802DSL调试步骤
- 格式:ppt
- 大小:683.50 KB
- 文档页数:10

一、接线:802D SL端:、注:一般X20 的1脚接103G 2脚接104G 5脚接02,所以接线时最好把103G、104G、02 放在一起。
X5为网线接口,可以用网线进行调试。
驱动端:二、送电,先送802D SL 的电源,进行初始化。
运行RCS 802进行802D的初始化。
如下:先进行以太网的设定:系统连接后,进行初始化。
如下:从WINDOWS 的“开始”中找到通讯工具软件RCS 802,启动并建立在线连接;利用RCS 浏览器在计算机上找到初始化文件,利用鼠标右键选择COPY或Ctrl+C;连线后,在“Control 802D” 中选择“Start‐up archive (NC/PLC)”,用鼠标右键选Paste 或Ctrl+V 复制该文件;后点YES!开始初始化。
结束后,NC 断电、上电后初始化文件生效。
初始化结束!送驱动器控制电源(24V),进行驱动器调试。
(主接触器380V电源不送,之后由PLC送。
) 驱动器调试步骤是:• 装载SINAMICS Firmware – 确保驱动器各部件具有相同的固件版本• 装载驱动出厂设置 – 激活各驱动部件的出厂参数• 拓普识别和确认(快速开机调试) – 读出驱动器连接的拓扑结构以及实际电机的控制参数,设定拓扑结构比较等级802D sl 为简化驱动器SINAMICS S120 调试,专门设计了驱动调试向导,通过调试向导,可轻松实现驱动的调试。
注意:在启动驱动调试向导进行驱动调试之前,必须断掉驱动器的所有使能。
注意:在升级过程中系统和驱动不能断电!802D sl 及驱动器断电,再上电.802D sl 及驱动器断电,再上电。
设置电脑的IP。
为169.254.11.***(其中***为1-255,但不能和802d的IP相同!) 802D端,以太网的设定同上。
运行STARTER软件,新建一个工程。
命名后,点OK。
插入一个驱动单元,如下选择。
设置接口。
连接后,如下:下载到电脑后,断线。

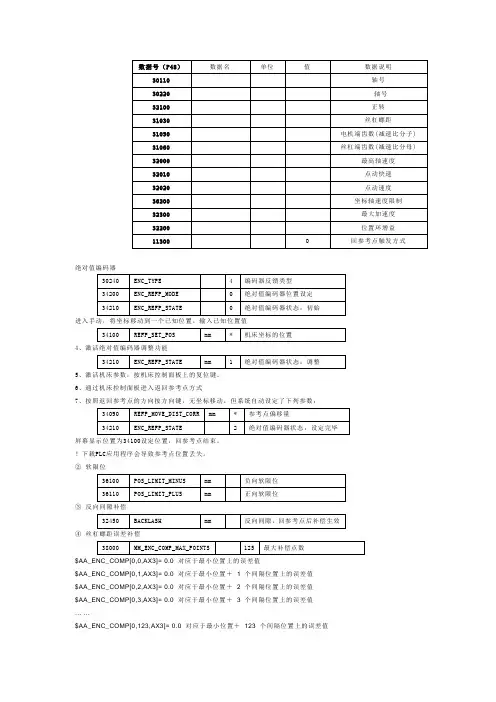
绝对值编码器进入手动,将坐标移动到一个已知位置,输入已知位置值4、激活绝对值编码器调整功能5、激活机床参数:按机床控制面板上的复位键。
6、通过机床控制面板进入返回参考点方式7、按照返回参考点的方向按方向键,无坐标移动,但系统自动设定了下列参数:屏幕显示位置为34100设定位置,回参考点结束。
!下载PLC应用程序会导致参考点位置丢失。
②软限位③反向间隙补偿④丝杠螺距误差补偿$AA_ENC_COMP[0,0,AX3]= 0.0 对应于最小位置上的误差值$AA_ENC_COMP[0,1,AX3]= 0.0 对应于最小位置+ 1 个间隔位置上的误差值$AA_ENC_COMP[0,2,AX3]= 0.0 对应于最小位置+ 2 个间隔位置上的误差值$AA_ENC_COMP[0,3,AX3]= 0.0 对应于最小位置+ 3 个间隔位置上的误差值… …$AA_ENC_COMP[0,123,AX3]= 0.0 对应于最小位置+123 个间隔位置上的误差值$AA_ENC_COMP[0,124,AX3]= 0.0 对应于最小位置+124 个间隔位置上的误差值$AA_ENC_COMP_STEP[0,AX3]=0.0 测量间隔(毫米)$AA_ENC_COMP_MIN[0,AX3] =0.0 最小位置(绝对)$AA_ENC_COMP_MAX[0,AX3] =0.0 最大位置(绝对)$AA_ENC_COMP_IS_MODULO[0,AX3]=0 (用于旋转轴)“启动”-“系统数据”-“…补偿数据…”EEC文件,补偿后执行, 32700改1后,系统重启,回参考点,生效。
