手压阀
- 格式:doc
- 大小:292.50 KB
- 文档页数:2
手压阀发展现状论文手压阀作为一种常见的水龙头设备,发展至今已有很长的历史。
本文将从手压阀的起源、发展历程和现状等方面进行探讨,以期对手压阀的发展有一个全面的了解。
手压阀最早起源于古代希腊,当时的人们使用石头或陶器等材料制作手压阀,用于控制水流的开关,以满足他们的生活需求。
随着人类文明的发展,手压阀逐渐进化成为现代使用的金属材料制作的水龙头设备,并广泛用于家庭、商业和公共场所等领域。
随着科技的进步和社会的发展,手压阀经历了许多创新和改进。
传统的手压阀通常使用橡胶内置物来控制水流,但这种设计存在一定的问题,比如容易磨损、易滋生细菌等。
为了解决这些问题,现代手压阀采用了更先进的材料,如不锈钢和陶瓷等,提高了阀门的耐久性和抗菌能力。
此外,手压阀还经历了形态和功能的改进。
在外观上,手压阀的设计变得更加简洁、美观,适应了人们对家居装饰的要求。
而在功能上,手压阀不仅仅可以控制冷热水的流量,还可以通过设置温度控制器,实现自动调节水温的功能,提供更多的便利。
目前,手压阀在市场上有着广泛的应用。
它们不仅被广泛应用于家庭生活中的卫生间、浴室等场所,还被应用于商务楼、酒店、医院和公共场所等,以满足人们对水龙头的高品质需求。
同时,手压阀还得到了节水型社会的赞誉,因为其独特的设计,使得只需轻轻一按,便可获得适量的水流,避免了水的浪费,对环境起到了积极的保护作用。
虽然手压阀已取得了显著的发展,但仍然面临一些挑战和待完善的地方。
首先,手压阀的价格相对较高,超出了一些消费者的负担能力,限制了其在市场上的推广和应用。
其次,手压阀的使用寿命还有待提高,需要进一步改进材料和设计,减少磨损和故障的发生。
此外,在一些特殊场合,如高温、高压等环境下,手压阀的使用还存在一定的风险和局限。
综上所述,手压阀作为一种常见的水龙头设备,经历了漫长的发展历程,并取得了显著的进步。
通过不断进行创新和改进,手压阀在材料、外观和功能等方面不断提升,满足了人们对高品质水龙头设备的需求。

一、实训目的通过本次手压阀实训,使学员掌握手压阀的基本结构、工作原理、安装调试方法以及故障排除技巧,提高学员在实际工作中解决手压阀相关问题的能力,为以后从事相关工作打下坚实基础。
二、实训时间2023年X月X日至2023年X月X日三、实训地点XXX实训基地四、实训内容1. 手压阀的基本结构及工作原理2. 手压阀的安装与调试3. 手压阀的维护与保养4. 手压阀故障分析与排除五、实训过程1. 学习手压阀的基本结构及工作原理在手压阀实训开始之前,我们对手压阀的基本结构和工作原理进行了学习。
通过查阅资料、观看教学视频等方式,了解了手压阀的组成部分,如阀体、阀芯、阀座、弹簧等,以及手压阀的工作原理。
2. 手压阀的安装与调试在掌握了手压阀的基本结构和工作原理后,我们开始学习手压阀的安装与调试。
首先,我们了解了手压阀的安装位置和方向,然后按照安装步骤进行实际操作。
安装过程中,我们注意了以下几点:(1)确保手压阀安装位置合理,便于操作和维护;(2)安装过程中注意保持手压阀的清洁;(3)按照正确顺序安装各个部件,确保安装牢固。
