全钢成型机介绍
- 格式:ppt
- 大小:11.48 MB
- 文档页数:21
钢筋成型机分类钢筋成型机是一种用于将钢筋加工成所需形状的机械设备,广泛应用于建筑、桥梁、隧道等工程领域。
根据其不同的工作原理和结构特点,钢筋成型机可以分为多种类型。
第一种类型是弯曲机。
弯曲机主要用于将钢筋弯曲成所需的角度和形状。
它通常由钢架、弯曲轴、弯曲模具和控制系统等部分组成。
操作人员通过控制系统设定弯曲角度和半径,然后将钢筋放入相应的模具中,启动机器即可完成弯曲过程。
弯曲机具有操作简便、弯曲效果好等优点,广泛应用于建筑领域。
第二种类型是剪切机。
剪切机主要用于将钢筋切割成所需的长度。
剪切机通常由切割刀、切割机构和控制系统等部分组成。
操作人员通过控制系统设定切割长度,将钢筋放入剪切机构中,启动机器即可完成切割过程。
剪切机具有速度快、精度高等优点,被广泛应用于建筑施工中。
第三种类型是弯曲与剪切一体机。
弯曲与剪切一体机集成了弯曲机和剪切机的功能,可以同时完成弯曲和剪切操作。
这种机器通常由钢架、弯曲轴、弯曲模具、切割刀、切割机构和控制系统等部分组成。
操作人员可以通过控制系统设定弯曲角度和切割长度,将钢筋放入相应的模具或剪切机构中,启动机器即可同时完成弯曲和剪切过程。
弯曲与剪切一体机具有节省空间、提高工作效率等优点,被广泛应用于大型工程项目中。
第四种类型是成型机。
成型机主要用于将钢筋按照一定的形状和尺寸成型,如螺旋形、螺纹形等。
成型机通常由成型模具、成型机构和控制系统等部分组成。
操作人员通过控制系统设定成型形状和尺寸,将钢筋放入成型模具中,启动机器即可完成成型过程。
成型机具有成型效果好、工作稳定等优点,被广泛应用于桥梁、隧道等大型工程中。
除了以上几种常见的钢筋成型机类型,还有一些其他特殊类型的钢筋成型机,如弯曲与切割一体机、自动化钢筋成型机等。
这些机器在特定的工程领域中有着重要的应用价值。
钢筋成型机是建筑工程中必不可少的设备之一,它们的分类主要根据其工作原理和结构特点来区分。
不同类型的钢筋成型机具有各自的优点和适用范围,可以满足不同工程的需求。
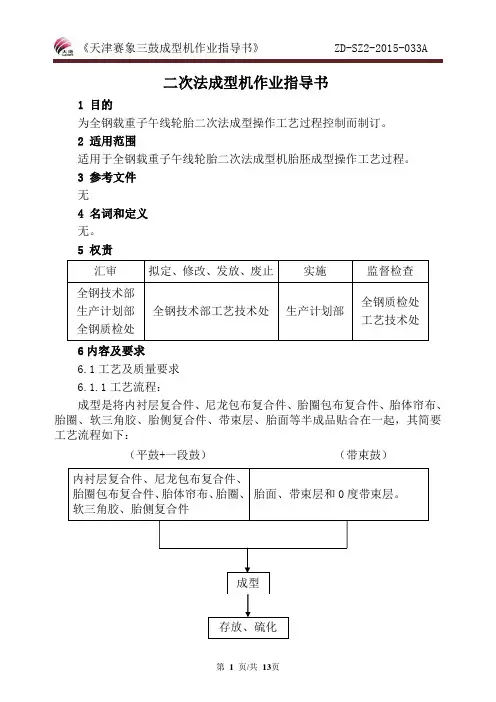
二次法成型机作业指导书1 目的为全钢载重子午线轮胎二次法成型操作工艺过程控制而制订。
2 适用范围适用于全钢载重子午线轮胎二次法成型机胎胚成型操作工艺过程。
3 参考文件无4 名词和定义无。
5 权责汇审拟定、修改、发放、废止实施监督检查全钢技术部生产计划部全钢质检处全钢技术部工艺技术处生产计划部全钢质检处工艺技术处6内容及要求6.1工艺及质量要求6.1.1工艺流程:成型是将内衬层复合件、尼龙包布复合件、胎圈包布复合件、胎体帘布、胎圈、软三角胶、胎侧复合件、带束层、胎面等半成品贴合在一起,其简要工艺流程如下:(平鼓+一段鼓)(带束鼓)内衬层复合件、尼龙包布复合件、胎圈包布复合件、胎体帘布、胎圈、软三角胶、胎侧复合件胎面、带束层和0度带束层。