系统【维修信息】-【轴信息】查看。
⑤数据备份1、内部备份:系统菜单下“数据存储”2、外部备份:把文本格式的机床数据、螺补数据、刀具数据及二进制格式的试车数据和PLC应用文件保存到PC计算机中。
3、内部备份数据不包括PLC用户报警文本(存储在闪存中)。
4、5、系统-调试文件,在“802D数据”中选择需要备份的数据,拷出。
802DSL系统电机参数优化过程1.连接网线IP地址163。
254。
11。
22。
2.保存PLC程序备份数据。
3.将模式置于JOG状态。
4.运行RS802软件。
5.改行程为1500。
油机立车2。
5米立车z轴来回摆动(840D系统)1.首先平衡压力是否平衡。
2.查看步骤诊断-信息-轴诊断-平滑电流实际值。
3.开动Z轴上下移动观察电流值是否平衡。
4.斜铁调整这里要特别说明环境温度的影响。
5.边查看平滑电流值边调整平衡油缸压力,使上下移动的电流值差在0。
5A范围内。
6.试车故障消失。
油机立车2。
5米立车换刀坐标调整(840D系统)1.参数-用户变量-全局用户参数-GUD-GUD4。
2.找到XPOS——,ZPOS——。
3.将用三件套校出的机械坐标数值输入。
油机1。
6立车换刀坐标调整1.键入专家密码SUNRISE。
2.PROGRAM-TOOLCHG。
SPF。
3.找到XPOS——,ZPOS——。
4.将三件套校出的坐标值输入。
油机2。
5米立车屏蔽光栅尺步骤(840D系统)30240[0] 4(4代表是绝对式编码器)}30200 2 }此数值代表有光栅尺状态30240[0] 030200 1 }此数值代表无光栅尺状态840D系统备份和恢复步骤1.准备一个已经格式化了的4G优盘,并插入机床的USB接口内。
2.开机,当启动到SINMERIK的界面时,迅速按方向键的下箭头,进入备份/恢复模式,输入密码SUNRISE,选择DISK。
IMAGE(整盘恢复)-BACHUP-REMDABIE-G(优盘所在盘)命名FINSH-RBT。
3.进入备份工具GHOST界面,自动备份整个分区/整个硬盘。
4.系统出现问题后,利用优盘还原即可,还原方法同1-3步骤,不同的是选择整盘恢复。
5.注意:如果可能的话,需提前备份出ADD-ON,DH,USER这几个文件夹的全部内容,等恢复完系统后覆盖这几个文件夹即可。
1.简明调试手册9.14章节2.功能说明手册20.6章打开简明调试手册后面的变量表如下图:以在MDA或AUTO方式下按K1键读R0参数为例编辑如下PLC:在MDA或AUTO方式下,V12000000.1=0定义了现在变量的任务是读(如V12000000.1=1则任务为写)VB12001000=5定义了要读的变量为R参数VW12001002=1定义了要读的R参数为R0VB12000001=1定义了要读变量的个数为1个如下图所示,VW12001002为所要读写的R参数Nummer+1现在读的是R0参数所以VW12001002 = 0+1 = 1最终任务读写成功与否的结果写入了VB14000000(0:无错误;1:不允许读写目标:5:无效地址;10:目标不存在)读出R0参数的数据已转换为实数存到了VD14000012中我们监控PLC,在MDA或AUTO方式下按K1键后观察VD14000012的数值变化通过上图我们看出R0的数值已成攻的读入到VD14000012中,因为这里VD14000012是整型数,因此R0也只能设为整型数,如果R0设为100.65,那么VD14000012读出的数依然为100。