安装完成后,我们进行了手压阀的调试,观察手压阀的工作状态,确保其正常运行。
3. 手压阀的维护与保养在实训过程中,我们学习了手压阀的维护与保养知识。
手压阀的维护主要包括以下几个方面:(1)定期检查手压阀的各个部件,确保无损坏;(2)清洁手压阀内部,防止杂质堵塞;(3)检查手压阀的密封性能,确保密封良好;(4)根据实际情况,定期更换磨损严重的部件。
4. 手压阀故障分析与排除在实训过程中,我们遇到了一些手压阀故障,如手压阀开启不灵敏、泄漏等。
通过分析故障原因,我们找到了解决问题的方法:(1)检查手压阀的安装位置是否正确,调整至合适位置;(2)检查手压阀的各个部件是否损坏,更换损坏部件;(3)清洁手压阀内部,清除杂质;(4)检查手压阀的密封性能,确保密封良好。
六、实训总结1. 通过本次手压阀实训,我们掌握了手压阀的基本结构、工作原理、安装调试方法以及故障排除技巧。

济源职业技术学院毕业设计题目基于SolidWorks的手压阀的仿真设计系别机电工程系专业机电一体化技术班级姓名学号指导教师日期设计任务书设计题目:基于SolidWorks的手压阀的模拟仿真设计要求:1、手压阀零件建模设计;2、手压阀装配设计;3、手压阀机构仿真设计;设计进度要求:第一周:收集查阅资料,确定设计题目。
第二周:写任务书并列出大纲。
第三周:用solidworks进行手压阀的零件建模及装配体建模。
第四周:做电子稿并进行论文的排版和编辑。
第五周:修改论文、定稿、打印。
第六周:提交论文并准备答辩。
第七周:参加答辩指导教师(签名):摘要SolidWorks软件是美国Solidworks公司开发的三维CAD产品,是一套机械设计自动化软件,功能强大、易学易用和技术创新是SolidWorks 的三大特点,使得SolidWorks 成为领先的、主流的三维CAD解决方案。
SolidWorks 能够提供不同的设计方案、减少设计过程中的错误以及提高产品质量。
Solidworks市场份额增长最快、技术发展最快、市场前景最好、性能价格比最优的软件。
SolidWorks 不仅提供如此强大的功能,同时对每个工程师和设计者来说,操作简单方便、易学易用。
本文探究了计算机模拟仿真技术的概念、特点和分类、关键技术以及在现实生活中的几个典型应用,基于SolidWorks对手压阀各零件进行三维建模,充分利用SolidWorks的参数、关系式、零件库等知识对各组成零、部件进行建模,再完成各部件装配和总装配,最后对总体机构进行运动仿真。
通过一系列操作的完成,真实再现手压阀的工作,对零部件的设计有很大的帮助。
关键词:模拟仿真,手压阀,Solid Works目录设计任务书 (I)摘要 (II)1 绪论 (2)2 仿真技术的概述 (3)3 仿真模拟技术的特点与分类 (4)3.1仿真模拟的分类 (4)3.2仿真模拟与虚拟现实技术 (4)4 仿真模拟中的关键技术 (6)4.1动态环境建模技术 (6)4.2交互设备和工具 (6)4.3仿真场景管理技术 (7)4.4网络环境技术 (7)4.5应用环境系统 (7)5 仿真模拟技术的几个典型应用 (8)5.1制造工业中的模拟仿真技术 (8)5.2作战演习的仿真模拟 (8)6 基于SOLIDWORKS的手压阀的模拟仿真 (10)6.1S OLID W ORKS概述 (10)6.2手压阀的基本工作原理 (11)6.3手压阀组成零件的实体建模 (11)6.3.1零件的实体建模 (12)6.4手压阀的装配 (18)6.4.1 手压阀的爆炸演示的制作过程 (19)6.4.2 手压阀的模拟仿真运动演示的制作过程 (20)结论 (23)致谢 (24)参考文献 (25)1 绪论计算机仿真技术是世界各国十分重视的一项高新技术。
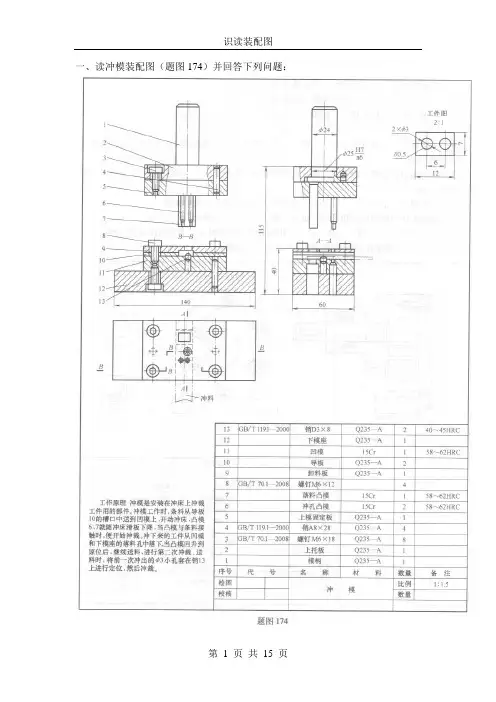
一、读冲模装配图(题图174)并回答下列问题:(1)该装配体名称是_____________,比例为__________。
(2)冲模装配体有________种零件,其中_______种标准件。
(3)该装配体用了_______个图形,其中基本视图有_______个。
(4)装配体中用了_______个全剖视图,名称是__________、__________。
(5)主视图中,下模采用____视图,它表达了___________________________ _______________________________________________________的装配关系。
(6)主视图中,上模分别通过________和_________作了两个___________,它反映了上托板2与上模固定板5的装配关系。
(7)左视图中,下模采用了______图,剖切平面A—A是通过________剖切的,它表示了凹模和下模座上落料孔的形状。
(8)左视图中,下模采用_________,表示了模柄1和上托板2的配合关系。
(9)该装配体的俯视图采用了_______画法,拆去了________,只画出______的投影。
提示:冲模装配图习惯上是将上模、下模画在同一张图纸上,这是装配图的一种形式。
二、读齿轮液压泵装配图(题图175)并回答下列问题:(1)齿轮泵由_____种共_____个零件组成,其中有______种共______个标准件,标准件的名称规格是_________。
(2)齿轮泵共用_____个图形来表达,其中主视图作了______剖视和______剖视,左视图采用了____画法,并有_______处作了_______,图中A、B是______。
(3)装配图中,尺寸14H7/p6是_____尺寸,尺寸65_____尺寸,尺寸70是______尺寸,尺寸028.56是_______尺寸,尺寸110、86、96是______0.003尺寸。
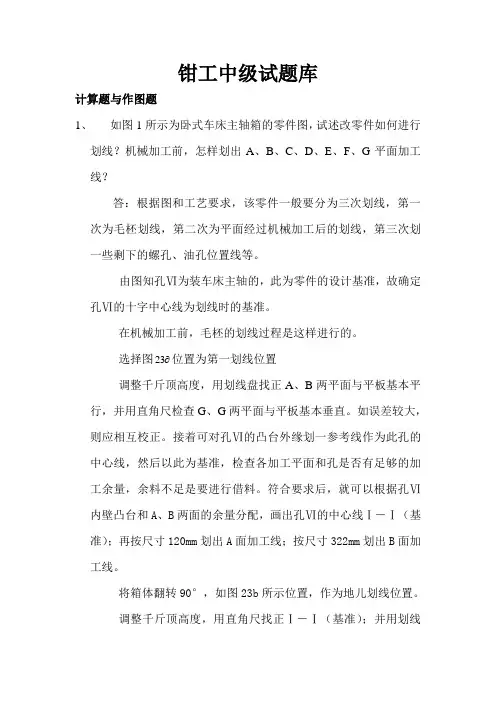
钳工中级试题库计算题与作图题1、如图1所示为卧式车床主轴箱的零件图,试述改零件如何进行划线?机械加工前,怎样划出A、B、C、D、E、F、G平面加工线?答:根据图和工艺要求,该零件一般要分为三次划线,第一次为毛柸划线,第二次为平面经过机械加工后的划线,第三次划一些剩下的螺孔、油孔位置线等。
由图知孔Ⅵ为装车床主轴的,此为零件的设计基准,故确定孔Ⅵ的十字中心线为划线时的基准。