成型存放、硫化全钢成型工艺流程(二次法成型机):平鼓1段鼓(1ST)辅鼓贴合内衬层复合件贴合尼龙包布复合件贴合胎圈包布复合件滚压胎圈包布复合件贴合胎体帘布传递胎体帘布筒滚压胎体帘布检查指形片正包扣圈反包(上胎圈)滚压硬三角胶6.1.2工艺及质量要求:6.1.2.1胎体贴合鼓标准:项目工艺要求胎体贴合鼓周长公差±2mm鼓板翘起不允许中心线对正≤1mm供料装置与成型鼓中心线对中±1mm定位装置与中心线对中±1mm定位指示灯必须垂直于鼓切面胎体鼓上各部件指示灯对中±1mm6.1.2.2胎体鼓半成品接头要求:±10°45°90°135°180°225°270°315°0°肩垫胶胎圈包布胎体帘布PA复合件6.1.2.3 PA 复合件贴合工艺要求:项 目工艺要求 胎侧/内衬层复合宽度公差 ±3mm 胎侧/内衬层定长公差 ±5mm 胎侧/内衬层接头重叠 0,-2mm 胎侧接头错位 ±3mm内衬层裁切面宽度 裁切面宽度公差±3mm 贴合偏歪±3mm6.1.2.4 胎圈包布贴合工艺要求:项 目工艺要求 在成型鼓上的宽度公差 ±2mm 贴合偏歪 ±2mm 接头对正≤2mm 接头重叠不允许 接头处钢丝间距≤1根钢丝 接头处不得有钢丝帘线露出6.1.2.5胎体帘布贴合工艺要求:项 目工艺要求 胎体帘布在成型鼓上的宽度 ±2mm 胎体帘布贴合偏歪 ±2mm 帘布接头对正 ≤2mm接头处钢丝间距 ≤1/2钢丝 接头重叠 不允许 两接头间距离 ≥100mm接头数量每条胎最多3个6.1.2.6肩垫胶贴合工艺要求:项 目工艺要求 贴合偏歪 ±2mm 宽度公差 ±2mm 厚度公差 ±0.4mm 接头重叠0,-2mm6.1.2.7 带束鼓标准:项 目工艺要求 B&T 鼓周长公差 ±2mm 定位指示灯必须垂直于鼓切面定位指示灯与鼓中心线对正 ≤1mm 供料装置与鼓中心线对正 ±1mm 各部件指示灯对中±1mm 6.1.2.8 B&T 鼓半成品贴和工艺要求:±10°45°90°135°180°225°270°315°0°胎冠零度带束层2#带束层1#/3#带束层6.1.2.9带束层1#和3#斜角在右,2#斜角在左方向贴合。
第46卷 第17期·36·作者简介:唐文锋(1977-),男,硕士、高级工程师,中策橡胶(泰国)有限公司副总经理,主要从事设备和项目管理工作。
收稿日期:2020-08-05目前我公司在泰国的生产基地主要以全钢和半钢两大系列为主。
生产的模式是以销定产,根据销售订单来排生产计划。
随着市场形势的变化,难免出现产销不平衡,全钢来不及生产,半钢成型设备有闲置的现象。
而我司全钢成型工艺主要采用的是三鼓成型机一次法工艺,半钢成型工艺主要采用的是两段成型机二次法工艺。
为了优化改善成型机设备的配置,解决半钢成型机闲置问题,公司决定开发研究全钢轻卡轮胎二次法成型工艺,把19.5以下轻卡系列移至半钢二次法成型机上生产,通过对设备的改造和工艺的优化,使半钢二次法成型机既能用于半钢轮胎成型,也能用于全钢轻卡轮胎成型。
实现半钢成型机可根据全钢半钢的销售订单情况来柔性安排生产,减少成型机设备配置的目的。
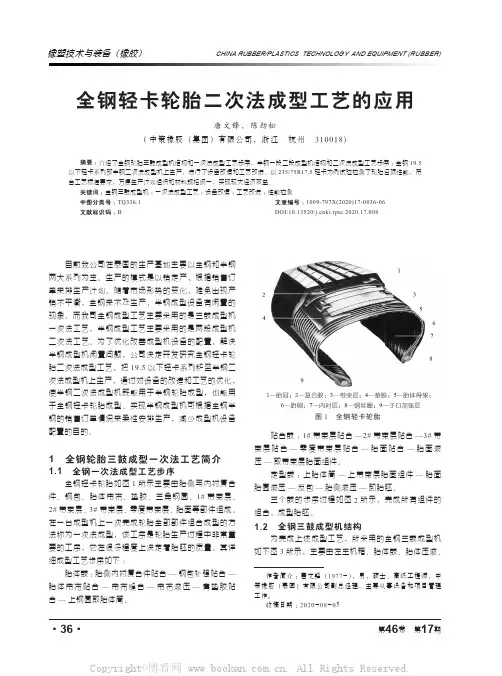
1 全钢轮胎三鼓成型一次法工艺简介1.1 全钢一次法成型工艺步序全钢轻卡轮胎如图1所示主要由胎侧与内衬复合件、钢包、胎体帘布、垫胶、三角钢圈、1#带束层、2#带束层、3#带束层、零度带束层、胎面等部件组成。