同理如果我们想同时读2个数或更多,我们编辑如下PLC(以同时读两个数R0、R1为例)我们在系统中输入R0=50,R1=60监控PLC,在MDA或AUTO方式下按K1键后观察VD14000012、VD1400016的数值变化通过上图我们看出R0和R1的数值已成攻的分别读入到VD14000012和VD14000016中有了上面的PLC读R参数,同理就有了下面的写R参数以在手动方式下按K2键同时写R3、R4两个参数为例,我们可以将上面所读出的R0、R1参数(VD14000012、VD14000016)反过来再写入R3、R4参数中。
编辑如下PLC:我们在系统中先输入R0=122,R1=211我们在MDA或AUTO方式下按K1键,PLC监控图如下:此时R0、R1的数值已被读入到VD14000012、VD14000016中我们恢复到手动状态再按下K2键,则PLC会将VD14000012、VD14000016的数值(122、211)写入到R3、R4中去。
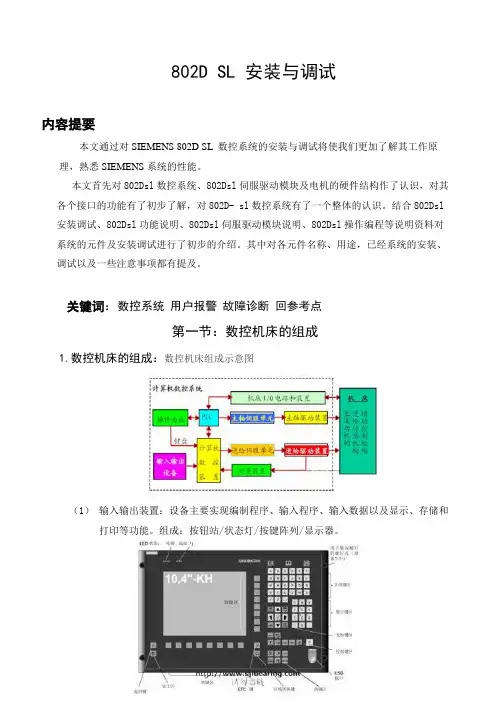
802D SL 安装与调试内容提要本文通过对SIEMENS 802D SL 数控系统的安装与调试将使我们更加了解其工作原理,熟悉SIEMENS系统的性能。
本文首先对802Dsl数控系统、802Dsl伺服驱动模块及电机的硬件结构作了认识,对其各个接口的功能有了初步了解,对802D- sl数控系统有了一个整体的认识。
结合802Dsl 安装调试、802Dsl功能说明、802Dsl伺服驱动模块说明、802Dsl操作编程等说明资料对系统的元件及安装调试进行了初步的介绍。
其中对各元件名称、用途,已经系统的安装、调试以及一些注意事项都有提及。
关键词:数控系统用户报警故障诊断回参考点第一节:数控机床的组成1.数控机床的组成:数控机床组成示意图(1)输入输出装置:设备主要实现编制程序、输入程序、输入数据以及显示、存储和打印等功能。
组成:按钮站/状态灯/按键阵列/显示器。
(2)数控系统数控系统是数控机床的“大脑”和“核心”,通常由一台通用或专用计算机构成。
组成:计算机系统、位置控制板、PLC接口板,通讯接口板、特殊功能模块以及相应的控制软件。
(3)伺服系统伺服驱动系统由伺服控制电路、功率放大电路和伺服电动机组成。
伺服驱动的作用,是把来自数控装置的位置控制移动指令转变成机床工作部件的运动,使工作台按规定轨迹移动或精确定位,加工出符合图样要求的工件,即把数控装置送来的微弱指令信号,放大成能驱动伺动电动机的大功率信号。
(4)辅助装置指数控机床的一些必要的配套部件,用以保证数控机床的运行,如冷却、排屑、润滑、照明、监测等。
它包括液压和气动装置、排屑装置、交换工作台、数控转台和数控分度头,还包括刀具及监控检测装置等。
(5)机床本体数控机床的机械部件包括:主运动部件,进给运动执行部件,如工作台、拖板及其传动部件,床身、立柱等支承部件;此外,还有冷却、润滑、转位和夹紧等辅助装置。