在机械加工前,毛柸的划线过程是这样进行的。
选择图23位置为第一划线位置调整千斤顶高度,用划线盘找正A、B两平面与平板基本平行,并用直角尺检查G、G两平面与平板基本垂直。
如误差较大,则应相互校正。
接着可对孔Ⅵ的凸台外缘划一参考线作为此孔的中心线,然后以此为基准,检查各加工平面和孔是否有足够的加工余量,余料不足是要进行借料。
符合要求后,就可以根据孔Ⅵ内壁凸台和A、B两面的余量分配,画出孔Ⅵ的中心线Ⅰ―Ⅰ(基准);再按尺寸120mm划出A面加工线;按尺寸322mm划出B面加工线。
将箱体翻转90°,如图23b所示位置,作为地儿划线位置。
调整千斤顶高度,用直角尺找正Ⅰ―Ⅰ(基准);并用划线盘找正G 面,使与平面基本平行。
根据孔Ⅵ的内壁凸台和E 、F 两面的余量分配,划出G 面加工线;按尺寸81mm 划出E 面加工线;按尺寸146mm 划出F 面加工线。
将箱体再翻转90°,如图23c 所示,此为第三划线位置。
千斤顶支撑在D 面上,调整其高度,用90°角尺找正Ⅰ―Ⅰ、Ⅱ―Ⅱ线使与平板垂直。
根据孔Ⅵ内壁凸台高低,分配C 、D 两面的加工余量,并按尺寸672mm ,划出这两面的加工线。
这样A 、B 、C 、D 、E 、F 、G 平面的加工线均已划好,可去机械加工,待这些平面加工好后再进行第二、第三划线。
2、如图2所示,已知圆锥台尺寸:D=80mm , d=40mm ,h=40mm,试求该圆锥台的展示图。
答:把圆锥台按如图24展开。
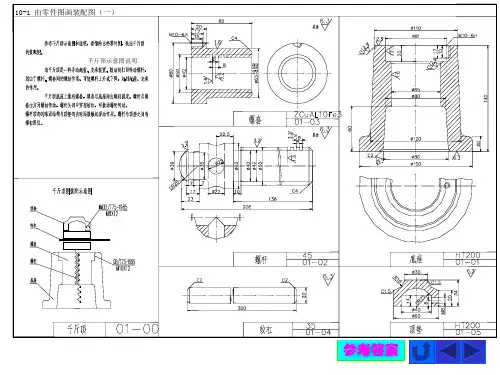
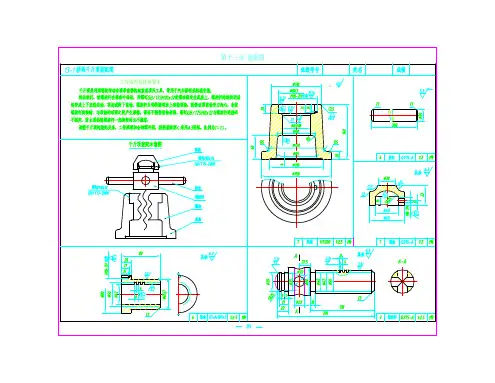
72页一、读懂手压阀的装配图,回答下列问题,并拆画件4(阀体)的零件图。
1.手压阀的装配图共由 11 种零件组成,其中标准件有 2种。
2.表达手压阀共用了 3 个视图,其中,主视图采用了全剖,2处局剖表达法,其表达重点是工作原理,装配关系 ;左视图采用了局剖 表达法,其表达重点是 外形, 件 4,9,8,11装配关系;俯视图的表达重点是外形 。
3.要拆卸件7(阀杆),需先拆去零件 1,2,3,6,5。
4.件6(压盖)与件4(阀体)之间是 螺纹连接;件5(填料)的作用是密封;件3(弹簧)的作用是复位。
常态下,手压阀处于闭合(开启/闭合)状态。
5.主视图中8108H f ϕ是件 4 与件 7 之间的 配合 尺寸,其中φ10是 公称 尺寸,H8是 件4 的公差带代号,其上下偏差是 上偏差是+0.022 ,下偏差是0 ;f8是件7的公差带代号,其上下偏差是 上偏差是 -0.013, 下偏差是-0.035。
该配合属于 基孔 制的间隙(间隙/过盈/过渡)配合,该配合常用于有相对运动的情况。
6.在装配图中一般标注性能规格尺寸(如 )、装配尺寸(如8108H f ϕ )、 安装尺寸 (如 G3/8 )、 外形尺寸 (如 134,118,56 )4类尺寸。
二、读懂平口钳的装配图,回答下列问题,并拆画件1(固定钳体)或件3(活动钳体)的零件图。
1.平口钳共由11种零件组成,其中标准件有2种。