在一台成型机上一次完成轮胎全部部件组合成型的方法称为一次法成型,该工序是轮胎生产过程中非常重要的工序,它在很多程度上决定着胎胚的质量。
其详细成型工艺步序如下:胎体鼓:胎侧内衬复合件贴合—钢包补强贴合—胎体帘布贴合—帘布缝合—帘布滚压—肩垫胶贴合—上钢圈取胎体筒。
全钢轻卡轮胎二次法成型工艺的应用唐文锋,陈劲松(中策橡胶(集团)有限公司,浙江 杭州 310018)摘要:介绍了全钢轮胎三鼓成型机结构和一次法成型工艺步序,半钢一段二段成型机结构和二次法成型工艺步序;全钢19.5以下轻卡系列放半钢二次法成型机上生产,进行了设备改造和工艺改进。
以235/75R17.5轻卡为例试验检测了轮胎各项性能,符合工艺标准要求,方便生产计划组织和材料规格统一,实现较大经济效益。
作者简介:陈先国(19762,男,贵州罗甸县人,贵州轮胎股份有限公司工程师,学士,主要从事全钢子午线轮胎设备的管理及技术工作。
子午线轮胎成型机简介陈先国,何兵(贵州轮胎股份有限公司,贵州贵阳550008摘要:介绍子午线轮胎成型机的沿革及各类成型机的基本结构和工作原理。
指出国内在用的子午线轮胎成型机发展较快,现有二次法成型机、二鼓式一次法成型机、三鼓式一次法成型机及四鼓式一次法成型机,其中二次法成型机因无法保证产品质量的均一性,部分轮胎生产厂已不用其生产全钢载重子午线轮胎;一次法成型机中四鼓式一次法成型机由于有两个机械鼓来完成定型及反包,生产效率大大提高。
关键词:子午线轮胎;成型机;鼓式一次法成型机;四鼓一次法成型机中图分类号:TQ330.4+6;U463.341+.6文献标识码:B 文章编号:100628171(20040520297204据统计,2003年年初世界汽车轮胎产量达11亿条,子午化率已接近90%。
其中载重轮胎子午化率北美为92.8%,欧洲为89.3%,日本、韩国为91.6%。
我国年产轮胎1亿条,轮胎子午化率仅为54%左右,载重轮胎子午化率仅为23%。
因此,全钢载重子午线轮胎是载重轮胎发展的方向,是我国轮胎行业的更新换代产品。
目前,我国子午线轮胎市场呈供不应求态势,国内具有发展全钢子午线轮胎能力的企业都在加快发展速度,最大限度地扩大产量。
子午线轮胎技术软件、机器设备和原材料的变化也是日新月异。
我公司载重子午线轮胎的发展正值国内子午线轮胎行业发展的大潮中,生产设备更新速度快,几乎每一代成型设备都在使用。
较早的子午线轮胎成型机是二次法成型机。
以北京橡胶工业研究设计院机电技术开发有限公司LCY12162YT 二次法成型机为代表。
后来出现了一次法成型机,一次法成型机有以下几种。
(1两鼓式一次法成型机。
以天津赛象科技股份有限公司TTR G 245C 型的二鼓式成型机为代表。
(2三鼓式一次法成型机。
全钢两鼓成型机主导轨与主机箱的安装方法成型保证B 丁翔摘要轮胎是各类车辆行走的重要部件,直接影响到车辆各种使用性能的发挥。
而两鼓成型机作为轮胎的重要生产工具之一,主导轨和主机箱对于两鼓成型机来说,又是重要组成部位,直接影响到轮胎的不圆度和平衡性,分析说明安装两鼓成型机主机箱和主导轨的方法,并提出了安装过程中的建议,以供参考。