与传统机床相比,数控机床的外部造型、整体布局、传动系统与刀具系统的部件结构以及操作机构等都发生了很大的变化,这种变化的目的是为了满足数控技术的要求和充分发挥数控机床的特点。
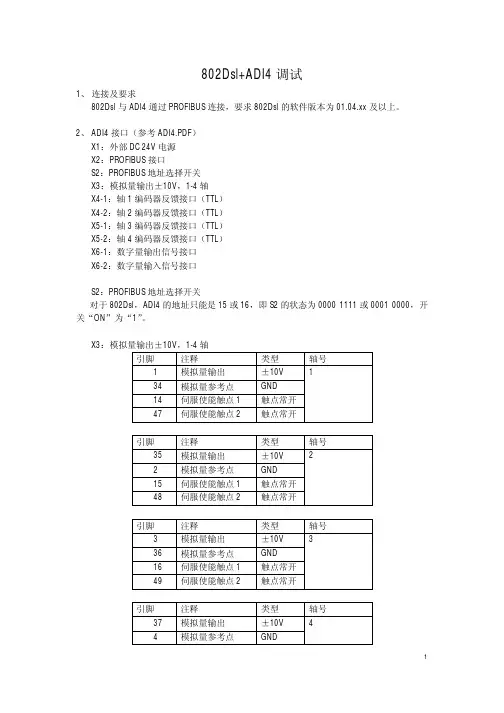
802Dsl+ADI4调试1、连接及要求802Dsl与ADI4通过PROFIBUS连接,要求802Dsl的软件版本为01.04.xx及以上。
2、ADI4接口(参考ADI4.PDF)X1:外部DC 24V电源X2:PROFIBUS接口S2:PROFIBUS地址选择开关X3:模拟量输出±10V,1-4轴X4-1:轴1编码器反馈接口(TTL)X4-2:轴2编码器反馈接口(TTL)X5-1:轴3编码器反馈接口(TTL)X5-2:轴4编码器反馈接口(TTL)X6-1:数字量输出信号接口X6-2:数字量输入信号接口S2:PROFIBUS地址选择开关对于802Dsl,ADI4的地址只能是15或16,即S2的状态为0000 1111或0001 0000,开关“ON”为“1”。
X3:模拟量输出±10V,1-4轴引脚注释类型轴号1 模拟量输出±10V 134 模拟量参考点GND14 伺服使能触点1 触点常开47 伺服使能触点2 触点常开引脚注释类型轴号35 模拟量输出±10V 22 模拟量参考点GND15 伺服使能触点1 触点常开48 伺服使能触点2 触点常开引脚注释类型轴号3 模拟量输出±10V 336 模拟量参考点GND16 伺服使能触点1 触点常开49 伺服使能触点2 触点常开引脚注释类型轴号37 模拟量输出±10V 44 模拟量参考点GND17 伺服使能触点1 触点常开50 伺服使能触点2 触点常开X6-1:数字量输出信号接口引脚注释类型1 外部DC 24V输入+ +24V DC2-5 数字输出点输出DC+24V6-9 数字量输出点或轴方向信号输出DC+24V10-11 准备好触点常开12 外部DC 24V输入- 0VX6-2:数字量输入信号接口引脚注释类型1 内部DC 24V输出+ +24V DC2-5 输入高电平有效6-7 输入高电平有效8-11 各轴伺服准备好输入(必需)输入高电平有效12连接正常后,指示灯PW(绿)和EXCH(绿)亮,RDY(红):PROFIBUS连接不正常,解决:检查S2的设置;线缆连接是否正常;线缆接头的ON/OFF是正确。
1、先做拓扑,否则MCP上的硬件地址无法识别,即不能适配MCPA2、PP72/48 上标有“POWER”和“EXCHANGE”的两个绿灯亮–表示PP72/48 模块就绪,且有总线数据交换。
如无法检测到硬件地址,则可能是接线错误,电源和地没接全,1如不接0V,输入点无法检测到,47、48、49、50如不接24V,输出无法带动继电器。
接线要求如下:3、系统初始化为了简化802D sl 数控系统的调试,在802D sl 的工具盒中提供了车床、铣床等的初始化文件。
初始化的方法是利用工具软件RCS 802 或CF 卡将所需的初始化文件传入802D sl 系统。
从WINDOWS 的“开始”中找到通讯工具软件RCS 802,启动并建立在线连接;利用RCS 浏览器在计算机上找到初始化文件(以802D sl Pro 铣床为例),利用鼠标右键选择COPY或Ctrl+C;在“Control 802D”中选择“Start-up archive (NC/PLC)”,用鼠标右键选Paste 或Ctrl+V 复制该文件;NC 断电、上电后初始化文件生效。