2.请说明平口钳装配图的表达方案及表达重点主视图全剖 表达主要装配关系,工作原理. 俯视图,局剖加拆卸画法,(半边拆卸),表达外形和件1 固定钳体的形状。
左视图局剖,表达外形和运动情况、装配关系。
局剖放大图表达件2(螺杆)和件5(螺母)螺纹连接的螺纹牙型。
其中,俯视图采用了装配图中的哪种特殊表达拆卸画法;“件6A ”采用了表达单个零件的形状画法。
3.件4(螺钉)的作用是 连接件3(活动钳体)和件5,,其上两个小孔的作用是安装拆卸件4。
手压阀工作原理
手压阀是一种手动操作的阀门,常见于一些小型设备或者低压系统中。
它的工作原理如下:
1. 阀门开启:当需要开启阀门时,通过手指或手掌的力量,施加在阀门的操作杆上,使得操作杆与阀门主体之间的连接部件(如销轴、销轴螺纹)发生转动,从而带动阀芯向开启位置移动。
当阀芯移动到开启位置时,阀门的通道会打开,介质(如气体或液体)可以通过阀门自由流动。
2. 阀门关闭:当需要关闭阀门时,手指或手掌的力量被撤离,操作杆不再受到外力作用,阀门内部的部件(如弹簧)会将阀芯恢复到关闭位置。
在关闭位置时,阀门的通道被阻挡,介质无法通过阀门流动。
手压阀的工作原理简单易懂,操作便捷,适用于一些需要手动控制的场合。
但值得注意的是,手压阀只能实现简单的开关功能,对流量调节或压力控制并不适用。
机制课程设计说明书题目:手压阀院(部):机电工程学院专业:机电工程及自动化班级:机械XX姓名:XXX学号:XXXXXXXXX指导教师:XXXXXXX完成日期:2010年7月7日目录1 任务·12 典型零件AutoCAD图纸2.1主视图··22.2俯视图·22.3 左视图·23典型零件造型设计·34其他零件设计4.1 轴·74.2 托架·84.3 垫片·84.4 填料压盖·95装配效果图·96 CAXA制造工程师6.1 加工对象的加工造型·106.2生成刀具轨迹·106.3知识加工轨迹明细单·12谢辞·13参考文献·13附录·141 任务了解手压阀的相关原理、组成,并查找相关资料,设计相应的零部件结构或机构,实现手压阀的基本功能要求。
(一)手压阀装配的手工绘图、以及塞座、阀体等二维图设计和手工绘制图。
选择典型零件进行工艺分析,编写机械加工工艺过程卡片,用CAXA 制造工程师进行造型设计,并生成刀具轨迹及加工仿真。
(二)对手压阀塞座和阀体的造型设计进行创新及改进,在造型设计中,要求使用尽可能少的命令来达到最佳的设计效果,设计的零件占用的计算机内存尽可能的少。
在装配过程中,选择最佳的装配过程及步骤,以满足手压阀的基本功能要求,并进行三维实体的渲染、零件的干涉检查等,具体时间安排详见任务书。
本课程设计在机械设计课程设计基础之上运用Solid Edge三维造型、CAXA制造工程软件对所设计的手压阀进行三维建模,并通过CAXA制造工程师进行进行造型设计,并生成刀具轨迹及加工仿真。
意义重大,机会难得,故需好好把握!2典型零件AutoCAD图纸2.1 主视图2.2 俯视图2.3 左视图3典型零件造型设计塞座零件设计1 首先打开Solid EdgeV16程序并点击草图,然后选择X-Y平面,在建模窗口中绘制正六边形,图形如下:2点击完成草图。