两台电动机顺序启动的PLC控制课件.
- 格式:ppt
- 大小:710.50 KB
- 文档页数:11


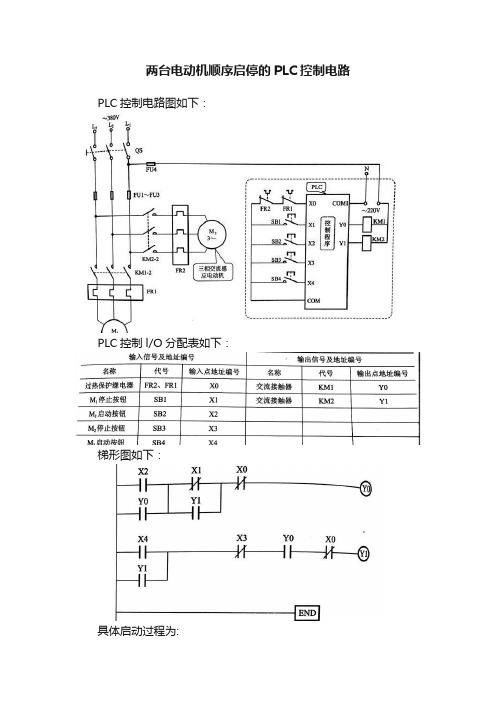
两台电动机顺序启停的PLC控制电路PLC控制电路图如下:
PLC控制l/O分配表如下:
梯形图如下:
具体启动过程为:
当按下电动机M1启动按钮sB2时,其将pLc内的×2置1,即该触点接通,使得输出继电器Y0得电,控制pLc外接交流接触器线圈KM1得电。
Y0得电,其常开触Y0(KM1-1)闭合自锁,控制Y1线路的常开触点Y0(KM1-3)接通,
为Y1得电,即KM2得电,为电动机M2启动做好准备,也用于防止接触器KM2线圈先得电,使
电动机M2先运转,起顺序启动的作用。
KM1线圈得电,主电路中的主触点KM1-2闭合,接通电动机M1电源,电动机M1启动运转。
当按下电动机M2启动按钮sB4时,其将pLc内的×4置1,即该触点接通,使得Y1得电,控制PLC外接交流接触器线圈KM2得电。
Y1得电,其常开触点Y1(KM2-1)闭合自锁,Y0线路上的常开触点Y1(KM2-3)闭合,
锁定×1,即锁定停机按SB1,用于防止当启动电动机M2时,按下电动机M1的停止按钮SB1,
而关断电动机M1,起反顺序停机的作用。
KM2线圈得电,主电路中的常开主触点KM2-2闭合,接通电动机M2电源,电动机M2启动运转。
停止过程如下:
当按下电动机M2停止按钮SB3时,其将PLC内的×3置0,即该触点断开,使得Y1失电,PLC外接交流接触器线圈KM2失电,主电路中的常开主触点KM1-2复位断开,切断电动机
M2电源,电动机M2停止运转。
当电动机M2停止运转后,按下电动机M1停止按钮SB1时,其将pLc内的×1置0,即该触点断开,Y0失电,实现电动机M1的停转。

目录摘要 (3)第一章绪论 (4)第二章课程设计的原理及选用器材的介绍 (5)2.1电动机的顺序启动/停止控制电路 (5)2.2电动机的选型 (6)2.3两台电动机顺序控制PLC方案的选择 (7)2.4熔断器的原理 (7)2.5继电器 (8)2.6常开常闭开关器的选择 (10)第三章工作原理 (12)3.1两台电动机的顺序启动/停止控制电路如下: (12)3.2工作过程: (12)3.3PLC控制两台电动机的顺序启动/停止 (13)第四章软件仿真 (15)基于GX-DEVELOPER和GX S IMULATOR6-C的仿真图 (15)课程设计的体会 (17)参考文献 (18)摘要本文介绍了基于电力拖动的2台电动机的顺序启动停止的设计方案。
我们运用其原理的思路是:用两套异步电机M1和M2,顺序启动、停止控制电路是在一个设备启动之后另一个设备才能启动运行的一种控制方法,常用于主、辅设备之间的控制,我们使用了时间继电器,当按下SB1时,电动机M1会立即启动,而M2会延迟几秒启动。
当按下SB2时。
电动机M1会停止,而M2会延迟几秒钟停止。
同时我们还采用PLC进行控制。
本设计两台电动机的顺序启动/停止可以运用到生活的各个方面这也充分体现了PLC在当今社会对生活的重要之处。
本设计在顺序控制的基础上采用PLC对电动机的控制通过合理的选择和设计提高了电动机的控制水平使电动机达到了较为理想的控制效果。
根据顺序功能图的设计法联系到现实做出了本设计两台电动机顺序启动/停止控制的PLC系统设计。
关键词:继电器、PLC控制第一章绪论与单相异步电动机相比,三相异步电动机运行性能好,并可节省各种材料。
按转子结构的不同,三相异步电动机可分为笼式和绕线式两种。
笼式转子的异步电动机结构简单、运行可靠、重量轻、价格便宜,得到了广泛的应用,其主要缺点是调速困难。
绕线式三相异步电动机的转子和定子一样也设置了三相绕组并通过滑环、电刷与外部变阻器连接。