4、RCS802如何和系统连接特别注意:在笔记本侧网络地址的设定,在本地连接中如下设定,IP 地址设定为:169.254.11.21,子网掩码:255.255.0.0,还要关掉防火墙5、报警文本的制作报警文本的下载选择“Wri选择“Write”,将报警文本传入系统。
6、30110、30220如何设定举例:模块排列顺序,从左至右,ALM(电源模块)-MM1(YZ轴电机模块1)-MM2(X电机模块2)7、PLC编程软件的通讯建立注意:在笔记本侧网络地址的设定,在本地连接中如下设定,IP地址设定为:169.254.11.21,子网掩码:255.255.0.0,还要关掉防火墙,和RCS802设置一样,通过对等网线传输可不用在pcu侧选择PLC连接开启?只有通过com口传输时才要开启,否侧报com 开启故障:-1,需要确认8、备份9、PLC程序需要处理的轴信号V380*0001.5 测量系统1V380*0002.1 伺服使能V380*4001.7 脉冲使能三个轴信号必须为1,轴才能运行10、硬件连接X24需要接24V控制电源,如不接,RDY灯不亮,驱动拓扑时无法检测到硬件X24安装在电源模块左上角,电源模块和电机模块之间通过红色的桥架连接24V电源,如不接红色桥架,后面模块RDY灯不亮。
目录内容提要 (2)1.数控机床的组成结构和工作原理 (3)1.1数控机床的组成结构 (3)1.2数控机床的工作原理 (4)2.数控系统的各种型号和接口 (4)3.数控机床各部分之间的联系 (5)3.1数控系统各部分连接总图 (5)3.2通电准备 (6)4.系统的初始化 (6)5.PLC用户程序、调试 (7)5.1制作电缆 (7)5.2计算机与802D SL通讯过程 (8)5.3报警文本的制作与传输 (9)6.NC 调试 (12)6.1参数设定 (12)6.2总线设置 (12)6.3驱动模块定位 (12)6.4位置控制使能 (12)6.5传动参数配比 (13)6.6返回机床参考点 (13)总结 (16)参考文献 (17)内容提要随着工业自动化程度的不断提高,数控机床越来越多的应用到了工厂当中。
数控系统是数控机床的核心部分,一台数控机床的精度高低往往与数控机床的各个部件之间连接和调试有着密切的关系。
将一台数控机床从原来的部件组装成为能正常运转的机器,并且其精度要达到客户要求的范围,使其效率发挥到最大是首要任务。
而数控系统的安装与调试是这些工作中的重中之重。
当系统在运行过程中出现这种问题时,能正确的排除故障是每位数控维修人员必不可少的技能。
通过对SIEMENS 802D Solution Line 数控系统的安装与调试将使我们更加了解其工作原理,熟悉SIEMENS系统的性能,为我们以后的工作指导实践。
实习802D Solution line数控系统时,首先对802Dsl数控系统、802Dsl伺服驱动模块及电机的硬件结构作了认识,对其各个接口的功能有了初步了解,对802D- sl数控系统有了一个整体的认识。
在后面的实习过程中,结合802Dsl安装调试、802Dsl功能说明、802Dsl伺服驱动模块说明、802Dsl操作编程等说明资料对系统的安装调试进行了多次实践。
这份报告主要对 802Dsl的元件,安装,调试做了初步的介绍。