关键词轮胎;成型机;主机箱;导轨;方法;建议全钢两鼓一次法成型机主要结构分为主导轨,主机箱,主辅供料架,辅机箱,后压辊装置,卸胎器、传递环等,其中主导轨是成型机精度的基准,保证轮胎的工艺精度的传递环和夹持环都是在主导轨上运行工作,而其他部位的安装也都是以主导轨和主机箱为参照进行安装,因此安装好主导轨和主机箱是生产轮胎达到工艺标准的重要前提之一。
天津赛象科技股份有限公司生产的两鼓成型机(TST-LCZ-2HA)一直是双钱集团(如皋)轮胎有限公司的重要机型,本文就是以以上这种机型为例阐述主导轨及主机箱的安装要点。
一、首先校验测量仪器,以达到精度要求1、水准仪的校验方法(如下图一)水准仪水准仪图一分别将标尺放置于A、B两点(相距4米以上),从C点用水准仪观测读数并记录;再用水准仪移动距离相同对面D点,再观测A、B两点的标尺的读数。
如果两组读数差值相等(误差小于1毫米),则可断定水准仪精确度达标。
2、水平仪的较验方法(如下图2)水平仪平尺调整垫铁图2将平尺放置于相隔1米的调整垫铁上,水平仪放置平尺上,调节垫铁高低使水平仪气泡位于标刻尺中央,然后调转180度,若气泡发生偏移,则调节水平仪上微调螺丝直至水平仪气泡位于标刻尺中央(误差0.02毫米)。
二、主导轨概况及精度标准主导轨概况TST-LCZ-2HA机型主导轨总长度8米,底座由框架及7块底板组成,22根M16X400地脚螺栓与地基方孔坑对应。
工艺精度要求:安装完成的主导轨横向水平为0.04mm/m,纵向水平误差0.04mm/m以内,理想状态下校正完成的主导轨直线度为0-0,但由于制造加工的局限性,运输、吊装等因素,无法达到上述直线度精度要求,我们精调的目的就是最大限度接近这条基准线。

12R22.5全钢胎胎圈内凹问题有限元分析王慎平1张永锋1傅相诚1武茂军21.浦林成山(青岛)工业研究设计有限公司 2.浦林成山(山东)轮胎有限公司摘 要:在使用不同厂家和型号的成型机生产全钢胎12R22.5规格时,某些成型机生中国橡胶应用技术APPLIED TECHNOLOGY由此认为,产生问题的原因应该是:不同的成型机使用不同的扇形块,导致在成型过程中生产出不同的胎胚,硫化出的成品胎也就有很大差异。
二、扇形块形状对成型胎胚的影响研究1.思路为了解决质量问题,首先对使用不同扇形块的成型过程进行仿真,考察最终胎胚的形状,但是这个仿真过程太复杂,在仿真技术、仿真时间上,都很难实现。
通过对整个成型过程的深入了解,得知扇形块所起的作用是在成型过程中锁紧胎圈,在锁紧胎圈时会对胶料进行挤压,由于未硫化橡胶黏性大,挤压之后胶料回弹的变形非常小,在使用表面轮廓形状不同的扇形块时,将会形成具有不同胎圈几何形状的胎胚,为此开展了下面两项工作:(1)为比较胎胚几何形状的不同,利用手持式扫描仪对4台不同的成型机生产的胎胚进行轮廓扫描,得到4种胎胚轮廓。
(2)利用有限元方法对扇形块锁紧胎圈的过程进行仿真,比较锁紧后胎圈部位几何形状以及材料面积。
2.不同成型机生产的胎胚形状比较利用手持式扫描仪,对出现内凹外观质量问题的9号、35号和36号以及没有出现问题的127号机台所生产的胎胚分别进行外轮廓扫描,然后利用UG 软件进行处理,得到胎圈的外轮廓形状,见图1。
然后把4种胎胚的外轮廓放在一起进行比较,见图2。
从图2可以看出,4种胎胚胎圈部位的几何形状存在较大差异,这种差异正是来源于扇形块的不同轮廓形状。