电气工程系毕业设计论文题目:两台电动机顺序起停的PLC控制专业名称:机电设备维修与管理学生姓名:窦兴鹏指导教师:杨聚庆毕业时间: 2011年6月摘要自动化电镀生产线是指按一定电镀工艺要求将有关镀槽、镀件升降装置、镀件传送装置、电气控制装置、检测装置、过滤设备、加热与冷却设备等组合为一体的多功能自动控制装置。
通过电镀,可以在机械制品上获得装饰保护性和各种功能性的表面层,还可以修复磨损和加工失误的工件。
镀层大多是单一金属或合金,如锌、镉、金或黄铜等,也有弥散层和复合层。
电镀生产线采用了直线悬臂式行车,行车架上装有可升降的吊钩,行车和吊钩各用一台电动机控制,同时用变频器对电机平滑调速。
当行车平移时,先快速,接近工件时转为慢速,当吊钩吊起工件时,先慢后快,下降时,先快后慢,提高了定位的准确性和安全性。
在定位轨上依照工件位置安装行程开关,行车的进退和吊钩的升降由行程开关来检测。
其主要原理是应用两台电机顺序启停实现的。
关键词:两台电机顺序启停,可编程控制器,简化结构,降低成本目录1 系统概况................................................................................................................ (4)1.1 可编程序控制器的主要功能及特点 (6)2 西门子S7-200的简介 (15)2.1 S7-200系列PLC概述 (15)2.2 扩展模块 (15)2.3 S7-200的编程元件 (16)2.4 S7-200的数据长度和编址方式 (18)2.5 编程注意事项 (19)2.6 编程技巧 (19)2.7 梯形图设计方法 (21)3 总体设计方案 (25)3.1 控制流程 (25)3.2 系统硬件设计 (25)3.3 PLC的选型 (28)3.4 I/0分配图 (29)3.5 自动操作流程图 (30)3.6 系统软件设计 (30)3.7 梯形图 (31)3.8 工作原理 (32)4 心得体会 (33)5、参考资料 (34)参考文献 (36)第一章系统概况自动化电镀生产线是指按一定电镀工艺要求将有关镀槽、镀件升降装置、镀件传送装置、电气控制装置、检测装置、过滤设备、加热与冷却设备等组合为一体的多功能自动控制装置。


两台电动机顺序起动逆序停止控制延时控制方法本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March两台电动机顺序起动逆序停止控制——延时控制方法控制要求图 2-34 所示为两台电动机顺序起动逆序停止控制电路图。
按下起动按钮SB2,第一台电动机M1 开始运行,5s之后第二台电动机M2开始运行;接下停止按钮SB3,第二台电动机M2 停止运行,10s 之后第一台电动机M1 停止运行;SB1 为紧急停止按钮,当出现故障时,只要按下SB1,两台电动机均立即停止运行。
图2-34 两台电动机顺序起动逆序停止控制电路要求用PLC来实现图2-34 所示的两台电动机顺序起动逆序停止控制电路,其控制时序图如图2-35 所示。
图2-35 控制时序图利用 PLC的定时器及其通电延时控制电路可实现上述控制要求。
预备知识1.编程元件(T)——通用定时器PLC中的定时器(T)相当于继电器控制系统中的通电型时间继电器。
它可以提供无限对常开常闭延时触点。
定时器中有一个设定值寄存器(一个字长),一个当前值寄存器(一个字长)和一个用来存储其输出触点的映像寄存器(一个二进制位),这三个量使用同一地址编号,定时器采用T与十进制数共同组成编号,如T0、T98、T199 等。
FX2N 系列中定时器可分为通用定时器、积算定时器两种。
它们是通过对一定周期的时钟脉冲计数实现定时的,时钟脉冲的周期有1ms、10ms、100ms 三种,当所计脉冲个数达到设定值时触点动作。
设定值可用常数K 或数据寄存器D 来设置。
项目中所用为通用定时器。
(1)100ms 通用定时器100ms 通用定时器(T0~T199)共200 点,其中T192~T199 为子程序和中断服务程序专用定时器。
这类定时器是对100ms 时钟累积计数,设定值为1~32767,所以其定时范围为~。
(2)10ms 通用定时器10ms 通用定时器(T200~T245)共46 点。

