)2.3.1刨床的用途 (4)2.3.2刨床的工作原理 (4)2.3.3刨床的功能 (4)2.4夹具 (5)2..4.1平口钳的用途 (5)2.4.2平口钳的工作原理 (5)2..4.3三爪自定心卡盘的用途 (5)2.4.4三爪自定心卡盘的工作原理 (5)3工件的工艺分析 (6)3.1手柄的加工工艺分析 (6)3.1.1手柄图纸的分析 (6)3.1.2毛坯的选择 (6)3.2.3夹具的选择 (6)3.1.4加工工艺 (7)III3.2调节螺母的加工工艺分析 (8)3.2.1调节螺母图纸的分析 (8)3.3.2毛坯的选择 (8)3.2.3夹具的选择 (8)3.2.4加工工艺 ······································································· 9~~103.3锁紧螺母的加工工艺分析 (11)3.3.1锁紧螺母图纸的分析 (11)3.3.2毛坯的选择 (11)3.3.3夹具的选择 (11)3.3.4加工工艺 ····································································· 12~~134 相关配图 (14)4.1总装配图 (14)4.2分解图 (14)4.3装配步骤图 ·········································································· 15~~194.4操作图 (20)5毕业课题总结 (21)6参考文献 (21)IV1手动阀的原理和应用1.1手压阀的工作原理手压阀是开启或关闭液路的一种手动阀门。
手压阀的三维设计系(院):学生姓名:专业班级:学号:指导教师:2012年11月10日声明本人所呈交的手压阀的三维设计,是在指导教师的指点和查阅相关资料下独立进行分析研究所完成的。
除文中注明引用的内容外,本论文不包含其他个人已经发表或撰写过的研究成果。
对本文的研究做出重要贡献的个人和集体,均已在文中作了明确说明并表示谢意。
作者签名:日期:2012年11月2日【摘要】根据UG NX软件的大量使用,UG NX软件已经成为目前机械行业的设计强有力的帮手,用UG NX做三维设计可以很大提高工作效率,方便观察。
为了掌握用UG NX软件进行产品三维设计的全过程,熟练UGNX运用技巧,本次毕业设计就以手压阀为设计对象,先对手压阀进行建模,重点在手压阀的绘制过程及装配环节,然后对模型进行了装配和渲染,最后生成比较逼真的手压阀外观图。
【关键词】:手压阀;UG NX;三维设计引言 (1)一、CAD/UG简介 (2)(一)CAD技术的发展现状 (2)(二)UG NX (2)二、利用UG软件进行三维设计 (3)(一)手压阀简介 (3)(二)建模思路 (3)(三)手柄的创建过程 (4)(四)阀体的创建过程 (5)(五)阀杆的创建过程 (9)(六)弹簧的创建过程 (12)(七)销钉的创建过程 (14)(八)锁紧螺母的创建过程 (16)(九)调节螺母的创建过程 (18)(十)胶垫的创建过程 (19)(十一)装配和渲染 (21)总结 (29)参考文献 (30)谢辞 (31)UG CAD/CAM(简称UG) 软件是当今应用最为广泛的大型CAD/CAE/CAM 集成化软件之一,它的功能覆盖了从概念设计到产品生产的整个过程。
并且广泛应用于航空、航天、汽车、造船、通用机械和模具加工及设计和医疗器械行业等领域。
它提供了强大的实体建模技术,提供了高效能的曲面构造能力,能够完成最复杂的造型设计。
CAD/CAM 系统提供了一个基于过程的产品设计环境,使产品开发从设计到加工真正实现了数据的无缝集成,从而优化了企业的产品设计与制造。
毕业设计(论文)题目:基于Pro/E的手压阀的设计院(部):专业:班级:姓名:学号:指导教师:二○一○年六月目录一、产品总装造型 (3)图1-1 (3)二、部分零件设计 (3)图2-1 (3)图2-2 (4)图2-3 (4)图2-4 (5)图2-5 (5)图2-6 (5)图2-7 (5)图2-8 (6)图2-9 (6)三、阀体设计 (6)图3-1 主视图左视图俯视图 (6)图3-2阀体Pro/E 图 (7)图3-3弹簧Pro/E图 (7)图3-4阀杆Pro/E图 (7)图3-5销钉Pro/E图 (8)四、手压阀手柄设计 (8)图4-1手柄Pro/E (8)(一)材料的选择原则: (8)(二)材料的选择方法: (9)表 4-1 钢 (10)(三)手柄的设计表达分析 (10)图4-2 (10)一、零件视图的选择 (11)二、手柄的尺寸分析 (11)三.表面粗糙度的选定: (12)表4-2 表面粗糙度 (13)四、公差与配合的选择 (13)(一)配合制的确定 (13)(二)基准制的选择 (13)(三)公差等级选择 (14)(四)配合选择 (14)五、装配图的绘制 (16)图5-1手压阀装配示意图 (16)一、用PROE对手压阀装配图的制作 (16)二、装配图的内容 (16)三、画装配图的一般步骤 (17)四、装配图的尺寸标注 (17)致谢 (17)参考文献 (18)手压阀的设计测绘摘要:本文通过使用Pro/E软件对手压阀行造型设计并且用CAD软件绘制出了手压阀的部分零件图并绘制出了手压阀的装配图,并根据设计的手压阀的相应零件图进行分析说明以及完成对手压阀的测绘,对手压阀的材料选择加以详尽分析,以达到能更好的理解。
关键词:造型设计零件设计说明分析零件测绘前言液压技术作为一门新兴应用学科,虽然历史较短,发展的速度却非常惊人。
液压设备能传递很大的力或力矩,单位功率重量轻,结构尺寸小,在同等功率下,其重量的尺寸仅为直流电机的10%~20%左右;反应速度快、准、稳;又能在大范围内方便地实现无级变速;易实现功率放大;易进行过载保护;能自动润滑,寿命长,制造成本较低。