3.扇形块锁紧胎圈过程仿真(1)模型建立为了考察扇形块锁紧胎圈过程中胎圈部位胶料的变形情况,建立简化模型,模拟扇形块锁紧胎圈过程,见图3。
胎圈部位材料分布图是利用施工表中各半部件的尺寸和位置画出,不含任何材料压缩效应,其中包括了材料之间的缝隙,见图4。
22314.00R24NHS 港口专用全钢工程机械子午线轮胎的设计王若飞,崔志武,王晓娟,陈 宇,宋朝兴(风神轮胎股份有限公司,河南 焦作 454003)摘要:介绍14.00R24NHS 港口专用全钢工程机械子午线轮胎的设计。
结构设计:外直径 1 410 mm ,断面宽 368 mm ,行驶面宽度 320 mm ,行驶面弧度高 20 mm ,胎圈着合宽度 274 mm ,胎圈着合直径 610 mm ,断面水平轴位置(H 1/H 2) 0.739 1,胎面采用块状花纹,花纹深度 64 mm ,花纹饱和度 72.2%,花纹周节数 28。
施工设计:胎面采用3层结构,胎体采用3+9+15×0.225ST 钢丝帘线,带束层采用4层结构,其中1#带束层采用3+9+15×0.175+0.15HT 钢丝帘线,2#和3#带束层采用3+9+15×0.220+0.15HT 钢丝帘线,4#带束层采用3×7×0.20HE 钢丝帘线,采用一次法两鼓/三鼓成型机成型,采用蒸锅式硫化机硫化。
成品性能试验结果表明,成品轮胎的充气外缘尺寸、物理性能和静负荷性能均达到国家标准及相应设计要求。
关键词:港口专用全钢工程机械子午线轮胎;结构设计;施工设计中图分类号:TQ336.1 文章编号:2095-5448(2024)04-0223-04文献标志码:A DOI :10.12137/j.issn.2095-5448.2024.04.0223随着我国经济的蓬勃发展,内外贸港口运输需求增大,港口集装箱吞吐量相应递增,港口的生产作业模式也在发生改变,港口机械逐步向多样化、大型化、无人化等领域发展[1]。
港口集装箱堆高机以通用叉车技术为基础,集成了部分起重功能,主要用于集装箱的搬运和堆垛作业,具有可频繁转向与制动、机动灵活、操作简单等特点。
本工作主要介绍专为港口集装箱堆高机开发的14.00R24NHS 港口专用全钢工程机械子午线轮胎(简称14.00R24NHS 专用轮胎)的设计。
陈先国等.VMIVAST4成型机的调试及应用241VMIVAST4成型机的调试及应用陈先国,晏飞,田睿,贾力,张淮峰(贵州轮胎股份有限公司,贵州贵阳550008)摘要:VMIVAST4成型机共有4个鼓和两个传递环,分别是:机械鼓(2个),胎体鼓、带柬鼓、胎体传递环和带束传递环.是目前世界上生产全钢载重子午线轮胎最为先进的成型设备之一。
本文主要概述此类成型机的工作原理及基奉结构,滚压装置滚压曲线参数.设备安装精度校准情况,咀及设备安装调试过程中的人机界面不能与PLC通讯、运动件定位等典型问题的处理。
关键词:四鼓成型机;垒钢载重子午线轮胎,压合参数l安装精度I通讯I定位目前,我国全钢载重子午线轮胎呈供不应求态势,由于市场空问可挖掘潜力大,行业之间竞争越发激烈。
我公司全钢载重子午线轮胎的发展正值国内子午线轮胎行业发展的大潮中,对产品的产量和质量都有着迫切的要求。
VAST4成型系统就是在这样情况下安装调试的。
VAST4成型系统是荷兰VMI公司开发的一次法轮胎成型系统,用于生产全钢载重子午线轮胎,是目前世界上生产全钢载重子午线轮胎最为先进的成型设备之一。
lvAsT4成型机简介1.1主要结构VIST4成型机共有4个鼓和两个传递环,分别是:两个机械鼓,一个胎体鼓和一个带束鼓;胎体传递环和带束传递环。
胎体鼓和带束鼓主要成型半部件筒,通过胎体传递环(此环同时起到夹持钢丝圈的作用)和带束传递环(此环同时起到卸胎的作用)传递到机械鼓上复合、充气、反包、定型,形成胎坯。
由于有两个机械鼓来定型,生产效率得到了较大的提高,VIST4四鼓成型机结构如图1所示。
1.2滚压装置VIST4成型机的滚压装置与其它一次法成型机滚压胎面、胎侧装置有不同之处,它有三个压辊,包括一个中心压辊和两个压合辊,滚压方式如图2所示。
中心压辊滚压状态和压合辊滚压曲线由参数设定,滚压参数示于表1和2。
78910Il把131415围1VAST4四鼓成型机结构示意衬层/胎侧复合件、胎圈加强层及帘布供料架,2一机械鼓二3一滚压装置;4机械鼓一;5带束层供料架;6一带束传递环,7一带柬鼓机箱,8一带束鼓Ig一胎面供料架;10一卸胎器,1l一机械鼓机箱11z一胎肩垫胶供料架;13一胎体传递环}14一胎体鼓}15一胎体鼓机箱。
作者简介:李佳修(1991-),男,中级工程师,本科,主要从事项目管理及机械技术和现场维护工作。
收稿日期:2022-07-070 引言近年来,随着宏观经济的稳健发展和人民生活水平的不断提高,中国汽车的保有量和产量快速增长,再加上物流交通行业的高速发展,促进了我国轮胎行业的快速发展,我国已成为世界第一大轮胎生产国、出口国。
但现阶段国内还没有高效的胎胚贴合装置,现有的胎胚贴合装置结构复杂,体量大,自动化程度低,生产效率低下,胎胚产量不高,无法满足当下市场所需轮胎产量需求。
针对现有胎胚贴合低下的问题,我公司与厂家共同开发一台全钢成型机高效贴合鼓机箱,此机箱可配套多种规格贴合鼓,覆盖16",17.5",19.5",20",22.5",24",24.5"等多种尺"规格轮胎;机箱整体小型化,工作机构设计更加简洁,维修工作量更小。
1 研究背景轮胎胎体鼓是将带状、片状胶料与胎圈制作成胎体半制品的装置。
实际生产中,需要通过胎体鼓旋转与鼓板的涨缩两个动作完成生产需的求,现有的胎体鼓机箱内部传动形式复杂,采用单台电机带动胎体鼓的旋转与鼓板的涨缩是两个独立的动作,鼓体的旋转与鼓板的涨缩是两个独立的步骤,单靠一个离合器难以控制两个步骤的完成,离合器吸合时鼓体实现转动;离合器断开时鼓体内部丝杠转动带动鼓板相连的滚珠滑块滑动撑开鼓板,两个步骤无法同时进行,离合器吸合与断开来回调换步骤浪费时间,降低生产效率,鼓板撑开时内部的滚珠丝杠与丝母受力增强,造成丝高效贴合鼓机箱成型机李佳修1,陈子杰1,刘玲2(1.杭州中策清泉实业有限公司,浙江 杭州 311400;2.杭州朝阳橡胶有限公司,浙江 杭州 310018)摘要:我国轮胎行业的快速发展,但现阶段国内还没有高效的胎胚贴合装置,现有的胎胚贴合装置结构复杂,体量大,自动化程度低,生产效率低下。
针对该问题,本文作者开发研究一台全钢成型机高效贴合鼓机箱,此机箱可使用多种规格贴合鼓,机箱整体小型化,工作机构设计更加简洁,维修工作量更小。